
 商标分类
商标分类  商标转让
商标转让 
一种风电叶片腹板推胶装置的制作方法
 2021-02-21 22:02:46|
2021-02-21 22:02:46| 197|
197| 起点商标网
起点商标网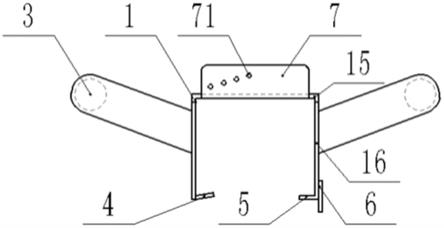
[0001]
本实用新型涉及风电叶片辅助装置领域,尤其涉及一种风电叶片腹板推胶装置。
背景技术:
[0002]
目前,兆瓦级风电叶片的成型普遍采用的工艺是:先将叶片的ss面、ps面以及腹板预制成型,然后使用合模胶将两个面和腹板粘结起来。腹板粘接大多是采用手动施胶,这一过程操作时间长,容易造成施胶量不稳定,合模胶浪费较多或出现缺胶现象,最终影响产品质量的稳定性。
[0003]
同时,腹板大致为“[=]”结构,即使使用推胶装置向前打胶时,也容易发生偏斜,导致打胶位置出现偏差,影响粘接性能。
技术实现要素:
[0004]
本实用新型的目的在于提供一种风电叶片腹板推胶装置,结构简单、制作成本低廉、操作方便、推胶效率高。
[0005]
为实现上述目的,本实用新型的一种风电叶片腹板推胶装置的具体技术方案为:
[0006]
一种风电叶片腹板推胶装置,包括:腹板推胶框,为长方体,呈倒u型框,包括位于顶部的盖板和对称设置在盖板两侧的侧板,腹板推胶框的后端设置有凹陷的插槽口,其中,盖板上设置有注胶口,合模胶通过注胶口进入腹板推胶框中,两个侧板上分别设置有倾斜向上的手柄;可调节纵向高度的推胶板,插入并固定在腹板推胶框的插槽口中,腹板推胶框中的合模胶从腹板推胶框的后端排出,通过推胶板进行推胶。
[0007]
本实用新型的一种风电叶片腹板推胶装置的优点在于:
[0008]
1)结构简单,制作成本低廉,操作方便,可以提高生产效率;
[0009]
2)通过限厚孔可以调节推胶板下方出胶口的高度,从而根据性能要求调整打胶的厚度;
[0010]
3)腹板推胶框底部的腹板限位板,能够确保推胶装置沿腹板延伸方向平稳运行,不会发生偏移,通过限位,大大提高了风电叶片腹板推胶装置的流畅度和稳定性;
[0011]
4)特定形状的出胶口结构可以将腹板推胶框内的空气挤压排出,不会混入合模胶中,防止气泡影响粘接效果。
附图说明
[0012]
图1为本实用新型中的腹板推胶框的正视图;
[0013]
图2为本实用新型中的腹板推胶框的侧视图;
[0014]
图3为本实用新型中的腹板推胶框的俯视图;
[0015]
图4为本实用新型中的推胶板的示意图。
[0016]
图中:1、推胶框主体;2、注胶口;3、手柄;4、左支撑板;5、右支撑板;6、腹板限位板;7、连接板;8、插槽口;9、推胶板主体;10、限厚孔;11、手持孔;12、出胶口;13、挂耳;14、进胶
管;15、盖板;16、侧板。
具体实施方式
[0017]
为了更好的了解本实用新型的目的、结构及功能,下面结合附图,对本实用新型的一种风电叶片腹板推胶装置做进一步详细的描述。
[0018]
如图1至图4所示,其示为本实用新型的一种风电叶片腹板推胶装置,包括腹板推胶框和推胶板。其中,腹板推胶框包括推胶框主体1(包括盖板15和两个侧板16)、注胶口2、手柄3、左支撑板4、右支撑板5、腹板限位板6、连接板7和插槽口8,推胶板包括限厚孔10、推胶板主体9、手持孔11、出胶口12和挂耳13。
[0019]
进一步,腹板推胶框为随着在线涂胶机的供给,通过工人双手握住手柄3,对叶片腹板上粘接面进行施胶的一个装置,能够确保推胶操作沿腹板延伸方向平稳运行,通过限位避免偏移,以提高腹板推胶的流畅度和稳定性。
[0020]
进一步,推胶框主体1的截面为向下的u型框,整体为长方体,本实用新型采用不锈钢等金属通过折弯、焊接制作,但不仅限于此。推胶框主体1包括盖板15和对称设置在盖板两侧的侧板16,盖板15位于两个侧板的顶部,通过盖板15和两侧的侧板16形成倒u型框。并且,在推胶框主体1的前端处,两个侧板16顶部的横向长度大于盖板15的横向长度,即位于盖板15底部的两个侧板16相对于盖板15的两端(即前端和后端)具有延伸部分,以便操作人员观察腹板推胶框腔体内的合模胶量。
[0021]
进一步,腹板推胶框上方盖板15的中间附近焊接有与推胶框主体1相同材质的注胶口2,顶部用于与合模胶在线涂胶机上的进胶管14相连通,注胶口2的底部与腹板推胶框内腔体相连通,且注胶口2的底部延伸至腹板推胶框的底部。此外,注胶口2的顶部为g1外螺纹,孔径大小等参数与合模胶在线涂胶机上的进胶管14相匹配,在使用进胶管14前后能够从注胶口2处拆卸,操作灵活,清理方便。
[0022]
进一步,手柄3呈倾斜向上的分别设置在腹板推胶框的两个侧板16上,手柄3的高度略高于推胶框主体1的高度,而且手柄3的手持部优选呈圆形柱体,以便操作人员抓握。
[0023]
进一步,盖板15的后端设置有连接板7,此外,连接板7上设有多个通孔71,与推胶板上的限厚孔10相配合。
[0024]
进一步,腹板推胶框的后端设置有插槽口8,插槽口8分别位于两个侧板16的后端、连接板7的外侧,用于插放推胶板。插槽口8深度设计原则为:当推胶板处于插槽口8最底部时(即插到底时),推胶板可刮出所需最小厚度。
[0025]
进一步,腹板推胶框的底部两侧分别固定设置有左支撑板4、右支撑板5和腹板限位板6,具体来说,腹板推胶框的左侧板底部设置有左支撑板4,腹板推胶框的右侧板底部设置有相垂直固定相连的右支撑板5和腹板限位板6,左支撑板4、右支撑板5和腹板限位板6的长度需短于两个侧板16,在后端距端面留有一定距离,防止影响推胶板的安装及合模胶的挤出。通过腹板推胶框底部的腹板限位板6,以确保推胶装置沿腹板延伸方向平稳运行,不会发生偏移,通过限位,大大提高了风电叶片腹板推胶装置的流畅度和稳定性。
[0026]
进一步,如图1所示,因腹板粘接面外侧有一定圆角,左支撑板4为向上倾斜设置,向上翘起一定角度,以防干涉、漏胶。右支撑板5为水平设置。制作时,左支撑板4和右支撑板5可以直接将金属板弯折,也可焊接。限位板6直接固定焊接在腹板推胶框的右侧底部,超出
右支撑板5一定距离,用于推胶时的腹板定位。使用时,腹板推胶框整体位于腹板粘接面上方,左支撑板4紧贴腹板粘接面外侧,右支撑板5紧贴腹板粘接面内侧,腹板限位板6紧贴腹板粘接面内侧边沿。
[0027]
进一步,推胶板为根据叶片腹板施胶合模型面制出的插片,用于推胶过程中直接产生一定的型面,一方面可以控制合模胶用量,另一方面可以排出空气,大大减少因为型面不规整而被包覆的空气,减少合模胶气泡,提高叶片的粘接质量。推胶板包括限厚孔10、推胶板主体9、手持孔11、出胶口12和挂耳13。
[0028]
进一步,本实用新型中的推胶板主体9采用不锈钢等金属制作,但不仅限于此。推胶板的厚度与插槽口8相配合,宽度与腹板推胶框的宽度相配合。
[0029]
进一步,推胶板上设置有多个限厚孔10,与腹板推胶框中连接板7的通孔71相配合,以通过固定件将推胶板固定在腹板推胶框的插槽口9中。限厚孔10的纵向位置根据需刮涂的合模胶的厚度设置,个数可根据试合模数据自行设定。推胶板通过螺钉或销子将限厚孔10与连接板7上不同位置的通孔71连接在一起,以固定推胶板的纵向位置,通过限厚孔调节推胶板下方出胶口的高度,从而根据性能要求调整打胶的厚度。当限厚孔10最上端的孔与连接板7最下端的通孔71对应连接时,刮涂合模胶厚度最小。通过限厚孔可以调节推胶板下方出胶口的高度,从而根据性能要求调整打胶的厚度。
[0030]
进一步,推胶板两侧的中下部设置有挂耳13,用于挂在插槽口8上,使用时通过将推胶板挂于插槽口8上能够防止推胶板发生晃动。此外,推胶板的上方设置有手持孔11,下方设置有向内凹陷的出胶口12,出胶口12根据合模胶刮涂宽度、厚度和形状制成不同型面,具体可根据实际推胶要求而定,不限于图示的近似梯形。特定形状的出胶口结构可以将腹板推胶框内的空气挤压排出,不会混入合模胶中,防止气泡影响粘接效果。
[0031]
下面结合附图对本实用新型的一种风电叶片腹板推胶装置的工作过程进行描述:
[0032]
步骤一,试合模测量合模间隙,做好风电叶片腹板上粘接面粘接准备和打胶准备。
[0033]
步骤二,把腹板推胶框的注胶口2连接到合模胶在线涂胶机的进胶管14上,把相对应的推胶板插在腹板推胶框的插槽口8中。
[0034]
步骤三,根据测试出的合模间隙,选择合适的推胶厚度,并用限厚孔10固定该厚度。
[0035]
步骤四,把腹板推胶框放置在腹板上粘接面上,使左支撑板4、右支撑板5紧靠腹板粘接面,因为腹板外侧需粘接挡胶条,所以用粘接面的内侧作为定位基准,将限位板6紧贴粘接面内侧边沿,确保推胶框沿腹板延伸方向平稳运行,不会发生左右偏移,影响打胶位置。
[0036]
步骤五,启动在线涂胶机,进行打胶作业,当合模胶从腹板推胶框中挤出时,说明合模胶已将推胶框填满,并将空气挤出,可以开始推胶作业。
[0037]
步骤六,推胶人员握住手柄3双手发力,沿腹板粘接面长度方向缓慢匀速的移动推胶框,行进速率根据打胶机供给流量而定;本实施例中后缘腹板从根部向尖部刮涂,前缘腹板从尖部向根部刮涂。
[0038]
步骤七,合模胶通过注胶口2进入腹板推胶框,然后从出胶口12中排出,出胶口12与腹板粘接面间形成一个特定的形状,使腹板粘贴面上形成形状结构均匀的合模胶层,图中以近似梯形为例,但不仅限于此;由于整个过程没有空气介入,所以可以大大减少合模胶
气泡。
[0039]
步骤八,厚度不同的地方通过调整限厚孔10实现相应厚度,一般情况下合模胶的刮涂厚度大于实际合模间隙,不会造成合模后缺胶;
[0040]
步骤九,使用结束后,卸下腹板推胶框,取出推胶板,对腹板推胶框和推胶板进行清理。
[0041]
本实用新型的一种风电叶片腹板推胶装置,结构简单,制作成本低廉,操作方便,可以提高生产效率;通过限厚孔可以调节推胶板下方出胶口的高度,从而根据性能要求调整打胶的厚度;腹板推胶框底部的腹板限位板,能够确保推胶装置沿腹板延伸方向平稳运行,不会发生偏移,通过限位,大大提高了风电叶片腹板推胶装置的流畅度和稳定性;特定形状的出胶口结构可以将腹板推胶框内的空气挤压排出,不会混入合模胶中,防止气泡影响粘接效果。
[0042]
以上借助具体实施例对本实用新型做了进一步描述,但是应该理解的是,这里具体的描述,不应理解为对本实用新型的实质和范围的限定,本领域内的普通技术人员在阅读本说明书后对上述实施例做出的各种修改,都属于本实用新型所保护的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 盖板

 热门咨询
热门咨询




tips