
 商标分类
商标分类  商标转让
商标转让 
一种表面磨砂效果的石英石洗涤池制作方法和生产线与流程
 2021-02-22 05:02:55|
2021-02-22 05:02:55| 749|
749| 起点商标网
起点商标网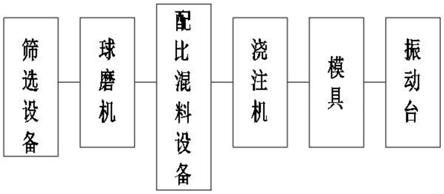
[0001]
本发明涉及洗涤池生产技术领域,具体是一种表面磨砂效果的石英石洗涤池制作方法和生产线。
背景技术:
[0002]
人造石洗涤池包括各种人造石水槽,是指用树脂作粘合剂,矿物质颗粒作填料,经模具浇注成型制作而成的各种异型的水槽。此水槽广泛地应用于厨房及卫生间,阳台等场合作为洗涤槽,如厨房水槽,卫生间洗手盆,浴盆,淋浴房底座,防护墙,阳台洗衣槽等。
[0003]
目前,这种水槽的生产工艺都在在模具表面喷上一层胶衣类的树脂,再往模具里浇注树脂混合物作为填料,凝固成型。这种工艺的产品具有以下几个特点:
[0004]
1、表面为一层树脂,硬度不够高,在使用过程中,表面非常容易刮花。一旦表面刮花,水池就很容易污纳垢,很不好清理。
[0005]
2、表面为一层胶衣树脂,无法避免地产生树脂黄变现象。即当使用半年或一年后,洗涤池表面颜色发生改变,特别是作为阳台用洗衣槽,长期受阳光紫外线照射,极易变色。
[0006]
3、强度不够,因为表面层树脂下面都是填料,填料的强度不够,在运输使用过程中很容易断裂。
[0007]
因此,特别需要一种质地坚硬,又抗变色,表面美观的洗涤池,以解决现有产品中存在的问题。
技术实现要素:
[0008]
本发明的目的在于提供一种表面磨砂效果的石英石洗涤池制作方法和生产线,以解决上述背景技术中提出的问题。
[0009]
为实现上述目的,本发明提供如下技术方案:
[0010]
一种表面磨砂效果的石英石洗涤池制作方法,包括如下制作方法步骤:
[0011]
选用粒径在30-80目的优质石英砂,经过球磨加工的石英石颗粒,颗粒要圆润,无菱角;
[0012]
选用的石英砂要加入一定的比例的石英粉,石英粉的目数主1000目,石英粉的重量占总量的30%左右;
[0013]
石英砂和石英粉先经过充分的混合,再加入相应比例的树脂,充分混合均匀,树脂占总重量的30%,树脂的添加温度控制在20-30度之间;
[0014]
加入树脂含量1%的色粉,以得到产品的不同颜色;
[0015]
以上混合料浇注入模具后,在振动台上振动5分钟。
[0016]
作为本发明进一步的方案:一种表面磨砂效果的石英石洗涤池制作方法的生产线,包括用于筛选所需粒径范围石英砂的筛选设备、用于将石英砂球磨加工成石英石颗粒的球磨机、用于筛选所需粒径范围的筛选设备、用于对各组分原料进行配比以及搅拌成混合料的配比混料设备、用于将混合料浇注的到指定水槽形状模具中的浇注机以及用于对装
料后模具进行振实的振动台,所述筛选设备包括一呈圆柱状结构的筒体,筒体内靠上部与靠下部固定安装有30目的第一筛板以及80目的第二筛板,且第一筛板与第二筛板的下表面中心处均固定安装有振动电机,所述筛选设备上还具有推料机构。
[0017]
作为本发明进一步的方案:所述第一筛板与第二筛板之间以及第二筛板下方均设置有接料件,接料件固定连接在筒体的对应内壁上,接料件一体成型为圆柱状且其内部开设有锥形槽,且锥形槽的顶部与底部成形为大口径端与小口径端,锥形槽形成供石英石滚落的斜锥坡面,同时在锥形槽的表面上复合连接有一层呈褶皱状铺设的泡棉垫。
[0018]
作为本发明进一步的方案:所述接料件上方设置有用于将石英砂向接料件周沿导入的导料罩,导料罩的顶部具有圆孔并固定安装在第一筛板或第二筛板的下表面,而导料罩的周沿延伸到接料件的周沿。
[0019]
作为本发明进一步的方案:两个所述推料机构分别设置在第一筛板与第二筛板对应筒体的外部,推料机构包括一输出端朝向筒体外周壁的气缸,且气缸通过气缸支撑座固定安装于筒体对应的外周壁位置处,气缸的输出端固定安装有推板,而推板在筒体对应周壁开设的开口中滑出或滑进,且推板底面与第一筛板的上表面处于同一高度上。
[0020]
作为本发明进一步的方案:所述筒体顶部具有用于向筒体内投料的进料口,且筒体的外周壁开设有供推料机构中推板将第一筛板或第二筛板上石英砂推到外部的开孔,且开孔上转动安装有排料门。
[0021]
作为本发明进一步的方案:所述筒体的内底面设置有集料仓。
[0022]
作为本发明进一步的方案:所述配比混料设备包括混料机,混料机的顶部具有投料口,且投料口的正上方对准物料输送机的下料管,而物料输送机的进料管处设置有称重上料机构,称重上料机构包括支撑台,支撑台的上表面靠近进料管的一侧通过支杆转动安装顶板的一端,而顶板的下表面另一侧转动安装电推杆的输出端,电推杆的另一端转动安装于支撑台上,且顶板的上表面固定安装有内置有重量传感器的称重托盘。
[0023]
作为本发明进一步的方案:所述支撑台上固定安装有控制面板,控制面板内置有plc控制机构,plc控制机构与重量传感器和电推杆均电性连接,重量传感器将信号输送的控制面板上,产生重量数据,达到所需的配比重量时,启动电推杆完成倒料步骤。
[0024]
与现有技术相比,本发明的有益效果是:
[0025]
1.本发明制成的洗涤池表面磨砂质感是自然形成的,而非通过再加工而成;且磨砂质感表面耐磨性极高,达到莫氏硬度6h以上;洗涤池表面层具有良好的自洁性,不粘污垢,易清洁打理;表面层具有良好冲击韧性,0.225公斤实心钢球厘米高度自由落下,表面不会有破损;表面层具有良好的抗变色性。
[0026]
2.本发明设置的接料件与泡棉垫能够对掉落的石英砂进行一定程度的保护,并能够减轻撞击的噪音,同时由于泡棉垫为褶皱状,使得颗粒较为圆润、无菱角且较为饱满的石英砂能够借助自身重力滚落,而颗粒无规则、有菱角的石英砂在褶皱状泡棉垫翻滚时容易受到阻碍,从而使得这些无规则的石英砂有一定概率被滞留在泡棉垫上,从而达到在球磨加工前对石英砂进行预选的效果,提高下一步球磨加工后得到颗粒圆润的石英砂的数量,提高原材料的品质。
附图说明
[0027]
图1为本发明的生产线示意图;
[0028]
图2为本发明生产线中的筛选设备的结构示意图;
[0029]
图3为本发明中导料罩的结构示意图;
[0030]
图4为本发明中接料件的结构示意图;
[0031]
图5为本发明生产线中的配比混料设备的结构示意图。
[0032]
图中:1、筒体;2、气缸;3、气缸支撑座;4、推板;5、开口;6、振动电机;7、进料口;8、第一筛板;9、排料门;10、导料罩;11、泡棉垫;12、接料件;13、第二筛板;14、集料仓;15、锥形槽;16、大口径端;17、小口径端;18、圆孔;19、混料机;20、物料输送机;21、投料口;22、下料管;23、进料管;24、支杆;25、顶板;26、称重托盘;27、控制面板;28、支撑台;29、电推杆。
具体实施方式
[0033]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0034]
请参阅图1~5,本发明实施例中,一种表面磨砂效果的石英石洗涤池制作方法,包括如下制作方法步骤:
[0035]
选用粒径在30-80目的优质石英砂,经过球磨加工的石英石颗粒,颗粒要圆润,无菱角;
[0036]
选用的石英砂要加入一定的比例的石英粉,石英粉的目数主1000目,石英粉的重量占总量的30%左右;
[0037]
石英砂和石英粉先经过充分的混合,再加入相应比例的树脂,充分混合均匀,树脂占总重量的30%,树脂的添加温度控制在20-30度之间;
[0038]
加入树脂含量1%的色粉,以得到产品的不同颜色;
[0039]
以上混合料浇注入模具后,在振动台上振动5分钟。
[0040]
进一步,所述制作方法用于制作人造石水槽、石英石水槽、花岗岩水槽。
[0041]
通过上述制作方法制成的洗涤池,具有多个特点,表面磨砂质感是自然形成的,而非通过再加工而成;且磨砂质感表面耐磨性极高,达到莫氏硬度6h以上;洗涤池表面层具有良好的自洁性,不粘污垢,易清洁打理;表面层具有良好冲击韧性,0.225公斤实心钢球62厘米高度自由落下,表面不会有破损;表面层具有良好的抗变色性。
[0042]
一种实现表面磨砂效果的石英石洗涤池制作方法的生产线,包括用于筛选所需粒径范围石英砂的筛选设备、用于将石英砂球磨加工成石英石颗粒的球磨机、用于筛选所需粒径范围的筛选设备、用于对各组分原料进行配比以及搅拌成混合料的配比混料设备、用于将混合料浇注的到指定水槽形状模具中的浇注机以及用于对装料后模具进行振实的振动台,需要说明的是,其中球磨机、浇注机、模具与振动台采用现有技术,本发明针对生产线中的筛选设备与配比混料设备加以改进,所述筛选设备包括一呈圆柱状结构的筒体1,筒体1内靠上部与靠下部固定安装有30目的第一筛板8以及80目的第二筛板13,且第一筛板8与第二筛板13的下表面中心处均固定安装有振动电机6,由于第一筛板8为30目对应的筛孔尺
寸为0.600
㎜
,从而当石英砂原料在第一筛板8上不断振筛下,使得粒径小于0.600
㎜
的石英砂落下,而粒径大于0.600
㎜
的石英砂被留在了第一筛板8上,此时可以启动处于上方的推料机构,利用推板4将留存在第一筛板8上的大于0.600
㎜
的石英砂推出;由于第二筛板13为80目对应的筛孔尺寸为0.180
㎜
,粒径小于0.600
㎜
的石英砂在落至到第二筛板13上后,在第二筛板13的不断振筛作用下,使得粒径小于0.180
㎜
的石英砂落到下方的集料仓14中,最终选得粒径在0.180
㎜
到0.600
㎜
之间的石英砂并留存在第二筛板13上,而后再由下方的推料机构推出备用,以配合制作方法中需求,使得最终制成的洗涤池具有上述的多个特点,所述筛选设备上还具有推料机构。
[0043]
进一步,所述第一筛板8与第二筛板13之间以及第二筛板13下方均设置有接料件12,接料件12固定连接在筒体1的对应内壁上,接料件12一体成型为圆柱状且其内部开设有锥形槽15,且锥形槽15的顶部与底部成形为大口径端16与小口径端17,锥形槽15形成供石英石滚落的斜锥坡面,同时在锥形槽15的表面上复合连接有一层呈褶皱状铺设的泡棉垫11,其目的在于,泡棉垫11能够对掉落的石英砂进行一定程度的保护,并能够减轻撞击的噪音,同时由于泡棉垫11为褶皱状,使得颗粒较为圆润、无菱角且较为饱满的石英砂能够借助自身重力滚落,而颗粒无规则、有菱角的石英砂在褶皱状泡棉垫11翻滚时容易受到阻碍,从而使得这些无规则的石英砂有一定概率被滞留在泡棉垫11上,从而达到在球磨加工前对石英砂进行预选的效果,提高下一步球磨加工后得到颗粒圆润的石英砂的数量,提高原材料的品质。
[0044]
再进一步,所述接料件12上方设置有用于将石英砂向接料件12周沿导入的导料罩10,导料罩10的顶部具有圆孔18并固定安装在第一筛板8或第二筛板13的下表面,而导料罩10的周沿延伸到接料件12的周沿,导料罩10能够接住掉落的石英砂并将其导向接料件12的周沿,使得石英砂充分在泡棉垫11的滞留作用下达到预选效果。
[0045]
再进一步,两个所述推料机构分别设置在第一筛板8与第二筛板13对应筒体1的外部,推料机构包括一输出端朝向筒体1外周壁的气缸2,且气缸2通过气缸支撑座3固定安装于筒体1对应的外周壁位置处,气缸2的输出端固定安装有推板4,而推板4在筒体1对应周壁开设的开口5中滑出或滑进,且推板4底面与第一筛板8的上表面处于同一高度上,其目的在于,当需要对第一筛板8与第二筛板13上堆积的石英砂推出时,关闭振动电机6,将对应的排料门9开启,启动气缸2,推板4被推入到筒体1中并处于第一筛板8或第二筛板13上,达到自动排料目的,提高了生产效率。
[0046]
再进一步,所述筒体1顶部具有用于向筒体1内投料的进料口7,且筒体1的外周壁开设有供推料机构中推板4将第一筛板8或第二筛板13上石英砂推到外部的开孔,且开孔上转动安装有排料门9,这样能够分别将第一筛板8或第二筛板13上的石英砂推出收集。
[0047]
再进一步,所述筒体1的内底面设置有集料仓14,集料仓14用于收集小于80目的筛孔尺寸的掉落的石英砂。
[0048]
所述配比混料设备包括混料机19,混料机19的顶部具有投料口21,且投料口21的正上方对准物料输送机20的下料管22,而物料输送机20的进料管23处设置有称重上料机构,称重上料机构包括支撑台28,支撑台28的上表面靠近进料管23的一侧通过支杆24转动安装顶板25的一端,而顶板25的下表面另一侧转动安装电推杆29的输出端,电推杆29的另一端转动安装于支撑台28上,且顶板25的上表面固定安装有内置有重量传感器的称重托盘
26,称重托盘26能够得出所需原料的重量,而后启动电推杆29,将称重托盘26上的原料倒入进料管23,节省了人力,加快生产过程。
[0049]
再进一步,所述支撑台28上固定安装有控制面板27,控制面板27内置有plc控制机构,plc控制机构与重量传感器和电推杆29均电性连接,重量传感器将信号输送的控制面板27上,产生重量数据,达到所需的配比重量时,启动电推杆29完成倒料步骤。
[0050]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0051]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips