
 商标分类
商标分类  商标转让
商标转让 
即热式加热装置、活塞式送料机构及3D打印机的制作方法
 2021-02-22 04:02:31|
2021-02-22 04:02:31| 274|
274| 起点商标网
起点商标网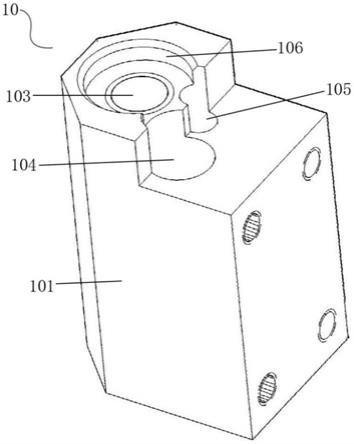
即热式加热装置、活塞式送料机构及3d打印机
技术领域
[0001]
本实用新型涉及3d打印技术领域,尤其涉及一种即热式加热装置、活塞式送料机构及3d打印机。
背景技术:
[0002]
外敷膜是现代生活中人们常用的对皮肤进行美容、护理的护肤产品。常见的外敷膜包括用于面部护理的面膜,用于改善消除妊娠纹、颈部皱纹的皱纹膜,用于身体其他部位皮肤的护理膜等。其中,面膜是美容护肤品中的一个重要类别,用于弥补卸妆与洁面后仍然不足的面部清洁工作,以此为基础配合其它功能成分实现其它的护理功能,例如补水、美白、祛痘、祛斑、抗皱、祛黑眼圈等等。面膜的形态大多是根据人们的面部特征的一般性规律进行设计,但是每个用户的面部特征均不相同,面部主要器官的大小、形态、相对位置均因人而异,导致用户使用面膜时,存在面膜尺寸不相符、与面部皮肤无法紧密贴合、预留孔洞位置与器官不对应等问题,导致使用体验及效果大打折扣。市场上缺乏能够满足个性化需求的面膜等外敷膜,也缺乏制造能够满足个性化需求的外敷膜的方法。
[0003]
3d打印技术因其具有个性化和精准化等优点,特别适合外敷膜,能够针对消费者的不同区域皮肤的轮廓特征、肤质情况和特定需求实现外敷膜量肤定制,从而提高外敷膜的护理效果。但是外敷膜3d打印具有与其他3d打印不同的特点,一般3d打印多是采用熔融沉积、激光烧结、光固化等技术中的一种作为成型基础,打印过程需要的打印材料较为单一,多为热塑性高分子材料、金属粉末、陶瓷粉末、光硬化树脂等,打印材料供给简单。外敷膜3d打印为多步骤、多材料复合式打印,使用的材料包括制备高分子材料以及不同的护理成分,这些材料性质截然不同,材料供给较为复杂,现有技术中还较为缺乏专门针对外敷膜3d打印设计的外敷膜3d打印装置。
[0004]
另外,当前的3d打印装置普遍为工业化生产所设置,大多体积较大,不适合美容院或家庭使用,且很多都需要对原料进行加热至融化。传统的对于流体材料作为原料的3d打印机,其加热装置都需要对加热装置提前进行预热至一定温度,然后将流体原料输送至加热装置进行加热,然后再经由喷头挤出。3d打印的过程本就比较耗费时间,如果对加热装置再进行预热,就会浪大量时间。并且现有的3d打印机送料机构和喷头都是固定在打印机上,不可拆卸,在使用打印机过程中,每次打印后,送料机构和喷头势必会有物料的残留,长此以往,容易造成送料机构和喷头堵塞的情况,不利于打印机的长久使用。
技术实现要素:
[0005]
在下文中给出了关于本实用新型的简要概述,以便理解本实用新型的意图。应当理解的是,本概述并不是关于本实用新型的穷举性概述,并不意图限定本实用新型的使用范围,其目的仅仅是以简化的形式对本实用新型做简要概述。
[0006]
本实施方式的一个方面提供了一种即热式的加热装置,包括液化器、温度控制器,所述液化器内部设置有加热囊;所述温度控制器包括温度传感器和控制开关;所述温度传
感器安装在所述液化器上,所述控制开关分别与所述液化器和温度传感器电连接。在对流体材料进行打印时不需要对加热装置进行预热,进行打印作业时,可以直接将流体原料输送至加热装置进行加热,大大节约了打印所需的时间。
[0007]
本实施方式的另一个方面提供了一种活塞式送料机构,其包括上述即热式的加热装置和向加热装输送物料的活塞式送料机构,所述活塞式送料机构还包括料筒座、料筒、驱动机构、活塞和喷头;所述料筒可拆卸地固定在所述料筒座上,所述活塞置于所述料筒内,所述驱动机构与所述活塞连接;所述驱动机构驱动活塞在所述料筒内运动,以将所述料筒内的物料挤出。其结构简单,输送物料可靠,并且料筒可以便捷的拆卸更换和清洗。
[0008]
本实施方式的又一个方面提供了一种3d打印机,其包括了上述即热式加热装置和活塞式送料机构,还包括机架,x轴的驱动机构、 y轴的驱动机构、打印平台和z轴上的驱动机构;所述活塞式送料机构与所述z轴驱动机构连接,所述打印平台与所述y轴驱动机构连接,所述z轴驱动机构与所述x轴驱动机构连接。所述3d打印机,结构简单,人员易操作。
[0009]
本实用新型的优点在于:1)不需要对加热装置进行预热即可进行打印作业;2)打印喷头、加热装置、活塞式料筒都可以便捷的拆卸,进行清洗。
附图说明
[0010]
图1为本实用新型一种实施方式提供的即热式加热装置的剖面图;
[0011]
图2为本实用新型一种实施方式提供的即热式加热装置的结构示意图;
[0012]
图3为本实用新型另一种实施方式提供的活塞式送料机构的结构示意图;
[0013]
图4位本实用新型又一种实施方式提供的3d打印机的结构示意图。
[0014]
图中:10-液化器、101-加热囊、102-导热体、103-第一通孔、 104-第二通孔、105-第三通孔、20-活塞式送料机构、201-料筒座、 202-料筒、2021-出料口、203-驱动机构、2031-贯通丝杆步进电机、 204-活塞、205-喷头、206-第一沉孔、30-3d打印机、301-机架、302-x 轴驱动机构、303-y轴驱动机构、304-打印平台、305-z轴驱动机构。
具体实施方式
[0015]
下面将结合附图对本实用新型做详细描述,在更加详细地讨论示例性实施例之前,应当明确的是,下文所述的具体结构和功能细节仅仅是代表性的,仅仅是为了便于本领域技术人员对本实用新型某些方面的理解,并不是本实用新型示例性实施例的穷举。下述实施方式是在本实用新型技术方案的前提下实施的,包括进一步的实施例和操作流程,但本实用新型的保护范围并不限于此,应当理解的是,所有与本实用新型实施例对等的实施方式都应该被认为是属于本实用新型的保护范围之内。
[0016]
根据本实用新型的一个方面提供的一种即热式加热装置,参照图 1,包括液化器10和温度控制器(图中未示出),所述液化器10用于将经过所述液化器10的物料迅速加热至融化,所述液化器10内部设置有加热囊101;所述温度控制器包括温度传感器(图中未示出)和控制开关(图中未示出);所述温度传感器安装在所述液化器10上,所述控制开关分别与所述液化器10和温度传感器电连接。
[0017]
在本实施方式中,如图1所示,液化器10将输送至液化器10的物料加热融化,液化器10内部设置有加热囊101,当需要进行打印作业时,送料机构将打印所需的物料输送至液
化器10,液化器10内部加热囊101将会暂存少量的物料,并将加热囊101内存储的少量物料迅速加热至融化;应当理解的是,由于加热囊101的容量小,因此在对液化器10进行加热时才能够快速地将加热囊101内的物料加热至融化,所述向液化器10内部加热囊101输送物料和对液化器10加热可以同时进行,从而可以实现即开即打的效果,在用户感知层面,不存在加热等待的过程。
[0018]
在本实施方式中,温度控制器包括温度传感器(图中未示出)和控制开关(图中未示出),温度传感器安装在液化器10上,在进行打印作业时,液化器10对容置于内部的物料进行加热时,所述控制开关分别与液化器10和温度传感器电连接,以保证将物料加热至融化状态时,在本实施方式中,温度控制器采用的是swe-tb02b系列的温控器,具体地,本实施方式采用了swe-tb02b-b8d-155温控器;在本实施方式中,所述温度传感器采用的是pt100型温度传感器,但温度控制器和温度传感器并不限于此,其他能够适于本实施方式物料的加热融化的温度控制器和能够监测温度的温度传感器均可作为本申请实施方式的温控器和温度传感器。
[0019]
在本实施方式的一个实施例中,参照图1,所述加热囊101的容量可以设置为1-2ml;另外,所述加热囊101设置在液化器10内部,且加热囊101可以与液化器10一体铸造成型,当物料输送至加热囊 101时,液化器10会迅速升温至加热所需温度,将所述加热囊101 内的物料迅速加热至融化并经由打印喷头输出,由于加热囊101容量较小,当温度升温至能够使使加热囊101内的物料处于融化状态所需的时间非常短,可以忽略不计,设置在液化器10内部的加热囊101 加热物料和传输物料相当于是同时进行的,因此,节约了大量的预热的时间,减少打印的工作时长,可以在用户的感知层面营造一种即开即打的技术效果
[0020]
在本实施方式的一个实施例中,参照图2,所述液化器10包括:加热体(图中未示出)和导热体102,加热体向液化器提供热源,导热体102传输加热体的热量至整个液化器。
[0021]
在本实施例中,在给加热体通电的情况下,加热体能够快速升温至打印所需温度,并通过导热体102将热量传输至加热囊101,对加热囊101内的物料进行加热,可以理解的是,加热体和导热体102都是具有较高的导热性能,能够良好的传输热量,以使热量能够快速的传输至加热囊101,进行打印作业。
[0022]
在本实施方式的一个实施例中,参照图1,所述导热体102上开设有第一通孔103,所述加热囊101设置于第一通孔103内部。在本实施例中,导热体102上开设有贯通导热体102的第一通孔103,加热囊101设置在导热体102第一通孔103的中间部分,加热囊101内径略大于第一通孔103的内径,以使物料进入加热囊时有些微时间的缓冲,其刚好能够对应使加热囊升高至打印所需温度的时间,物料经第一通孔103上部传输至加热囊101进行加热后,由下部输出;在本实施方式的一个实施例中,所述第一通孔103的上下孔径大小相同。
[0023]
在本实施方式的一个实施例中,参照图2,所述温度传感器安装在所述导热体102上,所述控制开关与所述加热体电连接。
[0024]
在本实施例中,温度传感器以内置的方式安装在导热体102上,温度传感器处于靠近加热囊101的位置,通过导热体102进行热量传递以此方式加热物料以使物料恰好处于融化的状态,保证打印过程流畅的进行。
[0025]
在本实施方式的一个实施例中,所述加热体包括加热棒(图中未示出)或加热丝(图中未示出),例如,所述加热棒可以是高温发热体制成的电热元件,具体的,可以是硅钼
棒、硅碳棒或铬酸镧电热元件。
[0026]
在本实施例中,当所述加热体为加热棒时,加热棒以内置于导热体102内部或者可插入的方式置于导热体102内部,在工作时,加热棒将自身热量传递至导热体102,通过导热体102再传输给加热囊101 对物料进行加热,应当理解的是,加热棒插入导热体102的部位应当靠近加热囊101,便于热量迅速传递至加热囊101进行对物料的加热;当所述加热体为加热丝时,加热丝内置于导热体102内部靠近加热囊 101的位置,在对物料进行加热时,温度上升更迅速,更有利于进行打印工作。
[0027]
在本实施例中,加热丝环绕在加热囊101周围,在工作时,对物料的加热更充分,物料融化的速度和状态相对更完全,更有利于打印工作。更具体地,所述加热丝可以以一体加工的方式环绕在加热囊 101外围。
[0028]
在本实施方式的一个实施例中,参照图2,所述导热体102上还开设有用于安装所述加热棒的第二通孔104,所述第二通孔104靠近加热囊101,用于将加热棒插入第二通孔104,在进行打印工作时,可以更加方便地对物料进行加热,当打印工作完成后,给加热棒断电,取下加热棒,可以使加热棒和导热体102更快速冷却。
[0029]
在本实施方式的一个实施例中,参照图2,所述导热体102上还开设有用于安装所述温度传感器的第三通孔105,所述第三通孔105 设置于导热体102上靠近加热囊101且远离第二通孔104的位置,安装时,将温度传感器插入第三通孔105,当打印工作完成后,可将温度传感器从导热体102上取下,可以理解的是,由于加热囊101是设置在导热体102内部的,在每次工作完成后,需要对加热囊101内部进行清洗时,可以将温度传感器拆除,便于清洗加热囊101内部。
[0030]
在本实施方式的一个实施例中,所述导热体102可以是具有高导热性能的铜或铝或其合金。在本实施例中,铜或者铝在120℃-150℃温度下,都能够达到很好的热量传导的性能,并且热传递的速度相对较快,作为导热体102具有优异的效果,并且铜或者铝都比较容易加工成型,非常适合作为导热体102进行打印作业。
[0031]
在本实施方式的一个实施例中,所述导热体102为碳化硅陶瓷或氧化铝陶瓷。在本实施例中,碳化硅陶瓷或氧化铝陶瓷也是具有优异的导热性能的材料,非常适合作为导热体进行加热,其热传递过程所耗费的时间也较短,作为导热体使用能够很好的提高加热物料的速度。
[0032]
在本实施方式的一个实施例中,所述导热体102上还设置有隔热垫(图中未示出)。在本实施例中,隔热垫包裹在导热体102外围,当需对加热囊101内部进行清洁时,而导热体102的温度短时间不能冷却的情况下,可以便于本领域技术人员对导热体102进行拆卸,应当理解的是,在本实施例中,隔热垫也可固定设置在导热体102的至少一个侧面,便于本领域技术人员在加热时对导热体102进行操作。在本实施例中,隔热垫为四氟乙烯隔热垫,应当理解的是,本实施例中所述隔热垫也可以是其他耐热材料制成的隔热垫。
[0033]
根据本实用新型的另一个方面提供的一种活塞式送料机构20,参照图3,包括上述实施方式中所述的即热式加热装置10,对应技术特征不再一一赘述;所述活塞式送料机构还包括料筒座201、料筒202、驱动机构203、活塞204和喷头205,所述料筒202可拆卸地固定在所述料筒座201上,所述活塞204置于所述料筒202内,所述驱动机构203的下端与所述活塞204连接;所述驱动机构203驱动活塞204 在所述料筒202内运动,以将所述料筒202内的
物料挤出。
[0034]
在本实施例中,驱动机构203驱动活塞204运动,活塞204紧贴料筒202内壁且沿料筒202轴线方向运动,以推挤料筒202内的物料并将物料输送至喷头205。
[0035]
在本实施方式的一个实施例中,所述喷头205与所述导热体102 第一通孔103的下部连接。在本实施例中,喷头205设置有外螺纹,导热体102第一通孔下部设置有内螺纹,喷头205与第一通孔103螺纹连接,以使喷头205能够有效的固定在导热体102上,在进行打印工作时,以保证物料不会渗漏且能够稳定地从喷头205输出。应当理解的是,喷头205与第一通孔103下部的连接方式包括但不限于螺纹连接,其也可以是嵌入式或者旋转扣接的连接方式进行连接。
[0036]
在本实施方式的一个实施例中,如图3所示,所述导热体102上部与所述料筒202连接。在本实施例中,导热体102上部与料筒202 出料口2021连接,在工作时,通过驱动机构203驱动的活塞204将料筒202内的物料输送至导热体102内部的加热囊101进行加热并从喷头205输出。
[0037]
在本实施方式的一个实施例中,如图3所示,所述导热体102上还包括第一沉孔206,所述第一沉孔206与所述第一通孔103同心设置。在本实施例中,第一沉孔206设置在导热体102上部,与第一通孔103同心,在工作时,料筒202出料口2021外沿与第一沉孔206 密封接触,第一通孔103上部与料筒202内沿接触,以保证在输送物料过程中物料不会从出料口2021边缘渗漏。
[0038]
在本实施方式的一个实施例中,所述料筒202出料口2021插入所述第一沉孔206。在本实施例中,当进行打印工作时,出料口2021 稳定的固定在第一沉孔206内部,增加了料筒202的稳定性。
[0039]
在本实施方式的一个实施例中,如图3所示,所述料筒202出料口2021的内径与所述第一通孔103的内径相同,所述出料口2021的外径与所述第一沉孔206的内径相同。在工作时,当出料口2021插入第一沉孔206时,出料口2021外缘与第一沉孔206内缘密封接触,出料口2021内缘与第一通孔103密封接触,既可以有效固定料筒202,也可以保证物料输送的稳定持续。
[0040]
在本实施方式的一个实施例中,如图3所示,所述驱动机构203 包括贯通丝杆步进电机2031。具体地,贯通丝杆步进电机2031包括 28mm直线步进电机和由步进电机驱动做往复运动的丝杆,活塞204 经由胶塞固定头(图中未示出)与丝杆的一端连接,以使丝杆驱动活塞204运动;但驱动机构203的具体实施方式并不限于此,其他能够作为达到本活塞式送料机构目的的驱动机构均可以作为本实施方式的驱动机构,例如由伺服电机驱动的滚珠丝杆副组成的驱动机构。
[0041]
根据本实用新型的有一个方面提供的一种3d打印机,参照图4,包括上述活塞式送料机构20,对应技术特征不再赘述。所述3d打印机还包括机架301、x轴的驱动机构302、y轴的驱动机构303、打印平台304、z轴的驱动机构305;所述活塞式送料机构20与所述z 轴驱动机构305连接,所述打印平台304与所述y轴驱动机构303连接,所述z轴驱动机构305与所述x轴驱动机构302连接。z轴驱动机构305与所述活塞式送料机构20连接,保证活塞式送料机构20在 z轴上的往复运动,z轴驱动机构305还与x轴驱动机构302连接,保证活塞式送料机构20在x轴上的往复运动,打印平台固定在y轴驱动机构303上,并沿y轴作往复运动,各机构和
部件之间协同工作,进行打印工作。
[0042]
本实用新型所提供的即热式加热装置、活塞式送料机构及3d打印机,其结构简单,安装便捷,可以便捷地取下零部件进行清洗或更换,且在工作中能够有优异的打印效果。
[0043]
上述实施例为本实用新型较优的实施例,但本实用新型的实施方式并不限于上述实施例所包含的内容,在不背离本实用新型的精神和原理之下所做的改变、修饰、简化,都应该为等效的置换,都应包含在本实用新型的保护范围内。
[0044]
根据以上说明,可以看出本申请公开了以下技术方案:
[0045]
1.一种用于3d打印机的即热式加热装置,包括液化器10、温度控制器,所述液化器用于将经过所述液化器10的物料迅速加热至融化,所述液化器10内部设置有加热囊101;
[0046]
所述温度控制器包括外置的温度传感器和控制开关;
[0047]
所述温度传感器安装在所述液化器10上,所述控制开关分别与所述液化器10和温度传感器电连接。
[0048]
2.如技术方案1所述的加热装置,其中,所述加热囊101容量为 1-2ml。
[0049]
3.如技术方案1或2所述的加热装置,其中所述液化器10包括:加热体,用于向所述加热装置提供热源;导热体102,用于传导所述加热体提供的热量;
[0050]
4.如技术方案1-3中任一项所述的加热装置,其中,所述导热体 102上开设有第一通孔103,所述加热囊101设置于第一通孔103内部。
[0051]
5.如技术方案1-4中任一项所述的加热装置,其中,所述温度传感器安装在所述导热体102上,所述控制开关与所述加热体电连接。
[0052]
6.如技术方案1-5中任一项所述的加热装置,其中,所述加热体包括加热棒或加热丝。
[0053]
7.如技术方案1-6中任一项所述的加热装置,其中,所述加热丝以一体加工的方式环绕在加热囊101外围。
[0054]
8.如技术方案1-7中任一项所述的加热装置,其中,所述导热体 102上还开设有用于安装所述加热棒的第二通孔104。
[0055]
9.如技术方案1-8中任一项所述的加热装置,其中,所述导热体 102上还开设有用于安装所述温度传感器的第三通孔105。
[0056]
10.如技术方案1-9中任一项所述的加热装置,其中,所述导热体102为具有高导热性能的铜或铝。
[0057]
11.如技术方案1-10中任一项所述的加热装置,其中,所述导热体102为碳化硅陶瓷或氧化铝陶瓷。
[0058]
12.如技术方案1-11中任一项所述的加热装置,其中,所述导热体102上还设置有隔热垫。
[0059]
13.一种活塞式送料机构,包括如技术方案1-12任一项所述的加热装置,其特征在于,所述活塞式送料机构20还包括料筒座201、料筒202、驱动机构203、活塞204和喷头205;所述料筒202可拆卸地固定在所述料筒座201上,所述活塞204置于所述料筒202内,所述驱动机构203下端与所述活塞204连接;所述驱动机构203驱动活塞在所述料筒202内运动,以将所述料筒202内的物料挤出。
[0060]
14.如技术方案13所述的活塞式送料机构,其中,所述喷头205 与所述导热体102
第一通孔103下部连接。
[0061]
15.如技术方案13或14所述的活塞式送料机构,其中,所述导热体102上部与所述料筒202连接。
[0062]
16.如技术方案13-15中任一项所述的活塞式送料机构,其特征在于,所述导热体102还包括第一沉孔206,所述第一沉孔206与所述第一通孔103同心设置。
[0063]
17.如技术方案13-16中任一项所述的活塞式送料机构,其中,所述料筒202的出料口2021插入所述第一沉孔206。
[0064]
18.如技术方案13-17中任一项所述的活塞式送料机构,其中,所述料筒202出料口2021内径与所述第一通孔103内径相同,所述出料口2021外径与所述第一沉孔206内径相同。
[0065]
19.如技术方案13-18中任一项所述的活塞式送料机构,其中,所述驱动机构203包括贯通丝杆步进电机2031。
[0066]
20.一种3d打印机,包括如技术方案13-19任一项所述的活塞式送料机构20,其特征在于,还包括机架301,x轴的驱动机构302、y 轴的驱动机构303、打印平台304和z轴上的驱动机构305;所述活塞式送料机构20与所述z轴驱动机构305连接,所述打印平台304 与所述y轴驱动机构303连接,所述z轴驱动机构305与所述x轴驱动机构302连。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 加热棒

 热门咨询
热门咨询




tips