
 商标分类
商标分类  商标转让
商标转让 
产品表面热压修饰装置的制作方法
 2021-02-22 02:02:59|
2021-02-22 02:02:59| 255|
255| 起点商标网
起点商标网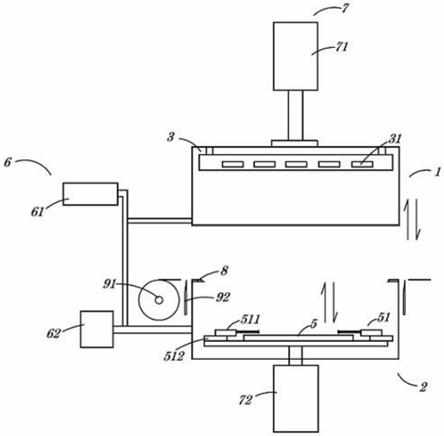
[0001]
本发明涉及工件表面修饰技术领域,尤其涉及一种产品表面热压修饰装置。
背景技术:
[0002]
目前,目前对于一些工件而言,其在加工完成之后,需要进行表面修饰处理,以使得该工件的表面具有需求的性能,或者起到表面装饰的作用。为了满足工件表面修饰的目的,现有技术中主要通过表面喷涂、干燥或者烘干的方式实现。然而,上述工艺存在一定的污染,且工件表面存在喷涂不均匀的问题。因此,针对上述问题,有必要提出进一步地解决方案。
技术实现要素:
[0003]
本发明的目的在于提供一种产品表面热压修饰装置,以克服现有技术中存在的不足。
[0004]
为实现上述发明目的,本发明提供一种产品表面热压修饰装置,其包括:第一腔体、第二腔体、加热系统、工作台、压力系统以及动力系统;
[0005]
所述第一腔体定义第一型腔,所述第二腔体定义第二型腔,所述第一腔体由所述动力系统驱动与所述第二腔体闭合,所述第一腔体与第二腔体之间设置有密封结构;
[0006]
所述加热系统设置于所述第一型腔中,所述工作台初始地位于所述第二型腔中,并由所述动力系统驱动自所述第二型腔运动至第一型腔中,所述工作台的周侧还设置有多个夹持机构,各夹持机构之间形成工件的夹持固定空间;
[0007]
所述压力系统设置于所述第一腔体和第二腔体的外部,其包括:正压单元和负压单元,所述正压单元与所述第一腔体相连通,所述负压单元与所述第二腔体相连通,所述压力系统使得所述第一腔体的压力大于所述第二腔体的压力。
[0008]
作为本发明的产品表面热压修饰装置的改进,所述动力系统包括:第一驱动气缸,其驱动所述第一腔体与所述第二腔体闭合。
[0009]
作为本发明的产品表面热压修饰装置的改进,所述动力系统还包括第二驱动气缸,其气杆延伸至所述第二型腔中,并与所述工作台传动连接。
[0010]
作为本发明的产品表面热压修饰装置的改进,所述第一腔体和第二腔体闭合时相互接触的面为密封面,所述密封面之间设置有密封垫圈,所述密封垫圈设置于所述第一腔体或第二腔体的密封面上。
[0011]
作为本发明的产品表面热压修饰装置的改进,所述加热系统包括一加热板,所述加热板安装于所述第一腔体的顶部,所述加热板中埋入多个间隔排布的发热元件。
[0012]
作为本发明的产品表面热压修饰装置的改进,所述发热元件为发热电阻。
[0013]
作为本发明的产品表面热压修饰装置的改进,所述夹持机构包括:固定座以及由所述固定座固定的横向设置的夹持气缸,所述夹持气缸的安装高度不高于工件的修饰表面的高度。
[0014]
作为本发明的产品表面热压修饰装置的改进,所述夹持机构还包括安装于所述夹持气缸上的与工件侧面相适配的夹头。
[0015]
作为本发明的产品表面热压修饰装置的改进,所述产品表面热压修饰装置中还设置有便于所述工作台升降的导柱。
[0016]
作为本发明的产品表面热压修饰装置的改进,所述产品表面热压修饰装置还包括供料机构,其包括一供料辊,该供料辊设置于所述第二腔体的一侧。
[0017]
与现有技术相比,本发明的有益效果是:本发明的产品表面热压修饰装置通过热压复合的方式,对工件的表面进行修饰,其在工件表面通过加热和加压的作用复合一层料膜,以替代工件的原始表面。本发明克服了现有喷涂修饰工艺中,存在的喷涂不均匀和具有一定污染的问题。
附图说明
[0018]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0019]
图1为本发明的产品表面热压修饰装置一实施例的主视图。
具体实施方式
[0020]
下面结合各实施方式对本发明进行详细说明,但应当说明的是,这些实施方式并非对本发明的限制,本领域普通技术人员根据这些实施方式所作的功能、方法、或者结构上的等效变换或替代,均属于本发明的保护范围之内。
[0021]
如图1所示,本发明一实施例提供一种产品表面热压修饰装置,其包括:第一腔体1、第二腔体2、加热系统3、工作台5、压力系统6以及动力系统7。
[0022]
所述第一腔体1、第二腔体2用于提供工件热压复合的工作空间。其中,所述第一腔体1定义第一型腔,所述第二腔体2定义第二型腔,所述第一腔体1 由所述动力系统7驱动与所述第二腔体2闭合,二者闭合后的腔体形成工件热压复合的工作空间。
[0023]
同时,为了保证第一腔体1、第二腔体2闭合后的密封性能,以维持工作空间内的压力环境,所述第一腔体1与第二腔体2之间设置有密封结构8。一个实施方式中,所述第一腔体1和第二腔体2闭合时相互接触的面为密封面,所述密封面之间设置有密封垫圈,所述密封垫圈设置于所述第一腔体1或第二腔体2 的密封面上。相应的,该密封垫圈具有与密封面相配合的形状,以良好第密封两个腔体之间的密封面。
[0024]
所述加热系统3设置于所述第一型腔中,以实现增压复合时的加热。具体地,所述加热系统3包括一加热板,所述加热板安装于所述第一腔体1的顶部,所述加热板中埋入多个间隔排布的发热元件31。一个实施方式中,所述发热元件31为发热电阻。
[0025]
所述工作台5用于放置待表面修饰加工的工件,该工作台5初始地位于所述第二型腔中,并能够由所述动力系统7驱动自所述第二型腔运动至第一型腔中。相应的,该工作台5具有承载工件的台面。该台面的四周还布置有多个夹持机构51,各夹持机构51之间形成工件的夹持固定空间,以夹持固定放置于台面上的工件。
[0026]
一个实施方式中,所述夹持机构51包括:固定座511以及由所述固定座511 固定的横向设置的夹持气缸512。同时,为了使得夹持机构51不影响工件的被修饰的表面,所述夹持气缸的安装高度不高于工件的修饰表面的高度。此外,为了使得夹持机构51能够与工件良好的配合,保持夹持固定的稳定性,所述夹持机构51还包括安装于所述夹持气缸512上的与工件侧面相适配的夹头,该夹头具有与工件侧面形状相对应的并与其适配接触的作用面。
[0027]
所述压力系统6用于提供使得料膜在加热条件下复合在工件表面上的压力。具体地,所述压力系统6设置于所述第一腔体1和第二腔体2的外部,其包括:正压单元61和负压单元62,所述正压单元61与所述第一腔体1相连通,所述负压单元62与所述第二腔体2相连通。如此正压单元61和负压单元62工作时,正压单元61实现第一腔体1内的增压,负压单元62实现第二腔体2内的减压,进而使得所述第一腔体1的压力大于所述第二腔体2的压力,满足料膜复合时的压力环境。
[0028]
一个实施方式中,正压单元61为一增压泵,负压单元62为一抽真空泵。如此,增压泵和抽真空泵通过管道连接至对应的腔体上,二者工作时,能够实现第一腔体1内的增压以及第二腔体2内的减压。
[0029]
如上所述,所述动力系统7提供第一腔体1和工作台5动作的驱动力,其包括:第一驱动气缸71,其驱动所述第一腔体1与所述第二腔体2闭合。同时,所述动力系统7还包括第二驱动气缸72,其气杆延伸至所述第二型腔中,并与所述工作台5传动连接。此外,为了使得工作台5升降时运动的稳定性,所述产品表面热压修饰装置中还设置有便于所述工作台5升降的导柱。
[0030]
为了便于复合于工件表面料膜的供料,所述产品表面热压修饰装置还包括卷料机构,其包括一供料辊91,该供料辊91设置于所述第二腔体2的一侧。在一个拉膜机的作用下,拉膜机的夹爪在直线电机的带动下,可将该供料辊上的料膜拉到工作空间中进行加压复合。上述拉膜机可采用现有的拉膜机。
[0031]
此外,为了实现料膜的复合时与母材的分离,供料辊91与第二腔体2之间还设置有冷刀切割机构,该机构的刀片92能够在料膜与工件复合后,在气缸等动力机构驱动下将料膜切断。
[0032]
综上所述,本发明的产品表面热压修饰装置通过热压复合的方式,对工件的表面进行修饰,其在工件表面通过加热和加压的作用复合一层料膜,以替代工件的原始表面。本发明克服了现有喷涂修饰工艺中,存在的喷涂不均匀和具有一定污染的问题。
[0033]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0034]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 工作台

 热门咨询
热门咨询




tips