
 商标分类
商标分类  商标转让
商标转让 
一种胶柱焊接设备的制作方法
 2021-02-22 02:02:33|
2021-02-22 02:02:33| 386|
386| 起点商标网
起点商标网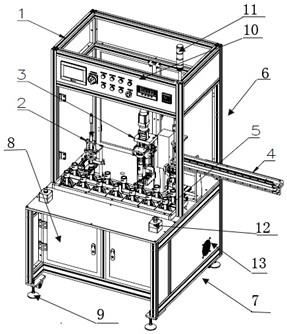
[0001]
本实用新型属于医疗器械技术领域,具体涉及一种胶柱焊接设备。
背景技术:
[0002]
目前国内医疗器械的组装,主要通过人工对刀片进行组装焊接,刀片下压的力度及速度全凭员工的操作手感,无法保证产品的品质和产品配合的一致性,产品的组装效率较低,所以目前亟待需要一种胶柱焊接设备来解决以上问题。
技术实现要素:
[0003]
本实用新型提出了一种胶柱焊接设备,通过设置刀片检测机构、刀片焊接机构、移送机构和治具循环结构提高了医疗器械组装的品质和产品的一致性,使得医疗器械组装的效率大大提高。
[0004]
本实用新型的技术方案是这样实现的:
[0005]
一种胶柱焊接设备,其包括机架、刀片检测机构、刀片焊接机构、移送机构和治具循环结构组成,所述机架设有上部结构和下部结构,所述下部结构设有支撑脚和第一门,所述第一门的内部为储料箱,所述上部结构为金属框架,所述金属框架侧面上包括控制面板,所述金属框架的上部设有三色灯,所述刀片焊接机构包括气动手指一、夹具一、电机、驱动热电阻和手指气缸一,所述刀片检测机构包括气动手指二、夹具二、气缸一和治具,所述移送机构包括气缸二、气动手指三和夹具三,所述移送机构右侧凸出上部结构,所述下部结构顶部设有控制开关,所述治具循环结构包括治具循环机构固定件和传感器。
[0006]
在本实用新型的胶柱焊接设备中,所述刀片检测机构设有气缸固定杆、滑座、锁紧螺母、支撑杆、气缸固定板、检具固定板、探针、底座、导柱、定位板、直线滑块和浮动接头,所述机架的侧面设有排风扇,所述控制面板上设有触摸屏、电源开关、启动指示灯、停止指示灯、复位指示灯、轰鸣器、温控器、压力显示器、急停按钮、复位按钮、停止按钮、启动按钮和亚克力门,所述三色灯工作运行状态为红黄绿三种颜色。
[0007]
在本实用新型的胶柱焊接设备中,所述气缸一插入刀片检测机构滑杆,所述刀片检测机构滑杆套有直线轴承,所述刀片检测机构滑杆的下部设有检测治具,所述检测治具与气动手指相连,所述气动手指的上部设有调速阀一,所述检测治具的上部即刀片检测机构的滑杆的底部设有浮动接头一,所述检测治具的下方设有产品定位治具,所述刀片检测机构固定件设有气动手指调节块和锁紧手柄。
[0008]
在本实用新型的胶柱焊接设备中,所述治具循环机构固定件为长方形结构,所述治具循环机构固定件的侧壁设有所述传感器,所述治具循环机构固定件中间设有待加工产品和治具,所述治具循环固定结构的下部设有气缸三、直线滑块、启动开关、急停按钮、浮动接头二、缓冲器、调速阀二。
[0009]
在本实用新型的胶柱焊接设备中,所述移送机构设有调速阀三、鱼眼接头、步进电机、联轴器、移送机构固定架、同步带、产品加紧治具、直线滑块和传感器,所述步进电机的
下部设有联轴器,所述步进电机和联轴器均设置在钣金件的内部,所述气缸四的底部插入焊接工位固定件的顶部并与鱼眼接头相连接,所述同步带与步进电机相连接。
[0010]
在本实用新型的胶柱焊接设备中,所述刀片焊接机构设有伺服电机、减速器、联轴器二、刀片焊接机构固定件、加热机构、产品定位治具、丝杆、传感器、压力传感器和直线滑块,所述伺服电机的下部设有所述减速器,所述联轴器位于减速器的下方,所述联轴器与所述丝杆进行连接,所述传感器位于所述刀片焊接机构固定件的侧壁,所述压力传感器位于丝杆的正前方,所述压力传感器的下方设有所述加热机构,所述产品定位治具的上方设有所述加热机构,所述气动手指一位于产品定位治具的右侧。
[0011]
在本实用新型的胶柱焊接设备中,所述刀片检测机构的下方设有待加工产品,所述产品包括刀片和熔柱。
[0012]
在本实用新型的胶柱焊接设备中,其使用的步骤如下:
[0013]
1)首先由刀片检测机构中的气动手指二驱动夹具二使其夹紧待加工产品;
[0014]
2)此时气缸一下降并驱动检测治具下压对刀片进行点检测;
[0015]
3)检测完成后气缸一上升,同时驱动检测治具还原至初始位置;
[0016]
4)当治具循环结构上部的产品不足时,此时由传感器发出指令,治具循环结构将待加工产品放置在循环结构上;
[0017]
5)产品经过刀片检测机构后并输送至刀片焊接机构,此时气动手指一驱动夹具一将产品定位;
[0018]
6)电机驱动热电阻下降,并将产品上的胶柱融化,使得刀片与产品焊接成一体,此过程中压力传感器会实时监控,如果出现超压或者低压都会出现报警提示;
[0019]
7)产品焊接完成后,电机驱动热电阻还原至初始位置;
[0020]
8)手指气缸一驱动夹具,使得产品处于松开状态;
[0021]
9)刀片焊接机构完成后,此时移送机构上的气缸二驱动气动手指三下降;
[0022]
10)气动手指三驱动夹具三将加工好的产品夹紧;
[0023]
11)气缸二驱动夹紧产品的气动手指上升,并由电机驱动夹紧产品的气动手指向右移动至指定位置;
[0024]
12)上升至一定位置后,此时由气缸二驱动夹紧产品的气动手指下降;
[0025]
13)最后,气动手指三驱动夹具三打开将产品松开,气缸二驱动气动手指三上升,电机驱动气动手指三还原至初始位置。
[0026]
实施本实用新型的这种胶柱焊接设备,具有以下有益效果:本案设置刀片检测机构、刀片焊接机构、移送机构和治具循环结构,并将产品通过移送机构和刀片焊接机构进行加工,每个产品根据相同的位置进行操作和组装,也可以将加工完成后的产品通过移送机构进行传递,这就提高了医疗器械组装的品质和产品的一致性,使得医疗器械组装的效率大大提高,这样通过设置浇筑焊接设备使得医疗器械组装效率大大提高,装置操作非常简便,非常适合医疗器械的组装。
附图说明
[0027]
图1为本实用新型胶柱焊接设备的示意图;
[0028]
图2为本实用新型刀片检测机构的示意图;
[0029]
图3为本实用新型刀片焊接机构的示意图;
[0030]
图4为本实用新型移送机构的示意图。
[0031]
图中:机架1、刀片检测机构2、刀片焊接机构3、移送机构4、治具循环结构5、上部结构6、下部结构7、第一门8、支撑脚9、控制面板10、三色灯11、气动手指二201、夹具二202、气缸固定杆203、滑座204、锁紧螺母205、支撑杆206、气缸固定板207、气缸一208、检具固定板209、治具210、探针211、底座212、导柱213、定位板214、直线滑块216、浮动接头217、夹具一301、气动手指一302、丝杆304、热电阻305、压力传感器308、联轴器二311、伺服电机312、夹具三401、气动手指三402、直线滑块404、鱼眼接头405、气缸二 406、同步带410、步进电机415、联轴器422、产品423。
具体实施方式
[0032]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0033]
如图1至4所示的本实用新型的这种胶柱焊接设备,其包括机架1、刀片检测机构2、刀片焊接机构3、移送机构4和治具循环结构5组成,机架1设有上部结构6和下部结构7,下部结构7设有支撑脚9和第一门8,第一门8的内部为储料箱,上部结构6为金属框架,金属框架侧面上包括控制面板10,金属框架的上部设有三色灯11,刀片焊接机构3包括气动手指一302、夹具一301、电机312、热电阻305和手指气缸一,刀片检测机构2包括气动手指二201、夹具二202、气缸一208和治具210,移送机构4包括气缸二406、气动手指三402 和夹具三401,移送机构4右侧凸出上部结构6,下部结构7顶部设有控制开关 12,治具循环结构5包括治具循环机构固定件和传感器,刀片检测机构2设有气缸固定杆203、滑座204、锁紧螺母205、支撑杆206、气缸固定板207、检具固定板209、探针211、底座212、导柱213、定位板214、直线滑块216和浮动接头217,机架1的侧面设有排风扇13,控制面板上设有触摸屏、电源开关、启动指示灯、停止指示灯、复位指示灯、轰鸣器、温控器、压力显示器、急停按钮、复位按钮、停止按钮、启动按钮和亚克力门,三色灯工作运行状态为红黄绿三种颜色,气缸一208插入刀片检测机构滑杆,刀片检测机构滑杆套有直线轴承,直线轴承的设置有利于和传动轴的配合,刀片检测机构2滑杆的下部设有检测治具 210,检测治具210与气动手指201相连,检测治具210通过黄色探针检测刀具是否安装到位,气动手指201的上部设有调速阀一,调速阀一用于调节气体流动的速度,从而达到调节气缸动作的速度,检测治具210的上部即刀片检测机构2 的滑杆的底部设有浮动接头一217,浮动接头一217用于连接气缸和驱动的零件,吸收驱动体与气缸的偏心,检测治具210的下方设有产品定位治具,产品定位治具用于产品夹紧定位使用,刀片检测机构2固定件设有气动手指调节块和锁紧手柄,治具循环机构固定件为长方形结构,治具循环机构固定件的侧壁设有传感器,治具循环机构固定件中间设有待加工产品和治具,治具循环固定结构5的下部设有气缸三、直线滑块、启动开关、急停按钮、浮动接头二、缓冲器、调速阀二,直线滑块有利于直线导轨的运动由滚动来实现,减少摩擦,调速阀二的设置有利于调节气体流动的速度,从而达到气缸动作速度,移送机构设有调速阀三、鱼眼接头405、步进电机415、联轴器422、移送机构固定架、同步带410、产品加紧治具、直线滑块404和传感器,鱼眼接头405的用于连接气缸和驱动的零件,吸收驱动体与气缸的偏心,同步带410通过同步轮驱动,从而传动零部件,步进电机415的下部设有联轴器422,步进
电机415和联轴器422均设置在钣金件的内部,气缸四406的底部插入焊接工位固定件的顶部并与鱼眼接头405相连接,同步带与步进电机415相连接,刀片焊接机构3设有伺服电机312、减速器322、联轴器二311、刀片焊接机构固定件、加热机构、产品定位治具、丝杆304、传感器、压力传感器308和直线滑块320,直线滑块320用于支撑和引导运动部件,按给定的方向做往复直线运动,伺服电机的下部设有减速器322,联轴器311位于减速器322的下方,联轴器311与丝杆304进行连接,传感器位于刀片焊接机构3固定件的侧壁,压力传感器308位于丝杆304的正前方,压力传感器308 的下方设有加热机构,产品定位治具的上方设有加热机构,气动手指一302位于产品定位治具的右侧,刀片检测机构2的下方设有待加工产品423,产品423包括刀片和熔柱,胶柱焊接设备,其步骤如下:
[0034]
1)首先由刀片检测机构2中的气动手指二201驱动夹具二202使其夹紧待加工产品;
[0035]
2)此时气缸一208下降并驱动检测治具210下压对刀片进行点检测;
[0036]
3)检测完成后气缸一208上升,同时驱动检测治具210还原至初始位置;
[0037]
4)当治具循环结构5上部的产品不足时,此时由传感器发出指令,治具循环结构5将待加工产品放置在循环结构上;
[0038]
5)产品经过刀片检测机构2后并输送至刀片焊接机构3,此时气动手指一302驱动夹具一301将产品定位;
[0039]
6)电机驱动热电阻下降,并将产品423上的胶柱融化,使得刀片与产品焊接成一体,此过程中压力传感器308会实时监控,如果出现超压或者低压都会出现报警提示;
[0040]
7)产品焊接完成后,电机312驱动热电阻还原至初始位置;
[0041]
8)手指气缸一驱动夹具301,使得产品处于松开状态;
[0042]
9)刀片焊接机构3完成后,此时移送机构4上的气缸二406驱动气动手指三402下降;
[0043]
10)气动手指三402驱动夹具三401将加工好的产品夹紧;
[0044]
11)气缸二406驱动夹紧产品的气动手指402上升,并由电机415驱动夹紧产品的气动手指402向右移动至指定位置;
[0045]
12)上升至一定位置后,此时由气缸二406驱动夹紧产品的气动手指 402下降;
[0046]
13)最后,气动手指三402驱动夹具三401打开将产品松开,气缸二 406驱动气动手指三402上升,电机415驱动气动手指三402还原至初始位置。至此,本实用新型目的得以完成。
[0047]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips