
 商标分类
商标分类  商标转让
商标转让 
一种新型注塑模具调温装置的制作方法
 2021-02-22 06:02:05|
2021-02-22 06:02:05| 221|
221| 起点商标网
起点商标网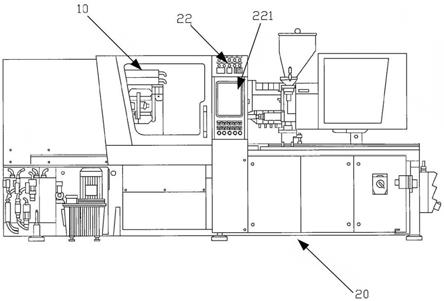
[0001]
本实用新型涉及一种注塑模具,特别涉及一种新型注塑模具调温装置。
背景技术:
[0002]
现有技术中公开了一种塑料射出成型机,其装设有一上模具与一下模具,且所述上模具与所述下模具互相合模形成有一模穴,而所述模穴对外相通有一注料孔,所述塑料射出成型机能控制所述上模具与所述下模具的闭合,并由所述注料孔注入塑料,待塑料冷却而取得加工成品,所述塑料射出成型机于所述上模具与所述下模具均没有任何冷却装置,所述工作温度的控制仅为控制塑料的加热温度,然而,所述上、下模具的工作温度也会受到连续高温下加工、加工速度与外在环境温度的不同而有所差异,当工作温度过高时,所述塑料的成型时间会被延长,使其产量降低,同时也会因为过热而造成上、下模具的变形损坏,若工作温度过低时,则会影响所述塑料的流动性,使所述塑料无法流入狭小空间或提早固化,因此降低加工产品的良品率。
技术实现要素:
[0003]
本实用新型的目的是提供一种新型注塑模具调温装置,提高温度控制的精度,提高产品的良品率。
[0004]
本实用新型的目的是这样实现的:一种新型注塑模具调温装置,其特征在于,包括塑料射出模具、至少一加热棒以及至少一温度传感器;
[0005]
所述塑料射出模具包括有一上模具与一下模具,且所述上模具与所述下模具互相合模形成有一模穴,而所述模穴对外相通有一注料孔,所述塑料射出模具内部开设有若干个冷却流道与若干个容置孔,且所述塑料射出模具装设在一塑料射出成型设备上,所述塑料射出成型设备设有一控制单元,且由所述控制单元控制所述上模具与所述下模具的开合、所述注料孔注入塑料与所述冷却流道的冷却介质流动;
[0006]
所述加热棒装设在所述塑料射出模具的容置孔内,且所述加热棒连接在所述控制单元上,利用所述加热棒对所述塑料射出模具于注入塑料前进行初步加热,让所述塑料射出模具快速回复可再次加工状态,进而减少再次加工的等待时间;
[0007]
所述温度传感器装设在所述塑料射出模具的容置孔,且所述温度传感器连接于所述控制单元,利用所述温度传感器检测所述塑料射出模具的工作温度,且配合所述控制单元的设定温度与所述加热棒的加热控制。
[0008]
作为本实用新型的进一步限定,所述冷却流道在所述上模具与所述下模具上均开设有一内流道与一外流道,且所述内流道相对所述外流道靠近于所述模穴,所述控制单元于所述冷却流道入口端连接有流向控制阀,且所述流向控制阀受所述控制单元驱动切换所述冷却流道的流通方式。
[0009]
作为本实用新型的进一步限定,所述控制单元连接有流速传感器,且所述流速传感器装设在所述冷却流道的入口端。
[0010]
作为本实用新型的进一步限定,所述控制单元连接有储液槽,且所述控制单元检测所述储液槽内的温度与冷却介质量,而所述控制单元连接有压缩机,所述储液槽以所述压缩机连接至所述流向控制阀,且所述储液槽另连接于所述冷却流道的出口端,而所述压缩机通过所述控制单元进行驱动与控速,形成所述冷却流道的流速控制与冷却介质的循环使用。
[0011]
作为本实用新型的进一步限定,所述控制单元连接有散热器,且所述散热器相通于所述冷却流道的出口端与所述储液槽之间,所述控制单元能控制所述散热器的散热程度。
[0012]
作为本实用新型的进一步限定,所述控制单元连接有控制界面,且所述控制界面包括有显示面板,通过所述控制界面输入设定温度与所述显示面板观看冷却状态。
[0013]
作为本实用新型的进一步限定,所述冷却流道内的冷却介质为水或冷媒。
[0014]
与现有技术相比,本实用新型的有益效果在于:
[0015]
本实用新型内部开设有若干个冷却流道与至少一容置孔,且容置孔装设有加热棒与温度传感器,加热棒与温度传感器连接于控制单元,利用加热棒对塑料射出模具于注入塑料前进行初步加热,让塑料射出模具快速回复可再次加工状态,进而减少再次加工的等待时间,利用温度传感器检测塑料射出模具的工作温度,且配合控制单元的设定温度,进而由控制单元判断冷却介质流入冷却流道的时机与流量,包括塑料射出成型加工的精准调温功能,通过工作温度的控制能有效提高其产量,也能防止塑料射出模具因为过热而变形损坏的情况发生,以兼具提高产能与耐用性的效果;
[0016]
本实用新型的冷却流道于上模具与下模具皆开设有内流道与外流道,且内流道相对外流道靠近于模穴,控制单元于冷却流道入口端连接有流向控制阀,且流向控制阀受控制单元驱动切换冷却流道的流通方式,控制单元以温度传感器判断模穴温度低于设定温度状态下,通过冷却模式的切换能提高冷却机制的反应速度,能防止突升温度导致加工品质降低的情况,从而有效控制工作温度维持于设定温度,以提高其加工良率与产能;
[0017]
本实用新型的控制单元连接有流速传感器,且流速传感器装设在冷却流道的入口端,即能利用冷却介质流速不同进行塑料射出模具的温度微调,控制单元连接有散热器,且散热器相通于冷却流道的出口端,控制单元能控制散热器的散热程度,从而控制冷却介质温度与工作温度的温差保持于不会损坏塑料射出模具的范围内,同时也能有效减少压缩机与散热器的运作时间,以在维持加工品质的前提下达到降低能源消耗的效果。
附图说明
[0018]
图1为本实用新型的塑料射出成型设备示意图。
[0019]
图2为本实用新型塑料射出模具的立体图。
[0020]
图3为本实用新型塑料射出模具的立体分解图。
[0021]
图4为本实用新型的使用状态示意图。
[0022]
图5为本实用新型另一实施例的塑料射出模具立体分解图。
[0023]
图6为本实用新型另一实施例的冷却系统流程图。
[0024]
图7为本实用新型另一实施例于快速降温模式的示意图。
[0025]
图8为本实用新型另一实施例于低速降温模式的示意图。
[0026]
图9为本实用新型另一实施例于缓慢降温模式的示意图。
具体实施方式
[0027]
下面结合具体实施例对本实用新型做进一步说明。
[0028]
如图1-4所示的一种新型注塑模具调温装置,包括有:一塑料射出模具10、一塑料射出成型设备20、至少一加热棒30及至少一温度传感器40,一塑料射出模具10包括有一上模具11与一下模具12,上模具11与下模具12互相合模形成有一模穴13,且模穴13对外相通有一注料孔131,塑料射出模具10内部开设有若干个冷却流道14与至少一容置孔15,且塑料射出模具10装设在一塑料射出成型设备20,塑料射出成型设备20设有一控制单元21,控制单元21连接有一控制界面22,且控制界面22包括有一显示面板221,通过控制界面22输入设定温度与显示面板221观看冷却状态,并通过控制单元21控制上模具11与下模具12的开合、注料孔131注入塑料与冷却流道14的冷却介质流动,其中,冷却流道14内的冷却介质可为水或冷媒,至少一温度传感器40装设在塑料射出模具10的容置孔15,至少一加热棒30装设在塑料射出模具10的容置孔15,且加热棒30连接于控制单元21,利用加热棒30对塑料射出模具10于注入塑料前进行初步加热,让塑料射出模具10快速回复可再次加工状态,进而减少再次加工的等待时间,温度传感器40连接于控制单元21,当塑料射出成型设备20进行加工工作时,控制塑料射出模具10的上模具11与下模具12进行合模,并由注料孔131注入流体状的塑料于模穴13内,通过模穴13的形状塑形并于冷却后成型,此时利用温度传感器40检测塑料射出模具10的工作温度,再配合控制单元21于控制界面22所设定的设定温度与加热棒30的加热控制,判断当塑料射出模具10的工作温度高于设定温度时,启动冷却机制让冷却介质流动于冷却流道14,即能降低工作温度而稳定等于或趋近于设定温度,从而由控制单元21判断冷却介质流入冷却流道14的时机与流量,即包括塑料射出成型加工的精准调温功能,通过工作温度的控制能有效提高其产量,也能防止塑料射出模具10因为过热而变形损坏的情况发生,以兼具提高产能与耐用性的效果,再者,当前次射出成型工作完成后,塑料射出模具10受冷却流道14的降温而温度低于正常工作温度,由温度传感器40检测判断处于此状态下,以控制单元21启动加热棒30,让加热棒30直接对塑料射出模具10进行快速加热,再于达到预设温度后由注料孔131注入塑料,从而能大幅缩减塑料成型时的冷却时间与成型后回温的等待时间,以有效提高其加工效率。
[0029]
如图5-9所示为本实用新型另一实施例,冷却流道14于上模具11与下模具12皆开设有一内流道141与一外流道142,且内流道141相对外流道142靠近于模穴13,控制单元21于冷却流道14入口端连接有一流向控制阀23,且流向控制阀23受控制单元21驱动切换冷却流道14的流通方式,控制单元21以温度传感器40判断模穴13温度低于设定温度状态下,利用流向控制阀23切换形成有快速降温模式、低速降温模式及缓慢降温模式,于快速降温模式下控制内流道141与外流道142同时流通冷却介质,于低速降温模式下控制只由内流道141流通冷却介质,于缓慢降温模式下控制只由外流道142流通冷却介质,通过冷却模式的切换能提高冷却机制的反应速度,能防止突升温度导致加工品质降低的情况,从而有效控制工作温度维持于设定温度,以提高其加工良率与产能。
[0030]
本实用新型的另一实用效果,如图6所示,控制单元21连接有一流速传感器24,且流速传感器24装设在冷却流道14的入口端,即能利用冷却介质流速不同进行塑料射出模具
10的温度微调,控制单元21连接有一储液槽25,且控制单元21检测储液槽25内的温度与冷却介质量,而控制单元连接有一压缩机26,储液槽25以压缩机26连接至流向控制阀23,且储液槽25另连接于冷却流道14的出口端,而压缩机26受控制单元21进行驱动与控速,从而形成冷却流道14的流速控制与冷却介质的循环使用,另控制单元21连接有一散热器27,且散热器27相通于冷却流道14的出口端与储液槽25之间,控制单元21能控制散热器27的散热程度,从而控制冷却介质温度与工作温度的温差保持于不会损坏塑料射出模具10的范围内,同时也能有效减少压缩机26与散热器27的运作时间,以在维持加工品质的前提下达到降低能源消耗的效果。
[0031]
本领域技术人员应能理解,上述实施例均是示例性而非限制性的。在不同实施例中出现的不同技术特征可以进行组合,以取得有益效果。本领域技术人员在研究附图、说明书及权利要求书的基础上,应能理解并实现所揭示的实施例的其他变化的实施例。在权利要求书中,术语“包括”并不排除其他装置或步骤;不定冠词“一个”不排除多个;术语“第一”、“第二”用于标示名称而非用于表示任何特定的顺序。权利要求中的任何附图标记均不应被理解为对保护范围的限制。权利要求中出现的多个部分的功能可以由一个单独的硬件或软件模块来实现。某些技术特征出现在不同的从属权利要求中并不意味着不能将这些技术特征进行组合以取得有益效果。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips