
 商标分类
商标分类  商标转让
商标转让 
一种脱水型塑料挤出装置的制作方法
 2021-02-22 04:02:57|
2021-02-22 04:02:57| 253|
253| 起点商标网
起点商标网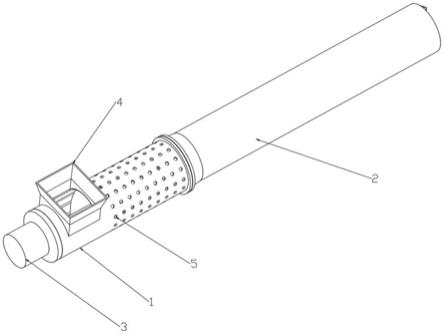
[0001]
本发明涉及挤出装置,具体是指一种脱水型塑料挤出装置。
背景技术:
[0002]
挤出机是属于塑料机械的种类之一,起源于18世纪,螺杆挤出机是依靠螺杆旋转产生的压力及剪切力,能使得物料可以充分进行塑化以及均匀混合,通过口模成型,目前市面上螺杆挤出机挤压段普遍挤压效果不好,物料得不到有效挤压,造成输出端加热装置耗能大幅度提高,造成不必要的浪费。
技术实现要素:
[0003]
本发明要解决的技术问题是克服上述技术的缺陷,提供一种脱水型塑料挤出装置。
[0004]
为解决上述技术问题,本发明提供的技术方案为一种脱水型塑料挤出装置,包括挤压段、输出段、电机、螺杆、叶片,所述挤压段两端分别设置电机与输出端,所述挤压段外壁在靠近电机处设置进料口,所述挤压段内壁沿轴线周向设置横条,所述挤压段远离电机一侧外壁沿周向设置贯穿挤压段管体的出液孔,所述螺杆位于挤压段与输出段内部,所述螺杆沿轴线周向设置螺旋状的叶片,所述输出段远离挤压段一端设置出料口。
[0005]
作为改进,所述挤压段与输出段法兰连接。
[0006]
作为改进,所述螺杆的轴心线与挤压段本体轴心线重合,所述螺杆的轴心线与输出段本体轴心线重合。
[0007]
作为改进,所述挤压段管体直径大于输出段管体直径,所述挤压段内壁与叶片最近距离为15mm,所述输出段内壁与叶片最近距离为0.25mm。
[0008]
作为改进,所述横条材质为硬质合金。
[0009]
作为改进,所述输出端外壁设置加热装置。
[0010]
本发明与现有技术相比的优点在于:挤压段管径和内壁横条的改造,使得物料得到充分挤压,从而降低输出端加热装置的能耗。
附图说明
[0011]
图1是本发明一种脱水型塑料挤出装置的结构示意图;
[0012]
图2是本发明一种脱水型塑料挤出装置的剖面示意图。
[0013]
如图所示:1、挤压段,2、输出段,3、电机,4、进料口,5、出液孔,6、螺杆,7、叶片,8、横条,9、出料口。
具体实施方式
[0014]
下面结合附图对本发明一种脱水型塑料挤出装置做进一步的详细说明。
[0015]
结合附图1-附图2,一种脱水型塑料挤出装置,包括挤压段1、输出段2、电机3、螺杆
6、叶片7,所述挤压段1两端分别设置电机3与输出端2,所述挤压段1外壁在靠近电机3处设置进料口4,所述挤压段1内壁沿轴线周向设置横条8,所述挤压段1远离电机3一侧外壁沿周向设置贯穿挤压段1管体的出液孔5,所述螺杆6位于挤压段1与输出段2内部,所述螺杆6沿轴线周向设置螺旋状的叶片7,所述输出段2远离挤压段1一端设置出料口9。
[0016]
作为本实施例较佳实施方案的是,所述挤压段1与输出段2法兰连接。
[0017]
作为本实施例较佳实施方案的是,所述螺杆6的轴心线与挤压段1本体轴心线重合,所述螺杆6的轴心线与输出段2本体轴心线重合。
[0018]
作为本实施例较佳实施方案的是,所述挤压段1管体直径大于输出段2管体直径,所述挤压段1内壁与叶片7最近距离为15mm,所述输出段2内壁与叶片7最近距离为0.25mm。
[0019]
作为本实施例较佳实施方案的是,所述横条8材质为硬质合金。
[0020]
作为本实施例较佳实施方案的是,所述输出端2外壁设置加热装置。
[0021]
本发明在具体实施时,所述挤压段1两端分别设置电机3与输出端2,所述挤压段1外壁在靠近电机3处设置进料口4,所述挤压段1内壁沿轴线周向设置横条8,所述横条8材质为硬质合金,所述挤压段1远离电机3一侧外壁沿周向设置贯穿挤压段1管体的出液孔5,所述螺杆6位于挤压段1与输出段2内部,所述螺杆6沿轴线周向设置螺旋状的叶片7,所述输出段2远离挤压段1一端设置出料口9,所述挤压段1管体直径大于输出段2管体直径,所述挤压段1内壁与叶片7最近距离为15mm,所述输出段2内壁与叶片7最近距离为0.25mm,所述输出端2外壁设置加热装置,物料从挤压段1运动到输出端2时,将得到充分挤压。
[0022]
以上对本发明及其实施方式进行了描述,这种描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。总而言之如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips