
 商标分类
商标分类  商标转让
商标转让 
V型过滤射嘴的制作方法
 2021-02-22 05:02:22|
2021-02-22 05:02:22| 301|
301| 起点商标网
起点商标网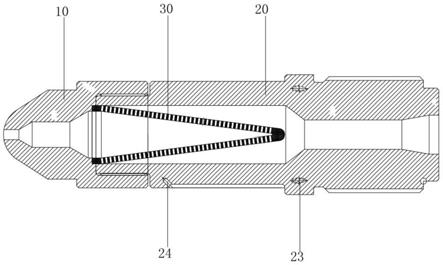
v型过滤射嘴
技术领域
[0001]
本发明涉及注塑机技术领域,尤其涉及一种v型过滤射嘴。
背景技术:
[0002]
现如今注塑行业塑料种类不断更新,性能不断提升,市场竞争非常激烈,加工企业的利润越来越低,而注塑行业更是激烈。众所周知,注塑行业里最为关键的三个因素是原料、机器和模具,其中原料成本占的成本往往是很高的,为了降低成本,注塑行业内有普遍使用回料的现象二次或多次粉碎与新料拌在一起,而不良品和水口(回收粉碎过的二次利用的塑料)在进行粉碎时往往容易有金属类的异物进入到螺杆料管内。
[0003]
目前一般通过在料斗处增设磁铁装置的方式,对金属类异物进行吸附过滤,但该磁铁装置依然存在如下缺陷:一方面,即使在料斗处增加了磁铁装置也吸附不了细小的如铜、不锈钢、铝以及其他合金刀片类的金属异物,这些细小的异物经注塑机的喷嘴与模具的流道注入模具内,致使这些金属异物直接会包裹在产品内,严重影响了注塑产品的质量;另一方面,直径比射嘴孔和模具进胶口大的金属类异物会被堵在通道内,只要有一颗堵在通道内就会影响生产,必须拆射嘴或拆模具维修处理,给生产造成了严重的困扰,同时也会造成不必要的经济损失。
[0004]
此外,已公开专利cn110091469a披露了一种过滤混炼射咀,其装设流变阀芯头和棱形流变阀芯,用于过滤大铁屑和提高塑料流动时的交叉能力,受其功能限制,v型变流部上的小孔不能设计的太小,一旦小孔偏小时,塑料的流动阻力将会非常大,导致及其在注射时需要更大的注射压力和更快的注射速度,也会增加及其的能耗,且过大的注射压力与过快的注射速度也会导致机器其他部件加速损坏。因此,该专利披露的过滤混炼射咀受其注射阻力的限制,并不能单独适用于过滤较小的铁屑,故如何提供一种既能减小注射阻力保证注射的正常进行,又能过滤细小铁屑的射咀,已成为本领域技术人员亟待解决的技术难题。
技术实现要素:
[0005]
本发明所要解决的技术问题是:针对现有射咀受其注射阻力的限制不能过滤较小的铁屑技术的缺陷,提出一种防堵塞的v型过滤射嘴。
[0006]
本发明提供的防堵塞的v型过滤射嘴,主要用于过滤不同大小的铁屑,取消塑料的混料功能,采用具有不同倾角、不同面积的斜面的v型过滤芯,并在斜面上开设大量过滤孔,当用于过滤非常小的铁屑时,v型斜面上大量的过滤孔降低了注塑的阻力,从而达到降低注射压力和能耗损失的目的。
[0007]
为实现上述目的,本发明采用以下技术方案:
[0008]
本发明提供一种v型过滤射嘴,包括子射咀和装配与所述子射咀远端的法兰连接体,所述子射咀与所述法兰连接体之间的腔体内装设有至少一个v型过滤芯,其中:
[0009]
所述v型过滤芯为中空的三角圆柱体结构,其近端出料口处的端面与所述子射咀
远端的端面相贴合,其侧壁由近端向远端设有至少一个倾斜的过滤斜面,所述过滤斜面上均布有若干过滤孔,且所述过滤孔的直径小于所述子射咀近端射咀口的直径。
[0010]
进一步地,在所述的v型过滤射嘴上,所述过滤斜面为一个,于所述v型过滤芯近端的一侧壁向内侧倾斜延伸至远端另一侧壁位置,其纵向截面整体呈直角三角形。
[0011]
进一步地,在所述的v型过滤射嘴上,述过滤斜面至少为两个,于所述v型过滤芯近端的两侧壁向内侧倾斜延伸至远端中部,并于远端处呈相交布置。
[0012]
进一步优选地,在所述的v型过滤射嘴上,所述过滤斜面至少为两个,沿所述v型过滤芯的中轴线呈中心对称布置。
[0013]
进一步优选地,在所述的v型过滤射嘴上,所述v型过滤芯至少为两个,由近端至远端依次嵌套布置。
[0014]
进一步较为优选地,在所述的v型过滤射嘴上,所述v型过滤芯为具有两个面或多个面的菱锥体结构。
[0015]
进一步地,在所述的v型过滤射嘴上,所述子射咀包括由近端至远端依次布置且直径逐渐增大的射咀口、阶梯型过渡通道和装配孔,所述阶梯型过渡通道的远端设置有至少一个与所述出料口处端面相配合的装配面。
[0016]
进一步地,在所述的v型过滤射嘴上,所述法兰连接体内自近端至远端开设有装配腔道和挤出腔道,所述挤出腔道的直径小于所述装配腔道的直径,且所述挤出腔道近端与所述装配腔道远端之间平滑过渡。
[0017]
进一步地,在所述的v型过滤射嘴上,所述法兰连接体的周体上设置有若干螺纹式感温线和若干探针式感温线。
[0018]
进一步地,在所述的v型过滤射嘴上,所述v型过滤芯表面设置有防护层。
[0019]
进一步地,在所述的v型过滤射嘴上,所述v型过滤芯的外径为10-100mm,长度为10-500mm。
[0020]
进一步地,在所述的v型过滤射嘴上,所述过滤斜面相对所述v型过滤芯中轴线的倾斜度α为2.5-67.5
°
。
[0021]
进一步地,在所述的v型过滤射嘴上,所述过滤孔的直径为0.5-10mm。
[0022]
进一步地,在所述的v型过滤射嘴上,所述过滤孔相对所述过滤斜面的倾斜度β为5-135
°
。
[0023]
进一步地,在所述的v型过滤射嘴上,所述过滤孔的数量为10-1000个。
[0024]
本发明采用上述技术方案,与现有技术相比,具有如下技术效果:
[0025]
(1)注塑及过滤效果好:v型过滤芯采用具有斜面的中空三角圆柱体结构,增加过滤孔数量,加大过滤面积,有效降低了注射时塑胶射出阻力,既不影响注射效率又能有效过滤金属类异物,且流道顺畅,无死角,易清洁清洗即易换色;
[0026]
(2)使用范围广:射嘴内装有1个或多个v型过滤芯,v型过滤芯的斜面上均布有若干过滤孔,过滤孔的直径小于子射咀的射咀口的直径,以及小于模具流道的出料孔的直径,从而实现阻止异物进入到射咀口与模具流道的目的,保证了生产的稳定性;
[0027]
(3)维修更换方便:由于使用了1个或多个v型过滤芯,每一个尺寸公差都一样,更换与互换都极为方便快捷,大大降低了设备投入成本,提高了生产效率,具有良好的推广应用价值。
附图说明
[0028]
图1为本发明一种具有两个过滤斜面的v型过滤射嘴的整体剖视结构示意图;
[0029]
图2为本发明一种具有两个过滤斜面的v型过滤射嘴的左视结构示意图;
[0030]
图3为本发明一种具有两个过滤斜面的v型过滤射嘴中子射咀的剖视结构示意图;
[0031]
图4为本发明一种具有两个过滤斜面的v型过滤射嘴中子射咀的左视结构示意图;
[0032]
图5为本发明一种具有两个过滤斜面的v型过滤射嘴中具有两个斜面的v型过滤芯的左视结构示意图;
[0033]
图6为本发明一种具有两个过滤斜面的v型过滤射嘴中具有两个斜面的v型过滤芯的右视结构示意图;
[0034]
图7为本发明一种具有两个过滤斜面的v型过滤射嘴中具有两个斜面的v型过滤芯的主视结构示意图;
[0035]
图8为本发明一种具有两个过滤斜面的v型过滤射嘴中具有两个斜面的v型过滤芯的俯视结构示意图;
[0036]
图9为本发明一种具有两个过滤斜面的v型过滤射嘴中法兰连接体的剖视结构示意图;
[0037]
图10为本发明一种具有两个过滤斜面的v型过滤射嘴中法兰连接体的左视结构示意图;
[0038]
图11为本发明一种具有一个过滤斜面的v型过滤射嘴的整体剖视结构示意图;
[0039]
图12为本发明一种具有一个过滤斜面的v型过滤射嘴中v型过滤芯的左视结构示意图;
[0040]
图13为本发明一种具有一个过滤斜面的v型过滤射嘴中v型过滤芯的右视结构示意图;
[0041]
图14为本发明一种具有一个过滤斜面的v型过滤射嘴中v型过滤芯的仰视结构示意图;
[0042]
图15为本发明一种具有一个过滤斜面的v型过滤射嘴中法兰连接体的主视结构示意图;
[0043]
图16为本发明一种具有一个过滤斜面的v型过滤射嘴中法兰连接体的俯结构示意图;
[0044]
其中,各附图标记为:
[0045]
10-子射咀,11-射咀口,12-阶梯型过渡通道,13-装配孔,14-装配面;20-法兰连接体,21-挤出腔道,22-装配腔道,23-螺纹式感温线,24-探针式感温线;30-v型过滤芯,31-出料口,32-过滤斜面,33-过滤孔。
具体实施方式
[0046]
下面通过具体实施例对本发明进行详细和具体的介绍,以使更好的理解本发明,但是下述实施例并不限制本发明范围。
[0047]
实施例1
[0048]
参阅图1和图2所示,提供一种具有两个过滤斜面的v型过滤射嘴,包括子射咀10和装配与子射咀10远端的法兰连接体20,法兰连接体20的近端与子射咀10的远端采用螺栓装
配可拆卸连接。在子射咀10与法兰连接体20之间形成的腔体内装设有一个具两个斜面的v型过滤芯30。该具有两个过滤斜面的v型过滤射嘴,更换与互换都极为方便快捷,大大降低了设备投入成本,提高了生产效率,具有良好的推广应用价值。
[0049]
参阅图5、图6、图7和图8所示,v型过滤芯30为中空的三角圆柱体结构,其近端出料口31处的端面与子射咀10远端的端面相贴合,其侧壁由近端向远端设有两个倾斜的过滤斜面32,其横截面整体呈三角形,且两个过滤斜面32相对v型过滤芯30的中轴线呈中心对称布置。两个过滤斜面32在v型过滤芯30近端的两侧壁向内侧倾斜延伸至远端中部,并于远端处呈相交布置,且相交处呈平滑过渡。
[0050]
参阅图5、图6、图7和图8所示,过滤斜面32上均布有若干过滤孔33,且过滤孔33的直径小于子射咀10近端射咀口11的直径,以及过滤孔33的直径还小于模具流道的出料孔的直径,从而实现阻止异物进入到射咀口与模具流道的目的,保证了生产的稳定性。该v型过滤芯30采用具有斜面的中空圆柱体结构,增加过滤孔33数量,加大过滤面积,有效降低了注射时塑胶射出阻力,且流道顺畅,无死角,清洁清洗容易,换色也很容易。
[0051]
参阅图3和图4所示,子射咀10包括由近端至远端依次布置且直径逐渐增大的射咀口11、阶梯型过渡通道12和装配孔13,阶梯型过渡通道12的远端设置有一个与出料口31处端面相配合的装配面14,装配面14与v型过滤芯30的近端端面贴合布置。
[0052]
参阅图9和图10所示,法兰连接体20内自近端至远端开设有装配腔道22和挤出腔道21,挤出腔道21的直径小于装配腔道22的直径,且挤出腔道21近端与装配腔道22远端之间平滑过渡。并在法兰连接体20的周体上设置有若干螺纹式感温线23和若干探针式感温线24,若干螺纹式感温线23沿法兰连接体20的周向间隔转配在装配腔道22远端的连接体上,而若干探针式感温线24沿法兰连接体20的周向间隔转配在装配腔道22近端的连接体上。
[0053]
此外,为提高了v型过滤芯的使用寿命,提高耐磨性能,在v型过滤芯30表面设置有防护层。且v型过滤芯表面可根据需要增加相应的防护涂层,可有效降低了维护更换成本。而且采用同一规格大小的v型过滤芯30,尺寸公差一致,待v型过滤芯30使用一段时间后收集过滤了足够的金属类异物时,可更换新的v型过滤芯30,操作极为方便快捷,大大降低了设备投入成本。
[0054]
请继续参阅图1所示,v型过滤芯30的外径为10-100mm,长度为10-500mm;优选地,v型过滤芯30的外径为20-90mm,长度为30-400mm;较为优选地,v型过滤芯30的外径为40-80mm,长度为50-350mm;更为优选地,v型过滤芯30的外径为50-70mm,长度为100-200mm。
[0055]
请继续参阅图5、图6和图7所示,该v型过滤芯30上下两侧的过滤斜面32呈中心对称,且其之间夹角也就是顶部两斜面的横截面夹角为5-135
°
,即每个过滤斜面32相对v型过滤芯30中轴线的倾斜度α为2.5-67.5
°
;优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为4-60
°
,即两过滤斜面32之间的夹角为8-120
°
;较为优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为7.2-56
°
,即两过滤斜面32之间的夹角为14.8-112
°
;更为优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为9.2-52
°
,即两过滤斜面32之间的夹角为18.4-104
°
;更进一步优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为15-25
°
,即两过滤斜面32之间的夹角为30-50
°
[0056]
且制得注意的是,过滤斜面32相对v型过滤芯30中轴线的倾斜度α越小,过滤斜面32的面积越大,过滤斜面32上的过滤孔33数量越多,能够更好降低降低注塑的阻力;对应
地,过滤孔33的直径也可以设计的更小,以过滤更细小的铁屑,提高铁屑过滤效果。
[0057]
请继续参阅图5、图6、图7和8所示,为实现即可以有效过滤塑胶中的金属类异物,又能保证该v型过滤射嘴的注射效率,通过增加过滤斜面32的过滤面积,过滤孔33的直径为0.5-10mm;优选地,过滤孔33的直径为0.8-9mm;较为优选地,过滤孔33的直径为1.0-8mm;更为优选地,过滤孔33的直径为1.2-5.5mm;更进一步优选地,过滤孔33的直径为2.5-3.5mm,以降低了注射时塑胶射出阻力,保证注塑量。
[0058]
请继续参阅图5、图6、图7和8所示,过滤孔33相对过滤斜面32的倾斜度β为5-135
°
;优选地,过滤孔33相对过滤斜面32的倾斜度β为15-120
°
;较为优选地,过滤孔33相对过滤斜面32的倾斜度β为55-110
°
;更为优选地,过滤孔33相对过滤斜面32的倾斜度β为60-100
°
;更进一步优选地,过滤孔33相对过滤斜面32的倾斜度β为85-90
°
。
[0059]
请继续参阅图5、图6、图7和8所示,还可以通过增加过滤孔33的数量,加大过滤面积,从而降低注射时塑胶射出阻力,每个过滤斜面32上的过滤孔33的数量为5-500个,两个过滤斜面32上的过滤孔33的总数量为10-1000个;优选地,每个过滤斜面32上的过滤孔33的数量为15-460个;进一步地优选地,每个过滤斜面32上的过滤孔33的数量为20-400个;更优选地,每个过滤斜面32上的过滤孔33的数量为50-300个;更进一步优选地,每个过滤斜面32上的过滤孔33的数量为80-260个。
[0060]
实施例2
[0061]
参阅图11和图12所示,与实施例1不同的是,提供一种具有一个过滤斜面的v型过滤射嘴,包括子射咀10和装配与子射咀10远端的法兰连接体20,法兰连接体20的近端与子射咀10的远端采用螺栓装配可拆卸连接。在子射咀10与法兰连接体20之间形成的腔体内装设有一个具一个斜面的v型过滤芯30。该具有一个过滤斜面的v型过滤射嘴,更换与互换都极为方便快捷,大大降低了设备投入成本,提高了生产效率,具有良好的推广应用价值。
[0062]
参阅图12、图13、图14、图15和图16所示,v型过滤芯30为中空的三角圆柱体结构,其近端出料口31处的端面与子射咀10远端的端面相贴合,其一侧壁由近端向远端设有一个倾斜的过滤斜面32,其横截面整体呈直三角形,该过滤斜面32在v型过滤芯30近端的一侧壁向内侧倾斜延伸至远端的另一侧壁,并于远端处与另一侧壁呈相交布置,且相交处呈平滑过渡。
[0063]
参阅图12、图13、图14、图15和图16所示,在该过滤斜面32上均布有若干过滤孔33,且过滤孔33的直径小于子射咀10近端射咀口11的直径。该v型过滤芯30采用具有一个过滤斜面的中空圆柱体结构,增加过滤孔33数量,加大过滤面积,有效降低了注射时塑胶射出阻力,且流道顺畅,无死角,清洁清洗容易,换色也很容易。
[0064]
参阅图12、图13、图14、图15和图16所示,该v型过滤芯30仅具有一个过滤斜面32,从形状上来看由圆柱形的滤芯沿对角线切割而成,该过滤斜面32相对v型过滤芯30中轴线的倾斜度α为5-85
°
;优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为10-75
°
;较为优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为16-68
°
;更为优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为25-60
°
;更进一步优选地,过滤斜面32相对v型过滤芯30中轴线的倾斜度α为35-45
°
。
[0065]
参阅图12、图13、图14、图15和图16所示,过滤孔33相对过滤斜面32的倾斜度β为5-135
°
;优选地,过滤孔33相对过滤斜面32的倾斜度β为8-120
°
;较为优选地,过滤孔33相对过
滤斜面32的倾斜度β为12-100
°
;更为优选地,过滤孔33相对过滤斜面32的倾斜度β为18-90
°
;更进一步优选地,过滤孔33相对过滤斜面32的倾斜度β为25-55
°
。相应地,过滤孔33的直径为0.5-10mm;优选地,过滤孔33的直径为0.8-9mm;较为优选地,过滤孔33的直径为1.0-8mm;更为优选地,过滤孔33的直径为1.2-5.5mm;更进一步优选地,过滤孔33的直径为2.5-3.5mm。
[0066]
请继续参阅图5、图6、图7和8所示,过滤斜面32上的过滤孔33的数量为5-500个;优选地,每个过滤斜面32上的过滤孔33的数量为60-420个;进一步地优选地,每个过滤斜面32上的过滤孔33的数量为100-350个;更优选地,每个过滤斜面32上的过滤孔33的数量为180-300个;更进一步优选地,每个过滤斜面32上的过滤孔33的数量为220-260个。
[0067]
实施例3
[0068]
参阅图11和图12所示,与实施例1或和实施例2不同的是,提供一种具有多个v型过滤芯30的v型过滤射嘴,包括子射咀10和装配与子射咀10远端的法兰连接体20,法兰连接体20的近端与子射咀10的远端采用螺栓装配可拆卸连接。在子射咀10与法兰连接体20之间形成的腔体内装设有至少两个v型过滤芯30,多个v型过滤芯30由近端至远端依次嵌套布置,且其尺寸大小逐渐增大,以形成嵌套装配结构,即近端的第一个较小尺寸的v型过滤芯30的远端嵌套在另一个尺寸较大的v型过滤芯30的内腔,且相邻的两v型过滤芯30之间具有一定的间隙。该具有多个v型过滤芯30的v型过滤射嘴,各阶段的v型过滤芯30可针对不同直径大小的金属异物进行过滤,且可针对性的对部分v型过滤芯30进行更换,操作简单、方便快捷,大大降低了设备投入成本,提高了生产效率,具有良好的推广应用价值。
[0069]
此外,多个v型过滤芯30同轴心布置,每个v型过滤芯30的近端出料口31处的端面与子射咀10远端的同一个装配面14相贴合,或与不同的装配面14相贴合。且近端的v型过滤芯30上过滤孔33的直径小于远端的v型过滤芯30上过滤孔33的直径,即若干v型过滤芯30上过滤孔33的直径,由近端至远端逐渐增大。
[0070]
该具有多个v型过滤芯30的v型过滤射嘴,多个v型过滤芯30均采用同一结构的三角圆柱体结构,如均采用规格大小不同但结果完全相同的具有两个过滤斜面的v型过滤芯30,或均采用规格大小不同但结果完全相同的仅仅具有一个过滤斜面的v型过滤芯30。采用相同结构形状的v型过滤芯30,保证多个v型过滤芯30在依次装配过程中能够相互嵌套,能够更好的提高过滤效果,防止堵塞。
[0071]
以上对本发明的具体实施例进行了详细描述,但其只是作为范例,本发明并不限制于以上描述的具体实施例。对于本领域技术人员而言,任何对本发明进行的等同修改和替代也都在本发明的范畴之中。因此,在不脱离本发明的精神和范围下所作的均等变换和修改,都应涵盖在本发明的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips