
 商标分类
商标分类  商标转让
商标转让 
一种微结构功能光学膜生产装置的制作方法
 2021-02-22 02:02:39|
2021-02-22 02:02:39| 242|
242| 起点商标网
起点商标网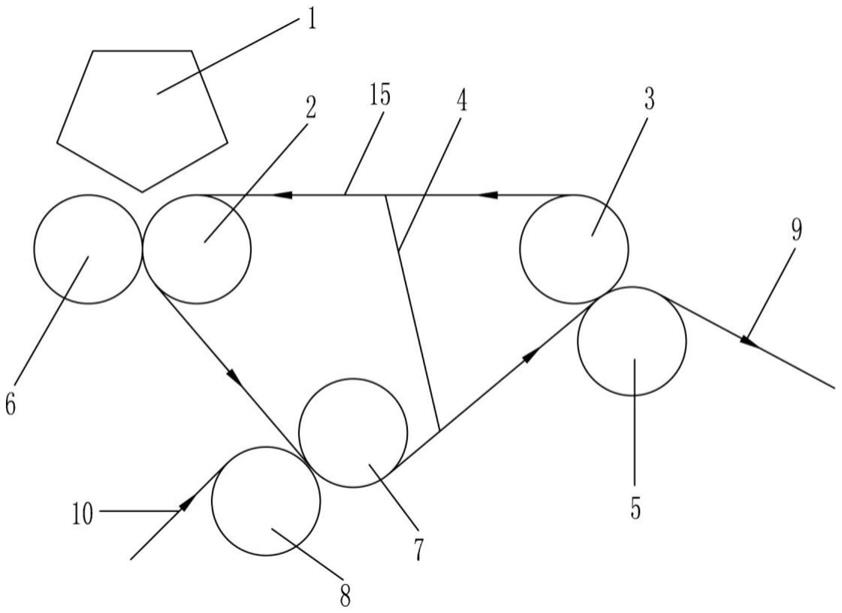
[0001]
本实用新型属于功能光学膜生产技术领域,尤其涉及一种微结构功能光学膜生产装置。
背景技术:
[0002]
传统的微结构功能光学膜生产装置如图1所示:模具为流延挤出型,与加热钢辊(直径400-1000mm)间距离150-200mm,通过带有微结构的环形钢带将结构复制到流延出来的膜上,加热钢辊有两组,前端作为微棱镜等微结构的热压成型加热钢辊,钢辊温度设定为240-350℃,通过油温加热,由于机组运行速度慢,为1.0-1.2m/min,流延成型的膜温度已降至170℃以下,贴合其他膜时温度不够需要加热,所以后端加热钢辊和液压胶辊组合作为一组热贴合辊(直径400-1000mm),温度设定为260-280℃。冷辊有一组或两组,(是直径400-1000mm的钢辊与液压胶辊组合)通过通冷水将辊面温度保持在18℃以下,从而保证环形模具钢带温度下降至材料可剥离温度,并在剥离液压胶辊处使膜与环形模具钢带分离,并收卷半成品。其模具钢带上的微结构复制率不够高,且需要两处加热,能源损耗高,并且运行速度慢,模具钢带性能衰减快,生产效率不高。
技术实现要素:
[0003]
本实用新型为了克服传统的微结构功能光学膜生产装置,其模具钢带上的微结构复制率不够高,且需要两处加热,能源损耗高,并且运行速度慢,模具钢带性能衰减快,生产效率不高的缺点,本实用新型要解决的技术问题是提供一种提高了效率、提高了结构复制率、减缓了模具性能衰减的微结构功能光学膜生产装置。
[0004]
本实用新型由以下具体技术手段所达成:
[0005]
一种微结构功能光学膜生产装置,包括有第一冷钢辊、隔热板、第一液压胶辊、贴合冷胶辊、淋膜涂覆模具、热成型电加热钢辊、贴合冷钢辊、风冷系统和模具钢带;热成型电加热钢辊和第一冷钢辊上环绕有模具钢带,且热成型电加热钢辊和第一冷钢辊之间设有隔热板;贴合冷钢辊位于热成型电加热钢辊与隔热板之间,且贴合模具钢带;贴合冷胶辊以模具钢带为对称线与贴合冷钢辊对称设置,用于输送添加膜;风冷系统位于第一冷钢辊和隔热板之间,且模具钢带穿过风冷系统;第一冷钢辊一侧设有第一液压胶辊,模具钢带穿过第一冷钢辊和第一液压胶辊之间;淋膜涂覆模具位于热成型电加热钢辊上侧,用于涂覆形成主膜。
[0006]
进一步的,淋膜涂覆模具与模具钢带之间的距离为5-20mm。
[0007]
进一步的,热成型电加热辊采用电磁辊。
[0008]
进一步的,贴合冷钢辊和贴合冷胶辊的直径为50-200mm。
[0009]
进一步的,第一液压胶辊的直径为150-200mm。
[0010]
进一步的,隔热板采为耐高温塑料、石棉、石英的多种材料组成的多层结构板。
[0011]
进一步的,淋膜涂覆模具位于热成型电加热钢辊左侧。
[0012]
与现有技术相比,本实用新型具有如下有益效果:
[0013]
1、热成型辊采用电磁辊加热,温度控制高同时少了一组加热贴合辊,降低了能源的损耗;
[0014]
2、模具采用精密淋膜涂覆型,微结构复制高,传统的复制程度90%左右,而本实用新型的复制程度99%以上;
[0015]
3、运行速度也大大提高,由原来的1-1.2m/min提升到4-8m/min,大大提高了效率,对含微结构的环形钢带的性能衰减也减缓,延长了其寿命;
[0016]
4、加热区将大直径的热贴合辊设计较小直径冷贴合辊,冷却区将剥离液压胶辊改成小的胶辊,将生产装置的重量和体积大大降低,降低操作的难度,同时设有冷风系统,冷却区的风绝大部分会在冷辊、冷风机散热器的循环系统中运动,确保冷却区的高效。
附图说明
[0017]
图1为现有生产装置的结构示意图。
[0018]
图2为本实用新型的第一种结构示意图。
[0019]
图3为本实用新型的第二种结构示意图。
[0020]
附图中的标记为:1-挤出流延模具,2-热成型油加热钢辊,3-第一冷钢辊,4-隔热板,5-第一液压胶辊,6-第二液压胶辊,7-贴合加热钢辊,8-贴合冷胶辊,9-主膜,10-添加膜,11-淋膜涂覆模具,12-热成型电加热钢辊,13-贴合冷钢辊,14-风冷系统,15-模具钢带。
具体实施方式
[0021]
以下结合附图对本实用新型做进一步描述。
实施例
[0022]
一种微结构功能光学膜生产装置,如图1-3所示,包括有第一冷钢辊3、隔热板4、第一液压胶辊5、贴合冷胶辊8、淋膜涂覆模具11、热成型电加热钢辊12、贴合冷钢辊13、风冷系统14和模具钢带15;热成型电加热钢辊12和第一冷钢辊3上环绕有模具钢带15,且热成型电加热钢辊12和第一冷钢辊3之间设有隔热板4;贴合冷钢辊13位于热成型电加热钢辊12与隔热板4之间,且贴合模具钢带15;贴合冷胶辊8以模具钢带15为对称线与贴合冷钢辊13对称设置,用于输送添加膜10;风冷系统14位于第一冷钢辊3和隔热板4之间,且模具钢带15穿过风冷系统14;第一冷钢辊3一侧设有第一液压胶辊5,模具钢带15穿过第一冷钢辊3和第一液压胶辊5之间;淋膜涂覆模具11位于热成型电加热钢辊12上侧,用于涂覆形成主膜9。
[0023]
淋膜涂覆模具11与模具钢带15之间的距离为5mm。
[0024]
热成型电加热辊采用电磁辊。
[0025]
贴合冷钢辊13和贴合冷胶辊8的直径为100mm。
[0026]
第一液压胶辊5的直径为150mm。
[0027]
隔热板4采为耐高温塑料、石棉、石英的多种材料组成的多层结构板。
[0028]
主膜9由淋膜涂覆模具11淋涂原料在模具钢带15上,再通过热成型电加热辊加热而形成,由于淋膜涂覆模具11距离模具钢带15的距离为5-20mm,使得模具钢带15的运行速度可以提高至4-8m/min,提高了效率,对模具钢带15的性能衰减也减缓,延长了其使用寿
命;模具钢带15循环转动,转动至贴合冷钢辊13处时,由于运行速度快,所以主膜9温度足够,主膜9与贴合冷胶辊8上的添加膜10贴合,形成功能光学膜的半成品。
[0029]
模具钢带15继续带动半成品膜转动,通过风冷系统14初步冷却,再经过第一冷钢辊3时再次冷却,确保半成品膜温度下降至可剥离温度,并在第一液压胶辊5处剥离进行收卷。
[0030]
热成型电加热辊和第一冷钢辊3之间设有耐高温塑料、石棉、石英的多种材料组成的多层隔热结构板,确保不会因为空气流动造成热成型电加热辊和第一冷钢辊3相互影响造成能量的不良损耗。风冷系统14的风绝大部分会在第一冷钢辊3、冷风机散热器的循环系统中运动,确保冷却区的高效。
[0031]
利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips