
 商标分类
商标分类  商标转让
商标转让 
一种电子元件的注塑模具的制作方法
 2021-02-21 23:02:13|
2021-02-21 23:02:13| 244|
244| 起点商标网
起点商标网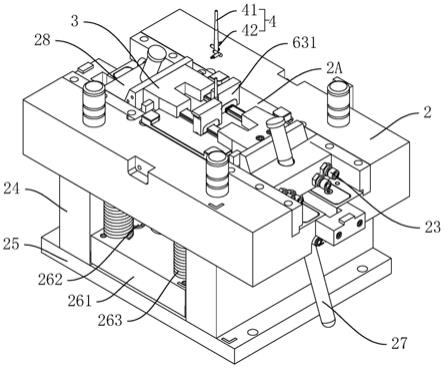
[0001]
本实用新型涉及注塑模具的技术领域,尤其是涉及一种电子元件的注塑模具。
背景技术:
[0002]
电子元件,是电子电路中的基本元素,通常是个别封装,并具有两个或以上的引线或金属接点。电子元件多用于一些精密场合,需求量也很大,所以在电子元件生产过程中对于其加工精度以及加工效率都有着较高的要求。
[0003]
注塑成型是利用注塑模具,将完全熔融的塑料材料用高压射入模腔,经冷却固化后,得到成型品的过程,注塑成型的优点是生产速度快、效率高,操作可实现自动化,适用于形状复杂部件的批量生产,而且制品尺寸精确,能成形状复杂的制件。
[0004]
如图1所示,现有一种电子元件,由塑料注塑而成,包括矩形状的本体100,所述本体100内部中间水平设置有中层板101,所述中层板101沿着本体100的长度方向设置,所述本体100的长度方向的一端被切去a块形成a槽103,所述本体的另一端被切去b块形成b槽104;所述本体100的中部上表面开设有圆孔105,所述圆孔105向下延伸形成圆柱形凹陷,所述本体100下表面与圆孔105同轴开设有方形孔106,所述本体100上位于圆孔105的两侧设置有凸起107,所述凸起107环绕本体100外侧一圈设置,两个所述凸起107之间的连线平行本体100的长度方向设置。
[0005]
现有的授权公开号为cn207657079u的中国专利公开了一种执行器壳体注塑模具,包括定模板组件和动模板组件,所述定模板组件设有定模板板,所述定模板板内设有定模板型芯,所述动模板组件设有动模板板,所述动模板板内设有动模板型芯,所述定模板型芯和动模板型芯均设有预变形结构,所述定模板型芯与所述动模板型芯匹配形成预变形型腔。这种执行器壳体注塑模具注塑时,利用定模板型芯和动模板型芯设有的预变形结构,塑料熔体进入预变形型腔内冷却定型,无翘曲变形、使用性能好、合格率高。
[0006]
上述中的现有技术方案存在以下缺陷:壳体在取出时需要进行冷却,上述方案中依靠冷水槽进行散热,注塑时塑料胶体的热量通过型芯传导到动模板以及定模板内,然后再通过与冷水槽接触进行散热,现有的型芯一般为钢质型芯,虽然能保证一定的强度,但是散热性并不足够好,产品在注塑成型后需要经过长时间的冷却过程,否则在脱模过程中,产品可能与型芯粘连,影响产品的性能。
技术实现要素:
[0007]
针对现有技术存在的不足,本实用新型的目的是提供一种电子元件的注塑模具,其具有加工效率高、产品性能好的优点。
[0008]
本发明的上述技术目的是通过以下技术方案得以实现的:
[0009]
一种电子元件的注塑模具,包括定模板、动模板以及滑动连接在动模板上表面长度方向两端的抽模,所述定模板内设置有注胶机构,所述定模板下表面设置有型腔,所述动模板上表面设置有型芯,所述型腔、型芯以及抽模之间配合构成成型空间;所述型芯包括平
行设置在动模板上表面的两个成型槽、分别设置在成型槽内的铍铜成型板以及分别卡扣在铍铜成型板中部外侧一圈的挡胶模,所述成型槽的长度方向平行动模板的长度方向设置,每个所述铍铜成型板均包括上层隔板以及下层隔板,所述上层隔板与下层隔板之间留有间距,所述挡胶模位于铍铜成型板长度方向的两侧面设置有凹槽,贯穿所述挡胶模上表面竖直设置有成孔轴,所述成孔轴的底端贯穿上层隔板设置,每个所述铍铜成型板沿动模板的长度方向均设置有两段,两段铍铜成型板相靠近的端部之间贴合设置。
[0010]
通过采用上述技术方案,型芯的主体成型部分为铍铜成型板,铍铜的散热性能远高于钢制成型板,在注塑过程中,熔融态的塑料胶体在成型空间内分布完成后,其中的热量通过铍铜成型板可以高速的传导出去,热量与动模板和定模板内的冷却系统高效的发生热交换,从而将热量快速的散出,有效提高了塑料胶体在成型空间的冷却速度,进而提高了电子元件的注塑成型效率;在抽模时,由于注塑胶体快速冷却,不会与型芯或者型腔发生粘连现象,避免抽模时电子元件产品的破坏,提高了电子元件的成型质量。
[0011]
本实用新型在一较佳示例中可以进一步配置为:所述注胶机构包括竖直贯穿定模板中部设置的主胶道以及水平设置在主胶道底端的两个分流胶道,两个所述分流胶道的轴线不在同一条直线上。
[0012]
通过采用上述技术方案,在注胶时,塑料胶体通过主胶道经过再进入不同的分流胶道时会有一定的缓冲作用,进而再分别进入铍铜成型板中,使得胶体在铍铜成型板中成型更加稳定,有效提高了电子元件的成型质量。
[0013]
本实用新型在一较佳示例中可以进一步配置为:两个所述分流胶道均设置在铍铜成型板的中部,所述分流胶道的出口位于上层隔板与下层隔板之间。
[0014]
通过采用上述技术方案,上层隔板与型腔内表面之间形成上空腔,对应电子产品的上层板,上层隔板与下层隔板之间形成中空腔,对应电子产品的中间隔板,下层隔板与成型槽之间形成下空腔,对应电子产品的下层板;如果从上空腔或者下空腔注胶,胶体会先把上空腔或者下空腔填满,最后再填充中空腔,此时由于铍铜的厚度很薄,在胶体的压力下,上层隔板与下层隔板会向中空腔处形变,最终影响电子元件的成型质量;而从中间注胶时,胶体先进入上层隔板与下层隔板之间的空腔中,然后再向铍铜成型板的外侧包裹形成电子元件产品,铍铜成型板外侧包裹的挡胶模避免了铍铜成型板向上发生形变,保证产品的质量。
[0015]
本实用新型在一较佳示例中可以进一步配置为:两段所述铍铜成型板相贴合的端部下表面设置有导向槽,所述成型槽内设置有导向块,所述导向块与导向槽滑动卡接设置。
[0016]
通过采用上述技术方案,两端铍铜成型板之间需要经常进行抽模取料的操作过程,并且在每次合模时需要保证铍铜成型板相连接端的严格贴合,避免胶体漏出,所以对于铍铜成型板的合模精确度要求更高,通过设置导向槽与导向块,使得两段铍铜成型板之间的导向更加精确,进一步保证每次合模时两段铍铜成型板的贴合精度,提高产品的成型质量。
[0017]
本实用新型在一较佳示例中可以进一步配置为:所述导向块设置为菱形块,所述菱形块相背离的两端设置有倒角。
[0018]
通过采用上述技术方案,使得两段铍铜成型板之间在贴合时更加方便,避免导向块与导向槽之间发生抵触,进一步提高了导向作用,保证了铍铜成型板合模时的精确度,避
免胶体的泄漏,提高了电子元件成型质量。
[0019]
本实用新型在一较佳示例中可以进一步配置为:所述上层隔板对应所述成孔轴竖直同轴设置有阶梯槽,所述成孔轴的底端设置有阶梯块,所述阶梯块卡接配合所述阶梯槽设置。
[0020]
通过采用上述技术方案,如果成孔轴端部设置为普通圆柱状,则上层隔板与成孔轴的端部之间可能会留有一定间隙,胶体在压力下会向外渗出,进而渗出到上层隔板的上方形成毛刺,影响电子元件的成型质量,阶梯块与阶梯槽之间形成类似于密封的结构,提高了密封效果,避免胶体的外渗,提高了产品的质量。
[0021]
本实用新型在一较佳示例中可以进一步配置为:所述阶梯槽的竖直侧面倾斜设置。
[0022]
通过采用上述技术方案,倾斜面进一步提高了产品向外渗出的难度,进而避免胶体的外泄,提高了产品成型质量。
[0023]
本实用新型在一较佳示例中可以进一步配置为:所述铍铜成型板长度方向的两端上表面设置有固定块,所述固定块内设置有辅助冷水管。
[0024]
通过上述技术方案,在抽模内设置辅助冷水管会进一步提高了脱模时的冷却作用,加快了冷却速率,提高加工效率。
[0025]
综上所述,本实用新型包括以下至少一种有益技术效果:
[0026]
1.通过设置铍铜成型板有效加快了胶体的冷却速度,避免胶体与铍铜之间发生粘连,进而提高了加工效率以及成型质量;
[0027]
2.通过注胶口由中间上层隔板与下层隔板之间的空腔注入的设置,避免胶体对铍铜成型板形成挤压,造成铍铜成型板的变形影响产品的成型质量;
[0028]
3.通过导向块、导向槽以及阶梯块、阶梯槽的设置,提高了两段铍铜成型板之间贴合的紧密性,使得产品成型更加标准,提高了产品的质量。
附图说明
[0029]
图1是背景技术中的附图;
[0030]
图2是模具的整体结构示意图;
[0031]
图3是定模板底面结构示意图;
[0032]
图4是去掉定模板和定模盖板的整体示意图;
[0033]
图5是用于表示型芯结构的爆炸示意图;
[0034]
图6是用于表示成型槽内部的示意图;
[0035]
图7是图6中a部分的局部放大图。
[0036]
图中,100、本体;101、中层板;102、a槽;103、b槽;104、圆孔;106、方形孔;107、凸起;1、定模板;1a、定模块;2、动模板;2a、动模块;3、抽模;4、注胶机构;41、主胶道;42、分流胶道;5、型腔;6、型芯;61、成型槽;62、铍铜成型板;621、上层隔板;622、下层隔板;63、挡胶模;631、上挡胶模;632、下挡胶模;8、凹槽;9、成孔轴;10、导向槽;11、导向块;12、倒角;13、阶梯槽;14、阶梯块;15、固定块;16、辅助冷水管;20、定模盖板;21、定位环;22、浇口套;23、冷却水管;24、支撑块;25、支撑板;26、顶出机构;261、顶出板;262、顶出杆;263、缓冲弹簧;27、斜导柱;28、移动块。
具体实施方式
[0037]
以下结合附图对本实用新型作进一步详细说明。
[0038]
参照图2,为本实用新型公开的一种电子元件的注塑模具,包括水平设置的定模板1、设置在定模板1下方的动模板2以及滑动连接在动模板2上表面长度方向两端的抽模3。在定模板1的上表面设置有定模盖板20,定模盖板20的面积大于定模板1的面积,定模盖板20与定模板1之间螺栓连接,定模盖板20上表面中心处螺栓连接有定位环21,在定位环21内同轴竖直设置有浇口套22,浇口套22贯穿定模盖板20以及定模板1设置,动模板2和定模板1内均设置有冷却水管23,抽模3中心之间的连线平行动模板2的长度方向设置。在动模板2的下方设置有支撑块24以及顶出机构26,所述支撑块24关于动模板2中截面平行设置有两个,所述支撑块24的下方设置有支撑板25,所述顶出机构26包括水平设置在两个支撑块24相对竖直侧面之间的顶出板261、竖直设置在顶出板261上方的顶出杆262以及套设在顶出杆262外侧的缓冲弹簧263,所述顶出杆262呈矩形设置有4根。
[0039]
参照图3和图4,在动模板2的上表面卡嵌有动模块2a,在定模板1的底面卡嵌有定模块1a,具体为螺栓连接,方便拆卸维护。在浇口套22内设置有注胶机构4,注胶机构4包括竖直贯穿浇口套22设置的主胶道41,在主胶道41的底端向两侧水平设置有分流胶道42,分流胶道42位于主胶道41轴线的两侧,分流胶道42垂直主胶道41呈z字型设置,分流胶道42分别与两个铍铜成型板62的中间连通,并位于上层隔板621与下层隔板622之间。
[0040]
参照图4,两个抽模3相背离一侧均滑动连接有移动块28,移动块28与对应的抽模3固定连接,倾斜贯穿移动块28设置有斜导柱27,斜导柱27由上至下逐渐远离动模板2设置,斜导柱27底端连接有驱动装置(图中未画出)。
[0041]
参照图5和图6,在动模板2上表面设置有型芯6,型芯6包括平行设置在动模板2上表面的成型槽61、设置在成型槽61内的铍铜成型板62以及分别卡扣在铍铜成型板62外侧一圈的挡胶模63,成型槽61设置有两个,两个成型槽61呈180度旋转对称设置,成型槽61内设置有铍铜成型板62,铍铜成型板62包括上层隔板621以及下层隔板622,铍铜成型板62的两端对应电子元件产品设置成相应的形状,上层隔板621与型腔5的底面之间形成上空腔,上层隔板621与下层隔板622之间形成中空腔,下层隔板622与成型槽61之间形成下空腔,两个分流胶道42分别与对应的上层隔板621与下层隔板622中间连通;挡胶模63包括上挡胶模631以及下挡胶模632,上挡胶模631与下挡胶模632之间竖直方向卡接在铍铜成型板62的外侧一圈,贯穿上挡胶模631设置有成孔轴9,成孔轴9的端部贯通上层隔板621设置,以便注胶时形成圆形孔,在上挡胶模631位于成型槽61长度方向的两侧设置有凹槽8,凹槽8对应产品的凸起107设置。
[0042]
参照图6和图7,上层隔板621对应成孔轴9竖直同轴设置有阶梯槽13,成孔轴9的底端设置有阶梯块14,阶梯块14卡接配合所述阶梯槽13设置,阶梯槽13的竖直侧面倾斜设置,进一步提高了灌胶时的密封性。铍铜成型板62的两段相贴合的端部下表面设置有导向槽10,成型槽61内设置有导向块11,所述导向块11与导向槽10滑动卡接设置,导向块11设置为菱形块,菱形块相背离的两端设置有圆弧倒角12。
[0043]
参照图5和图6,在铍铜成型板62长度方向的两端上表面设置有固定块15,在移动块28内还设置有辅助冷水管16,辅助冷水管16由移动块28远离动模板2的竖直侧面进入,并贯穿抽模3延伸至固定块15内设置,极大的加快了散热速率。
[0044]
本实施例的实施原理为:注胶过程,胶体由主胶道41注入,进入分流胶道42并进入相应的铍铜成型板62内;胶体由上层隔板621与下层隔板622之间的空腔逐渐填充,并由上层隔板621和下层隔板622中间两侧向外包裹,最终形成电子产品;然后进行撤模操作,启动驱动装置,使得斜导柱27进行竖直方向的运动,带动移动块28沿着动模板2的上表面进行水平方向的滑移,进而带动铍铜成型板62的两段分离,产品留下,然后取下产品即可。
[0045]
本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips