
 商标分类
商标分类  商标转让
商标转让 
一种RTM用玻璃纤维预成型体的成型加工方法与流程
 2021-02-22 06:02:12|
2021-02-22 06:02:12| 308|
308| 起点商标网
起点商标网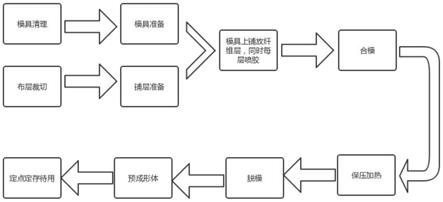
一种rtm用玻璃纤维预成型体的成型加工方法
技术领域
[0001]
本发明涉及玻璃纤维增强复合材料成型技术领域,尤其涉及一种rtm用玻璃纤维预成型体的成型加工方法。
背景技术:
[0002]
目前国内传统的低压rtm成型工艺,需要先将纤维布层铺放入模具内,再进行后续相关注胶工序;铺放过程繁琐,耗时较多,生产效率较低,且当模具倒角或脱模角度过大时,合模过程易造成布层滑脱错层,造成不良品,增加生产成本。
技术实现要素:
[0003]
本发明的目的是为了解决现有技术中存在的缺点,而提出的一种rtm用玻璃纤维预成型体的成型加工方法。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
一种rtm用玻璃纤维预成型体的成型加工方法,该加工方法包括以下步骤:
[0006]
步骤一、模具准备:确认模具与加工产品一致,模具表面无杂物,残污,下模边缘非产品区域用保护膜覆盖保护;
[0007]
步骤二、铺层:使用宽度为1270mm6el的闭模毡,满铺模具表面,闭膜毡切口与模具对应定位点对齐,闭膜毡搭接处必须处于平面上,闭模毡外边缘与模具翻边外缘平齐,严禁超出模具成型面,闭模毡超出产品面5-8mm;
[0008]
步骤三、局部补强:闭膜毡对接处加铺一层宽度为100mm,密度为300g/
㎡
编织毡,严禁超出成型面;
[0009]
步骤四、加压边条:翻边处加铺2-4层密度为1250g/
㎡
,宽度为35mm的复合毡,压边条和模具内壁靠齐,压边条与模具立面之间间隙小于5mm,严禁超出模具成型面,严禁缺布;
[0010]
步骤五、编织毡覆盖:使用宽度为100mm,密度为300g/
㎡
编织毡盖加铺翻边,编织毡外边沿与压边条外沿对齐,严禁超出模具成型面,严禁缺布;
[0011]
步骤六、喷涂:铺层完成后移至喷涂车间,喷涂黑色胶衣,单件胶衣用量为8-10行程,胶衣用量为0.3kg-0.5kg;
[0012]
步骤七、铺放聚酯表面毡:喷涂完成移至成型间,去除保护膜,满铺一层70g/
㎡
的黑色聚酯表面毡,完全覆盖产品表面,外边沿与闭膜毡外沿对齐;
[0013]
步骤八、合模固化:对准定位销,将上下模进行合模,合模时要求上模垂直放下,插上加热管固化20-40min;
[0014]
步骤九、脱模:固化完成后利用电葫芦升起上模具,上下模分离,取出产品,剪去多余边角,贴上追溯标识,取出产品查看粘接剂固化情况,取出产品轻拿轻放,防止出现拉扯损坏;
[0015]
步骤十、码放:取出产品后贴上标签将产品放置指定区域中的托盘上,产品内侧向下且在外侧指定位置放置泡沫垫,第一件产品直接码放在产品模型上,依次堆叠。
[0016]
优选地,相邻的所述闭膜毡对接缝隙小于3mm。
[0017]
优选地,所述闭膜毡铺设应平整无架空,搭接平滑无叠层,且铺覆过程使用喷胶固定。
[0018]
优选地,在模具的拐圆角处增设压边条,防止缺布。
[0019]
优选地,喷涂时,喷枪距离模具表面80-90cm,匀速喷涂。
[0020]
优选地,产品码放时,每层产品之间均放置泡沫垫块。
[0021]
优选地,所述闭模毡由经线和纬线纵横交错编织而成网状结构,且该网状结构中穿插有金属线,所述模具内表面涂有磁性涂层。
[0022]
优选地,所述磁性涂层由陶瓷涂料和钐钴磁流体按照2:1比例混合搅拌制成。
[0023]
与现有技术相比,本发明的有益效果是:
[0024]
1、减少铺放布层工序的的时间,提高效率和良品率;
[0025]
2、预先将所需铺放的布层在产品专用的仿形模具上逐层铺放好,且每层铺放时喷上定型胶体,在压实固化后可以使铺层整体具有一定的刚度和保型度,取下预成型体,放置在专门的储存区域,留待注胶成型使用;
[0026]
3、与传统工艺步骤相比,将铺层工序解放出来,替代的预成型体不再制约产品的成型周期,减少成型模具的占模时间,优化了工序,提高了效率,且预成形体在成型中极大地减少了布层滑脱现象,提高了良品率。
附图说明
[0027]
图1为本发明提出的结构示意图;
[0028]
图2为闭模毡的结构示意图。
[0029]
图中:经线1、纬线2、金属线3。
具体实施方式
[0030]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0031]
实施例1
[0032]
参照图1-2,一种rtm用玻璃纤维预成型体的成型加工方法,该加工方法包括以下步骤:
[0033]
步骤一、模具准备:确认模具与加工产品一致,模具表面无杂物,残污,下模边缘非产品区域用保护膜覆盖保护;
[0034]
步骤二、铺层:使用宽度为1270mm6el的闭模毡,满铺模具表面,闭膜毡切口与模具对应定位点对齐,闭膜毡搭接处必须处于平面上,闭模毡外边缘与模具翻边外缘平齐,严禁超出模具成型面,闭模毡超出产品面5mm;
[0035]
步骤三、局部补强:闭膜毡对接处加铺一层宽度为100mm,密度为300g/
㎡
编织毡,严禁超出成型面;
[0036]
步骤四、加压边条:翻边处加铺2层密度为1250g/
㎡
,宽度为35mm的复合毡,压边条和模具内壁靠齐,压边条与模具立面之间间隙小于5mm,严禁超出模具成型面,严禁缺布;
[0037]
步骤五、编织毡覆盖:使用宽度为100mm,密度为300g/
㎡
编织毡盖加铺翻边,编织
毡外边沿与压边条外沿对齐,严禁超出模具成型面,严禁缺布;
[0038]
步骤六、喷涂:铺层完成后移至喷涂车间,喷涂黑色胶衣,单件胶衣用量为8行程,胶衣用量为0.3kg;
[0039]
步骤七、铺放聚酯表面毡:喷涂完成移至成型间,去除保护膜,满铺一层70g/
㎡
的黑色聚酯表面毡,完全覆盖产品表面,外边沿与闭膜毡外沿对齐;
[0040]
步骤八、合模固化:对准定位销,将上下模进行合模,合模时要求上模垂直放下,插上加热管固化20min;
[0041]
步骤九、脱模:固化完成后利用电葫芦升起上模具,上下模分离,取出产品,剪去多余边角,贴上追溯标识,取出产品查看粘接剂固化情况,取出产品轻拿轻放,防止出现拉扯损坏;
[0042]
步骤十、码放:取出产品后贴上标签将产品放置指定区域中的托盘上,产品内侧向下且在外侧指定位置放置泡沫垫,第一件产品直接码放在产品模型上,依次堆叠。
[0043]
相邻的闭膜毡对接缝隙小于3mm,避免缺布,闭膜毡铺设应平整无架空,搭接平滑无叠层,且铺覆过程使用喷胶固定,对其进行临时固定,避免出现架空翘曲的情况,在模具的拐圆角处增设压边条,防止缺布,喷涂时,喷枪距离模具表面80cm,匀速喷涂,产品码放时,每层产品之间均放置泡沫垫块,避免产品间产生硬性碰撞。
[0044]
实施例2
[0045]
参照图1-2,一种rtm用玻璃纤维预成型体的成型加工方法,该加工方法包括以下步骤:
[0046]
步骤一、模具准备:确认模具与加工产品一致,模具表面无杂物,残污,下模边缘非产品区域用保护膜覆盖保护;
[0047]
步骤二、铺层:使用宽度为1270mm6el的闭模毡,满铺模具表面,闭膜毡切口与模具对应定位点对齐,闭膜毡搭接处必须处于平面上,闭模毡外边缘与模具翻边外缘平齐,严禁超出模具成型面,闭模毡超出产品面6.5mm;
[0048]
步骤三、局部补强:闭膜毡对接处加铺一层宽度为100mm,密度为300g/
㎡
编织毡,严禁超出成型面;
[0049]
步骤四、加压边条:翻边处加铺3层密度为1250g/
㎡
,宽度为35mm的复合毡,压边条和模具内壁靠齐,压边条与模具立面之间间隙小于5mm,严禁超出模具成型面,严禁缺布;
[0050]
步骤五、编织毡覆盖:使用宽度为100mm,密度为300g/
㎡
编织毡盖加铺翻边,编织毡外边沿与压边条外沿对齐,严禁超出模具成型面,严禁缺布;
[0051]
步骤六、喷涂:铺层完成后移至喷涂车间,喷涂黑色胶衣,单件胶衣用量为9行程,胶衣用量为0.4kg;
[0052]
步骤七、铺放聚酯表面毡:喷涂完成移至成型间,去除保护膜,满铺一层70g/
㎡
的黑色聚酯表面毡,完全覆盖产品表面,外边沿与闭膜毡外沿对齐;
[0053]
步骤八、合模固化:对准定位销,将上下模进行合模,合模时要求上模垂直放下,插上加热管固化30min;
[0054]
步骤九、脱模:固化完成后利用电葫芦升起上模具,上下模分离,取出产品,剪去多余边角,贴上追溯标识,取出产品查看粘接剂固化情况,取出产品轻拿轻放,防止出现拉扯损坏;
[0055]
步骤十、码放:取出产品后贴上标签将产品放置指定区域中的托盘上,产品内侧向下且在外侧指定位置放置泡沫垫,第一件产品直接码放在产品模型上,依次堆叠。
[0056]
相邻的闭膜毡对接缝隙小于3mm,避免缺布,闭膜毡铺设应平整无架空,搭接平滑无叠层,且铺覆过程使用喷胶固定,对其进行临时固定,避免出现架空翘曲的情况,在模具的拐圆角处增设压边条,防止缺布,喷涂时,喷枪距离模具表面85cm,匀速喷涂,产品码放时,每层产品之间均放置泡沫垫块,避免产品间产生硬性碰撞。
[0057]
实施例3
[0058]
参照图1-2,一种rtm用玻璃纤维预成型体的成型加工方法,该加工方法包括以下步骤:
[0059]
步骤一、模具准备:确认模具与加工产品一致,模具表面无杂物,残污,下模边缘非产品区域用保护膜覆盖保护;
[0060]
步骤二、铺层:使用宽度为1270mm6el的闭模毡,满铺模具表面,闭膜毡切口与模具对应定位点对齐,闭膜毡搭接处必须处于平面上,闭模毡外边缘与模具翻边外缘平齐,严禁超出模具成型面,闭模毡超出产品面8mm;
[0061]
步骤三、局部补强:闭膜毡对接处加铺一层宽度为100mm,密度为300g/
㎡
编织毡,严禁超出成型面;
[0062]
步骤四、加压边条:翻边处加铺4层密度为1250g/
㎡
,宽度为35mm的复合毡,压边条和模具内壁靠齐,压边条与模具立面之间间隙小于5mm,严禁超出模具成型面,严禁缺布;
[0063]
步骤五、编织毡覆盖:使用宽度为100mm,密度为300g/
㎡
编织毡盖加铺翻边,编织毡外边沿与压边条外沿对齐,严禁超出模具成型面,严禁缺布;
[0064]
步骤六、喷涂:铺层完成后移至喷涂车间,喷涂黑色胶衣,单件胶衣用量为10行程,胶衣用量为0.5kg;
[0065]
步骤七、铺放聚酯表面毡:喷涂完成移至成型间,去除保护膜,满铺一层70g/
㎡
的黑色聚酯表面毡,完全覆盖产品表面,外边沿与闭膜毡外沿对齐;
[0066]
步骤八、合模固化:对准定位销,将上下模进行合模,合模时要求上模垂直放下,插上加热管固化40min;
[0067]
步骤九、脱模:固化完成后利用电葫芦升起上模具,上下模分离,取出产品,剪去多余边角,贴上追溯标识,取出产品查看粘接剂固化情况,取出产品轻拿轻放,防止出现拉扯损坏;
[0068]
步骤十、码放:取出产品后贴上标签将产品放置指定区域中的托盘上,产品内侧向下且在外侧指定位置放置泡沫垫,第一件产品直接码放在产品模型上,依次堆叠。
[0069]
相邻的闭膜毡对接缝隙小于3mm,避免缺布,闭膜毡铺设应平整无架空,搭接平滑无叠层,且铺覆过程使用喷胶固定,对其进行临时固定,避免出现架空翘曲的情况,在模具的拐圆角处增设压边条,防止缺布,喷涂时,喷枪距离模具表面90cm,匀速喷涂,产品码放时,每层产品之间均放置泡沫垫块,避免产品间产生硬性碰撞。
[0070]
闭模毡由经线1和纬线2纵横交错编织而成网状结构,且该网状结构中穿插有金属线3,模具内表面涂有磁性涂层,磁性涂层由陶瓷涂料和钐钴磁流体按照2:1比例混合搅拌制成,利用金属线3与磁性涂层的吸引力,保证闭模毡紧贴模具上,不会出现翘曲,架空的情况,而且陶瓷涂料和钐钴磁流体均具有耐高温性能,满足生产需要。
[0071]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 胶衣

 热门咨询
热门咨询




tips