
 商标分类
商标分类  商标转让
商标转让 
通过吹塑模具的预控温将塑料预成型件成型为塑料容器的方法和设备与流程
 2021-02-22 06:02:15|
2021-02-22 06:02:15| 321|
321| 起点商标网
起点商标网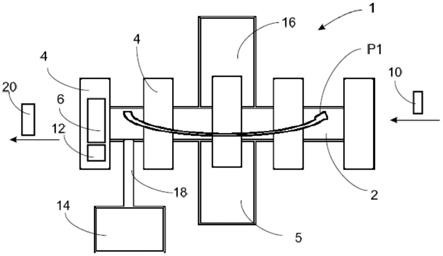
[0001]
本发明涉及一种将塑料预成型件成型为塑料容器的方法和设备。
背景技术:
[0002]
从现有技术中早已有这样的方法和设备。特别是已知将加热的塑料预成型件在吹塑模具内通过供给可流动的介质成型为塑料容器。
[0003]
在常规方法中,将塑料预成型件借助于气态介质并且特别是借助于压缩空气成型为塑料容器。其他从较近的现有技术已知的方法中,将液体,特别是之后要装入的产品直接施加到加热的塑料预成型件上,并借此同时膨胀并用液体,特别是饮料填充。本发明不仅适用于借助于气态介质,即特别通过压缩空气成型的方法,而且适用于借助于流体介质并且特别借助于待装入的饮料成型的方法。
[0004]
这种成型装置通常具有可移动的,例如可旋转的载体,在所述载体上设有成型站,在加工过程中,塑料预成型件在输送时通过所述载体或成型站成型为塑料容器。在某些过程中,必须控制成型站的各个吹塑模具的温度,特别是与要膨胀的塑料预成型件接触的壁区的温度。
[0005]
众所周知的是,吹塑模具通过电能和温度调节介质,例如加热了的油,控制温度,例如被加热。由于许多设施中的成型站都位于旋转的传送带上,因此在现有技术中已有将例如用于电流但也用于液体的供应管线从固定区域连接到旋转区域。例如ep 1 776 224 b1公开了一个这样的机器。在该设备中,描述了一种旋转木马式的旋转机器,其在可旋转的柱上具有可旋转的流体接口和可旋转的电流接口,所述可旋转的流体接口和可旋转的电流接口与一固定的电流供应源和流体供应源连接。
[0006]
当电加热物被用于对热塑性塑料材料通过成型装置或一其他用于制造容器的设备来特别是用于控温,例如加热时,塑料吹塑模具会使用大量的能量。这是基于这样的事实,在该时间段中必须克服最大的温差,以使吹塑模具从初始温度达到工作温度。
[0007]
在吹塑模具达到一个确定的目标温度后,只需将所述吹塑模具保持在该温度下,并且要处理的温度差较小。与此相应地,特别有必要在机器启动开始时供应更多的能量,以达到高加热功率热量输出并尽可能快地达到工作温度。
[0008]
在现有技术中,用于将塑料预成型件成型为塑料容器的设备的所有成型站的吹塑模具通常在所有步骤中都用相同的加热元件加热。这导致了一开始只能通过一个被限制的加热功率加热。此外,开始时通过使用电加热元件需要大部分的能量,因为此时必须克服最大的温差。
[0009]
与此相应地,现有技术中使吹塑模具达到工作温度需要相对较长的时间。因而在此同样丢失了准备机器的宝贵的工作时间。此外,还必须将相对较高的功率从固定区域耦合到旋转区域,因为当所有加热元件都要使吹塑模具特别是同时达到工作温度,则需要相对较高的功率。
技术实现要素:
[0010]
因此,本发明的目的是缩短上述设备的启动时间。与现有技术中的情况相比,上述设备还应该以更加能量平衡的方式工作。这是为了确保相应的设备可以更快地投入运行。优选地,该机器还应该被设计成比现有技术中的惯用机器更小,并且特别地,能量传递装置也应被设计成更小。
[0011]
根据本发明,上述目的是通过独立权利要求的主题来实现的。优选的实施例和改进方案是从属权利要求的主题。
[0012]
在根据本发明的将塑料预成型件成型为塑料容器的设备的运行方法中,多个成型站在工作运行中通过可移动的载体沿预定的输送路径移动,每一所述成型站均具有吹塑模具组件,每一所述吹塑模具组件在闭合状态下,在其内部形成将所述塑料预成型件成型为所述塑料容器的空腔,并且所述塑料预成型件供给到所述成型站,以便通过可流动的介质将塑料预成型件成型为塑料容器。该成型过程至少有时在所述成型站沿输送路径的输送期间实现,并且吹塑模具组件的至少部分至少有时被控温。
[0013]
根据本发明,在载体在静止或在与载体工作运行中的移动相比较慢的移动时,至少对吹塑模具的部件进行了预控温。
[0014]
因此,根据本发明提出了,吹塑模具的耗能的预控温不会在机器运行时发生,而是特别是在载体,例如一吹塑轮,静止时发生。所述设备的工作运行特别被理解为生产过程,即在所述的过程中制造,特别是吹制塑料容器。
[0015]
因此,本发明提出了一种设备和方法,用于缩短吹塑模具达到工作温度所需的时间,并且还提供为此所需的能量或功率。如上所述,这特别是通过将连接管线连接到固定的(或可能仅缓慢旋转的)容器制造机器上来实现,如下面更详细说明的那样,所述连接管线优选地为固定的连接管线或供应管线,所述连接管线或供应管线提供必要的能量和/或动力,以便所述吹塑模具更快地达到工作温度,从而缩短了启动所述设备的总时间。
[0016]
此外或附加地,也可能的是,将附加的加热装置引入机器中,以加速预热。
[0017]
特别地,控温为所述吹塑模具的加热。以这种方式,提供了特定的成型过程所需要的,在工作运行中被加热的吹塑模具,例如加热到40或60摄氏度或更高的温度的吹塑模具。
[0018]
因此可能的是,直接加热所述吹塑模具,特别是随后与塑料预成型件接触的区域。然而,也可能的是,加热所述吹塑模具的任何载体壳或载体,所述吹塑模具本身也以上述方式通过对流加热。在这种情况下,所述吹塑模具至少间接地被加热。
[0019]
优选地,所述吹塑模具具有至少两个侧部,特别优选地,还具有一起形成空腔的底部,塑料预成型件在所述空腔内膨胀以成型为塑料容器,特别是塑料瓶。因此可能的是,使所述侧部中的一个相对于另一个侧部枢转,以打开或关闭所述吹塑模具。
[0020]
在另一优选的方法中,所述底部也至少有时被控温。优选地,所述吹塑模具的底部也在所述载体静止时被预控温。
[0021]
在另一优选的方法中,在工作运行中,所述塑料预成型件还通过插入到其中的杆状体膨胀。
[0022]
特别优选地,通过使至少一吹塑模具部件相对于一第二吹塑模具部件相对于竖直轴线和/或相对于平行于待膨胀的塑料预成型件的轴线枢转,来打开或关闭所述吹塑模具。
[0023]
在另一优选的方法中,所述塑料预成型件在其移动期间膨胀。
[0024]
特别优选地,通过提供能量,例如通过提供控温介质和/或通过提供电能来进行控温。
[0025]
特别优选地,所述预控温为加热,特别是将吹塑模具加热到或几乎加热到工作温度。考虑到在预控温之前断开能量供应的时间内,所述吹塑模具再次发生一定的冷却这一事实,所述吹塑模具也可能被(略)加热到工作温度以上。
[0026]
在另一优选的方法中,在工作运行中至少有时对所述吹塑模具进行进一步控温。特别有可能的是,在通过预控温达到工作温度之后,通过再加热来保持温度。
[0027]
优选地,还至少有时测量所述吹塑模具的温度。在这种情况下,可以设置控制电路,所述控制电路还根据各个吹塑模具的一个确定温度对所述吹塑模具进行控温。
[0028]
在另一优选的方法中,预控温至少有时以比后续控温更高的功率进行。这意味着以较高的输出功率进行预热,直到所述吹塑模具达到一定的工作温度为止。随后,仅尝试在运行期间保持该温度。
[0029]
在控温并且特别是用电能加热的情况下,优选地,在预控温期间可比在工作运行中提供更高的电能。在使用流体控温介质进行控温的情况下,可在预控温阶段向控温介质提供更高的温度,更高的流量,更大的流动横截面和/或更高的压力。
[0030]
在另一优选的方法中,至少有时在静止状态下连接至少一个用于供应预控温能量的供应管线。如上所述,其可为电力管线,也可为液体管线。电力管线和液体管线均可连接。在所述预控温之后,如下面更详细地说明的那样,断开所述管线,并且可启动机器,并且特别地,可移动且优选可旋转的载体可开始其旋转。从该时间点开始,对于各个成型站或其吹塑模具,仅需保持工作温度。
[0031]
也有可能的是,所述供应管线自动或手动耦合。在此也可使用机器人进行这种耦合。
[0032]
为此,优选地使用自动耦合器。在某些技术领域,例如在铁路运输中,已知这种自动耦合器。优选地,耦合器可自动建立或解开。这既可以是用于电流管线的耦合器,也可以是用于液体管线的耦合器。
[0033]
在优选的方法中,通过电加热元件进行预控温和/或进一步控温。为此,特别优选地使用和/或供应电阻元件,以使所述吹塑模具更快地达到工作温度。因此可能的是,专门供应用于预控温过程的上述加热元件。然而,也可能的是,所述加热元件永久存在并且仅被通电来预控温所述吹塑模具。在另一实施例中,所述控温介质在所述设备的一个或多个流体管线中被引导。优选地,在这些流体管线中设有温度受控的流体,特别是加热了的液体。
[0034]
在另一实施例中,仅连接一条或多条供应管线,特别是一条或多条电流管线,以使已经存在的加热元件具有必要的可用能量,从而可更快地达到工作温度。然后优选地,再次断开管线,并且所述加热元件仅需保持温度。
[0035]
如上所述,特别是供应管线,特别优选地是电流供应管线的耦合可经由某些装置自动地进行,诸如气压或液压缸或弹簧元件等,或者由操作员手动进行。
[0036]
在所述吹塑模具达到工作温度范围内的温度后,附加元件将自动或手动再次断开耦合。其余的加热元件则仅需保持温度。
[0037]
更快达到工作温度的另一种可能性是使用颈部(脖)冷却作为附加的控温装置。可以想到的是,在加热过程中提高冷却介质的温度,从而使其起到附加加热装置的作用。为了
启动生产,将冷却介质的温度恢复到其实际使用的工作温度。
[0038]
如上所述,这种预控温或加热过程特别可在静止的机器中或相对慢的旋转中进行。例如,从申请人的内部现有技术中知道,容器的颈部冷却是通过回转接头来供应的。因此模具可在圆盘传送带固定或旋转时实现控温。
[0039]
因此,可以想到是,将回转接头连接到集成温度控制单元(itg)。在这种情况下,可能的是,将始流温度设定为可变的,例如在10℃(通过运行冷却)和95℃(尤其是预热期间加热)之间。
[0040]
还可能的是,通过具有电加热元件的这种设置可减少旋转的圆盘传送带中所需的连接线。在工作状态下,所述加热元件(加热棒等)的温度可通过交替打开和关闭一定时间来调节。
[0041]
因此,在一优选的方法中,在一个工作运行中不同成型站的吹塑模具至少部分地在时间上相互错开地控温。例如可能的是,一半所述吹塑模具在某些时间段控温,而另一半所述吹塑模具在其他时间点或时间段控温。还可能的是,所述吹塑模具例如轮流控温或根据另一原理交替控温。还可能的是,第一组成型站的吹塑模具组件在第一时间段内被控温,第二组成型站的吹塑模具组件在第二时间段内被控温。
[0042]
所述控温以及预控温可通过控制单元来控制。其中,一次仅几个加热元件发热,所需的功率较低,并且温度可保持在一定值。
[0043]
进一步可能的是,使用机器人,特别是具有抓握臂的机器人,以耦合和解耦元件或供应管线。例如,这可以借助于更换机器人来完成,所述机器人除了进行耦合和解耦的任务外,还执行更换吹塑模具的任务或其他任务,例如更换拉伸杆等。
[0044]
特别优选地,测量与加热过程相关的至少一个参数。特别地,但非排他地,测量所述吹塑模具的实际温度。此外,还可测量加热功率的表征值,例如流动电流和/或施加的电压。
[0045]
此外,还可测量其他物理参数,例如环境温度或控温介质的压力等。
[0046]
优选地,所述设备能够借助于某些传感器或测量部件来识别机器的状态,并且能够基于某些信号做出反应,例如温度的测量或运行状态等,并且还优选地执行相应的适配,例如特别地,但非排他地执行电流供应的耦合或附加加热元件的耦合。如果给出了相应的信号或检测到一定的值或状态,则耦合的供应管线或加热元件再次优选地自动解耦。
[0047]
特别优选地,至少在工作运行中,将一定的实际值,例如实际温度与额定温度进行比较,并且特别是借助于控制电路来重新调节至少一个成型站的温度。特别优选地,单独地和/或彼此独立地加热各个成型站。
[0048]
在另一优选的方法中,特别是在设备,特别是载体停止时首先供应附加的供应管线,。这可以是分配给机器上各个成型站的中央供应管线。还可能的是,为各个成型站供应单独的供给管线。
[0049]
在另一方法步骤中,所述吹塑模具在预定的时间段内被预控温或预热。在另一方法步骤中,将所述供应管线解耦。另一方法步骤中将所述机器启动。特别地,开始载体的移动,特别是开始旋转移动。
[0050]
本发明还涉及一种将塑料预成型件成型为塑料容器,特别为塑料瓶的设备。所述设备具有可移动的并且特别是可旋转的载体,所述载体上设有多个成型站,每一所述成型
站均具有吹塑模具组件,所述吹塑模具组件适合并且旨在将塑料预成型件成型为塑料容器,并且其中所述吹塑模具组件可在打开和闭合状态下被设置或移动,并且在所述闭合状态下形成空腔,在所述空腔中所述塑料预成型件通过供给可流动的介质而膨胀为塑料容器,并且其中每个成型站都具有控温装置,以便至少有时对所述吹塑模具组件的至少一部分控温。
[0051]
根据本发明,所述设备具有连接部件,用于在所述载体的静止或缓慢旋转或移动状态附接供给管线,以便向控温装置供应能量,特别是由此进行所述吹塑模具组件的预控温。
[0052]
特别地,用于所述吹塑模具组件的预控温的控温装置被供应电能或直接供应热能,例如来自液体的热能。
[0053]
在此描述的设备特别优选地适合并且旨在执行上述方法。要指出的是,在本说明书的上下文中在相关设备处提及的所有特征也相应地在所描述的方法中使用。反之,以特定的装置进行的所有处理步骤均以相应的设备具有相应的装置的方式设计。
[0054]
优选地,连接部件为电连接部件或流体连接部件。这意味着所述连接部件能够向所述吹塑模具组件供应电流或供应可流动的控温介质,例如热油或热水。
[0055]
特别优选地,所述设备具有多个这样的连接部件。因此可能的是,将相应的连接部件分配给每个单独的成型站。然而还可能的是,所述设备具有分配装置,所述分配装置例如将电能或流体分配给多个成型站。所述分配装置可特别在所述载体静止时集中地供应。
[0056]
在另一个优选的实施例中,所述设备具有更换装置,所述更换装置适合并且旨在半自动地或自动地解除或附接相应的连接部件。为此,可以特别设置更换机器人。
[0057]
在另一优选的实施例中,所述设备具有一供应装置,以便即使在工作运行中也对所述吹塑模具组件的至少一部分控温。因此,例如附加地,可以将分配器提供给在固定或慢速运行方式可安装的所述连接部件,所述分配器还可使所述吹塑模具组件的温度在运行期间得以控制。
[0058]
因此,可能的是,所述设备具有滑环组件,所述滑环组件使得各个成型站或其吹塑模具组件能够在运行期间实现电流供应。此外,还可存在液体分配器,所述液体分配器在运行期间向各个成型站或特别是其吹塑模具组件供应可流动的控温介质,特别是液体控温介质。
[0059]
在另一优选的实施例中,所述供应装置具有控制装置,以便向各个成型站或其吹塑模具组件供应至少部分时间错开的能源,特别是电能。例如,到各个成型站的供给可由时间控制,并且特别地,应注意确保各个成型站在不同的时间被控温。特别地,所述供应装置用于将各个成型站或其吹塑装置保持在预控温过程所达到的工作温度下。
[0060]
在另一优选的实施例中,每一所述成型装置均具有用于加热吹塑模具组件的电驱动的加热元件,并且特别优选地具有用于控制所述加热元件的开关装置。这些控制装置优选地可为继电器,特别为半导体继电器。所述加热元件优选地为电热器。这些可以永久地设在吹塑模具组件或成型站中,但也可能的是,为预控温过程专门提供单独的加热元件。
[0061]
在一个优选的实施例中,所述设备具有旋转分配器,特别具有为各个所述半导体继电器供电的电力旋转分配器。
[0062]
在另一优选的实施例中,所述设备具有温度测量部件,所述温度测量部件检测各
个成型站特别是其吹塑模具组件的至少一个温度。特别地,所述温度测量部件可为以非接触方式检测温度的温度测量部件,例如但不限于高温计。在另一优选的实施例中,所述设备具有控制回路,所述控制回路适合并且旨在控制各个成型站和/或向所述成型站供应电能。
[0063]
使用半导体继电器的优点在于,与现有技术中提供的其他加热控制器相比,半导体继电器需要的空间更小。
[0064]
通过所述半导体继电器可很好地控制电加热元件。由于不需要所有加热元件的全部功率来保持温度,因此可在一定时间内交替打开和关闭所述加热元件。即不是所有的加热元件都同时消耗电力,并且所需的总连接功率相应地较低。
[0065]
通过增加附加的供应管线,特别是电流管线或其他加热元件,所述吹塑模具组件可更快地达到所需的工作温度,因此所述设备可更快地开始生产。
[0066]
这增加了的生产率,并因此实现了更高的经济利润。耦合时间还可以通过所述自动耦合例如通过气压缸或液压缸来减少,因为它不需要手动步骤。
[0067]
同样地,自动耦合还可实现更好的控制,并减少误操作的风险,进而减少由此造成的损坏。所述设备的另一个优点是机器内部需要较小的组件。如果使用电加热元件来维持所述吹塑模具组件的温度,由于所述供应管线可以更小,因此滑环也可以被制造得更小,并且因此可以节省空间和成本。
[0068]
如果要用可流动的介质保持温度,则由于供应管线可以更小,因此还可以使所需的旋转分配器更小。这同样将节省空间和成本。
[0069]
通过对各个加热元件的特殊控制,可配置更小的滑环(和控温介质的旋转分配器)。为了保持温度,所述加热元件可以在一定时间内开启和再关闭。这意味着并非所有加热元件都将处于运行状态,并且所需的连接功率会更低。
[0070]
此外,还可能的是,所述吹塑模具通过电连接部件预控温,并且在工作运行中例如使用流体供应来控温。相反,还可能的是,所述吹塑模具的预控温通过使用流体供应实现,并在运行期间使用电加热部件保持工作温度。此外,两种控温过程也均可通过电能或通过控温介质进行。
附图说明
[0071]
附图说明了其他的优点和实施例。
[0072]
其中示出了:
[0073]
图1一第一实施例中的根据本发明的设备;
[0074]
图2一第二实施例中的根据本发明的设备;
[0075]
图3一第三实施例中的根据本发明的设备。
具体实施方式
[0076]
图1示出了将塑料预成型件10成型为塑料容器,特别为塑料瓶20的根据本发明的设备1。将塑料预成型件10如按右箭头所示输送至该设备,并通过供给可流动的介质将其成型为塑料容器20,然后将其从机器中运出。
[0077]
为此,该设备具有可旋转载体2,在其上设有多个沿箭头p的圆形输送路径移动的成型站4。各个成型装置或成型站4分别具有(仅示出一个)吹塑模具组件6以及控温装置12。
[0078]
附图标记16表示用于驱动载体2的驱动轴。附图标记5表示旋转分配器,借助该旋转分配器可以将电能或控温介质分配给各个成型站。该旋转分配器可以例如将控温介质或电能全部分配给站(在这种情况下,旋转分配器可以特别地为滑环)。
[0079]
附图标记14表示加热机组,该加热机组在载体的特别是静止的状态下连接至设备。如图所示,其可为通过连接管线18连接到各个成型站的电气机组。为此,吹塑轮或载体2可具有中央电源,该中央电源又将用于预控温或预热吹塑模具组件6的电流分配给各个成型站。
[0080]
图2示出了本发明的另一实施例。此处的主要区别在于,不仅设置了一条供应管线18,而且还设置了多个将能量供应装置连接到各个成型站的供应管线。通过这种方式使得此处的各个成型站或吹塑模具组件分别被加热。
[0081]
图3示出了本发明的另一实施例。此处也同样设置有供应管线18,其可在运行期间向成型站提供电能。附加地或替代地,也可以设置中央供应管线28,该中央供应管线也集中地例如通过可流动的介质或电能向成型装置供应。另外,该设备在此具有一能量供应管线24,该能量供应管线即使在运行期间也保持各个吹塑模具组件6的温度。为此,设置了在这里仅示意性示出的半导体继电器22,其可选择性地触发各成型站或成型站的加热元件(在这种情况下为一成型站)。通过如上所述的这种方式,可减少用于加热各个吹塑模具组件的能量需求。
[0082]
该加热元件34可永久地设在成型站4上,但也可考虑将加热元件特别为了成型站的控温过程而设。控温装置12也可以被提供用于预控温过程,或者也可永久地设在成型站和/或吹塑模具组件和/或载体壳上。
[0083]
申请人有权要求申请文件中披露的对本实用新型至关重要的所有特征,只要它们单独或组合起来对于现有技术来说是新颖的。此外,需要指出的是,在此描述了其自身可能是优选的单个附图特征。本领域技术人员立刻可以认识到,在附图中描述的单个特征在没有结合该图中其余的特征的情况下,也是有利的。此外,本领域技术人员可以认识到,本实用新型的优点也可能源自在单个或不同附图中示出的数个特征的组合。
[0084]
附图标记列表
[0085]1ꢀꢀꢀꢀ
设备
[0086]2ꢀꢀꢀꢀ
可旋转载体
[0087]4ꢀꢀꢀꢀ
成型站
[0088]5ꢀꢀꢀꢀ
旋转分配器
[0089]6ꢀꢀꢀꢀ
吹塑模具组件
[0090]
10
ꢀꢀꢀ
塑料预成型件
[0091]
12
ꢀꢀꢀ
控温装置
[0092]
14
ꢀꢀꢀ
加热机组
[0093]
16
ꢀꢀꢀ
驱动轴
[0094]
18
ꢀꢀꢀ
连接管线
[0095]
20
ꢀꢀꢀ
塑料瓶
[0096]
22
ꢀꢀꢀ
半导体继电器
[0097]
24
ꢀꢀꢀ
能量供应管线
[0098]
28
ꢀꢀꢀ
中央供应管线
[0099]
34
ꢀꢀꢀ
加热元件
[0100]
p
ꢀꢀꢀꢀ
箭头
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips