
 商标分类
商标分类  商标转让
商标转让 
一种舰船外壳弯角焊缝钝化加工模具用组合模芯的制作方法
 2021-02-22 05:02:59|
2021-02-22 05:02:59| 385|
385| 起点商标网
起点商标网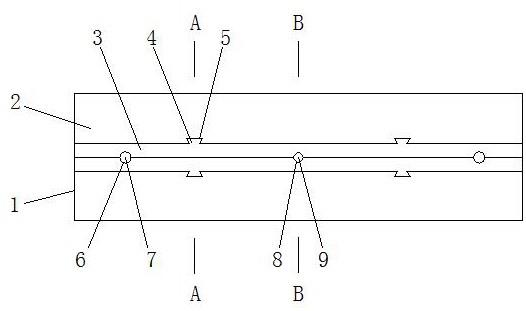
[0001]
本实用新型属于机加工技术领域,涉及模具用组合模芯,具体的说是涉及一种舰船外壳弯角焊缝钝化加工模具用组合模芯。
背景技术:
[0002]
随着现代社会建设进程的加速,舰船的使用日益增多、相伴而产生的舰船建造也同时快速发展,延缓舰船钢板的腐蚀速度要求也越来越高、而传统物理的方法如防锈油防锈,主要是利用油膜封闭金属表面的气孔达到隔离与氧气接触有效防止生锈的方法,油膜比较容易随着与各种产生物体接触而被清除、油膜被破坏、防锈失效,而钝化是利用钝化液中的氧化性物质与金属产生氧化还原反应,促使在金属表面生成一层金属的氧化物、使金属表面转化为不易被氧化的状态,从而延缓金属的腐蚀速度、另外,还可以使活性金属或合金,其中化学活性大大降低,成为贵金属状态,达到有效保护金属的目的,这一过程属于化学反应,产生的钝化膜致密、完整不易被破坏。目前,在机械加工中是用钝化剂对金属进行钝化处理,形成一层保护膜,常用冷浓硫酸、冷浓硝酸与铁、铝均发生反应产生钝化,与传统的物理封闭法相比,钝化处理后具有不增加工件厚度和改变颜色的特点、提高精度和附加值,操作方便,钝化的过程属于无反应状态进行,钝化剂可反复添加使用,因此寿命更长、成本低、钝化促使金属表面形成的氧分子结构钝化膜、膜层致密、性能稳定,并且在空气中同时具有自行修复作用,因此与传统的涂防锈油的方法相比,钝化形成的钝化膜更稳定、更具耐蚀性。由于舰船个体较大,如果进行整体大面积钝化处理,会加大处理难度和增加建造成本,只有将舰船用的钢板拆分钝化后焊接、而舰船上的钢板在焊接时,焊缝处原钢板表面的钝化膜会被焊接时产生的高温破坏,就要针对焊缝处重新进行钝化处理,由于舰船外部弯角焊缝处无法用现有的钝化装置进行钝化处理,因此需要一种舰船外部弯角焊缝处钝化专用密封装置,由于该密封装置结构复杂,传统的切削加工难以满足加工要求,因此也需要一种能够快速加工出该密封装置的加工模具,而加工模具中模芯结构复杂,为了方便使用和加工,有必要设计出组合模芯。
技术实现要素:
[0003]
本实用新型的目的是针对舰船外部弯角焊缝处无法用现有的钝化装置进行钝化处理,需要一种舰船外部弯角焊缝处钝化专用密封装置,由于该密封装置结构复杂,传统的切削加工难以满足加工要求,因此也需要一种能够快速加工出该密封装置的加工模具,而加工模具中模芯结构复杂,整体式模芯则不能有效脱模等不足,提出一种舰船外壳弯角焊缝钝化加工模具用组合模芯,可与加工模具实现有效配合,加工方便,可以实现钝化装置的快速加工。
[0004]
本实用新型的技术方案:一种舰船外壳弯角焊缝钝化加工模具用组合模芯,其特征在于:所述组合模芯由外模芯、内模芯、台阶齿轮轴、螺塞、齿轮、齿条组成;所述外模芯呈三棱柱结构,所述外模芯的中部设有矩形通槽,所述矩形通槽的两内侧壁上设有燕尾凹槽,
所述内模芯置于所述矩形通槽内,所述内模芯的顶面设有缺口,所述内模芯的两外侧壁上设有燕尾凸台,所述内模芯通过燕尾凸台和燕尾凹槽与所述外模芯插接配合,所述内模芯的两端面上设有六边形沉孔,所述内模芯的中部设有圆通孔,所述圆通孔中设有台阶齿轮轴,所述圆通孔底部设有矩形通孔,所述矩形通孔内设有两根齿条,两根所述齿条之间设有齿轮,所述台阶齿轮轴的底部与齿轮固定连接,所述矩形通孔的底部设有螺纹沉孔,所述螺塞旋紧连接在所述螺纹沉孔中,所述矩形通孔两侧的外模芯内壁上设有矩形沉孔,通过转动台阶齿轮轴,带动齿条移动卡接至矩形沉孔内,从而实现外模芯与内模芯之间的上下定位。
[0005]
所述外模芯每侧内壁上燕尾凹槽的数量不少于2个。
[0006]
所述内模芯的两头设有螺纹通孔,螺纹通孔中连接设有便于内模芯脱模的螺杆。
[0007]
所述台阶齿轮轴的顶端设有便于转动的六边形台阶。
[0008]
所述齿轮两侧的齿条长度相等,每个齿条的长度不大于内模芯的宽度。
[0009]
本实用新型的有益效果为:本实用新型提出的一种舰船外壳弯角焊缝钝化加工模具用组合模芯,组合模芯由外模芯、内模芯、台阶齿轮轴、螺塞、齿轮、齿条组成;通过内模芯两端面上的六边形沉孔对内模芯进行轴向和轴向的定位,通过内模芯中的齿轮齿条运动,使内模芯中的齿条卡接至外模芯中的矩形沉孔中,从而确定了内模芯与外模芯的上下位置关系,通过本实用新型组合模芯可实现内外模芯的快速组合,有利于与加工模具形成配合,加工方便,可以实现钝化装置的快速加工。
附图说明
[0010]
图1 为本实用新型整体结构俯视示意图。
[0011]
图2 为图1中a-a处剖视结构示意图。
[0012]
图3 为图1中b-b处剖视结构示意图。
[0013]
图4 为图3中c-c处剖视结构示意图。
[0014]
图中:组合模芯1、外模芯2、内模芯3、燕尾凸台4、燕尾凹槽5、螺纹通孔6、螺杆7、圆通孔8、台阶齿轮轴9、缺口10、六边形台阶11、矩形沉孔12、螺纹沉孔13、螺塞14、齿轮15、齿条16、六边形沉孔17。
具体实施方式
[0015]
下面结合附图对本实用新型作进一步说明:
[0016]
如图1-4所示,一种舰船外壳弯角焊缝钝化加工模具用组合模芯,组合模芯1由外模芯2、内模芯3、台阶齿轮轴9、螺塞14、齿轮15、齿条16组成;外模芯2呈三棱柱结构,外模芯2的中部设有矩形通槽,矩形通槽的两内侧壁上设有燕尾凹槽5,内模芯3置于矩形通槽内,内模芯3的顶面设有缺口10,内模芯3的两外侧壁上设有燕尾凸台4,内模芯3通过燕尾凸台4和燕尾凹槽5与外模芯2插接配合,内模芯3的两端面上设有六边形沉孔17,内模芯3的中部设有圆通孔8,圆通孔8中设有台阶齿轮轴9,圆通孔8底部设有矩形通孔,矩形通孔内设有两根齿条16,两根齿条16之间设有齿轮15,台阶齿轮轴9的底部与齿轮15固定连接,矩形通孔的底部设有螺纹沉孔13,螺塞14旋紧连接在螺纹沉孔13中,矩形通孔两侧的外模芯2内壁上设有矩形沉孔12,通过转动台阶齿轮轴9,带动齿条16移动卡接至矩形沉孔12内,从而实现
外模芯2)与内模芯3之间的上下定位。
[0017]
如图1-4所示,一种舰船外壳弯角焊缝钝化加工模具用组合模芯,外模芯2每侧内壁上燕尾凹槽5的数量不少于2个;内模芯3的两头设有螺纹通孔6,螺纹通孔6中连接设有便于内模芯3脱模的螺杆7;台阶齿轮轴9的顶端设有便于转动的六边形台阶11;齿轮15两侧的齿条16长度相等,每个齿条16的长度不大于内模芯3的宽度。
[0018]
如图1-4所示,一种舰船外壳弯角焊缝钝化加工模具用组合模芯的使用原理如下:利用燕尾凸台4、燕尾凹槽5使内模芯3与外模芯2形成配合,在内模芯3两边设有螺纹通孔6,在螺纹通孔6内设有螺杆7,内模芯3的中间垂直方向设有圆通孔8,圆通孔8内设有台阶齿轮轴9,圆通孔8底部设有矩形通孔,在矩形通孔内设有相互啮合的齿轮15和两根齿条16,矩形沉孔底部设有螺纹沉孔13,螺塞14旋入螺纹沉孔13中,在齿轮15带动下,两根齿条16可分别插入矩形沉孔12中,使用完毕后,旋转齿轮轴9,使矩形通孔内的齿条16随之移动,分别从矩形沉孔12中退出,抓住螺杆7取出内模芯3即可,可实现快速组合和拆分的目的。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips