
 商标分类
商标分类  商标转让
商标转让 
一种杯状口罩的滚动式焊边装置的制作方法
 2021-02-21 21:02:17|
2021-02-21 21:02:17| 346|
346| 起点商标网
起点商标网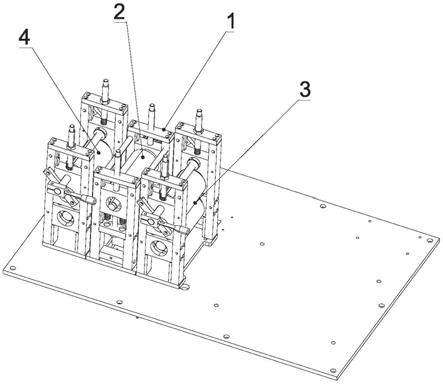
[0001]
本实用新型涉及一种杯状口罩生产设备,具体涉及一种杯状口罩的滚动式焊边装置。
背景技术:
[0002]
口罩是重要的卫生防护物资,当前新型冠状病毒肺炎正在世界范围内迅速传播,佩戴口罩对防止病毒传染具有重要作用,目前各国的口罩需求量巨大,口罩非常紧缺。其中一种具体的折叠式的杯状口罩,在非使用状态时能够折叠起来,以便存放,在使用时打开后呈杯状,其防护效果比普通的平面口罩好,例如n95、kn95口罩。
[0003]
但是,杯状口罩的生产工艺相对较为复杂,若将所有加工工序集合在一起形成自动生产线,则设备的制造难度和调试难度将大大提高,并且会增加设备成本。现有技术中通常的做法是采用自动生产线批量生产出杯状口罩折叠前展开的片料,再采用半自动的焊边装置,结合人工完成片料的折叠和焊边加工,这样通过自动化与半自动化的设备结合,以便杯状口罩的批量生产,以最大程度的降低成本和提高生产效率。
[0004]
现有技术中的口罩焊边设备,通常是通过人工将片料折叠,随后将折叠后的片料放在焊边定位工装上,接着再通过手动的方式带动焊压机构的焊接头往下移动,将片料压紧在超声波焊头上,从而完成整个杯状口罩的侧边焊接。这样的杯状口罩焊边方式人工操作繁琐,在进行杯状口罩的焊接前后均需要人工取放,在焊接时也需要人工控制,严重影响杯状口罩的生产效率,同时在加工过程中需要人工频繁地取放杯状口罩,工作人员容易操作失误,降低口罩的加工质量,甚至出现重大操作失误,损害工作人员的健康。
技术实现要素:
[0005]
本实用新型目的在于克服现有技术的不足,提供一种杯状口罩的滚动式焊边装置,该装置通过滚焊的方式完成对杯状口罩的侧边焊接,操作简单安全,有利于提高杯状口罩的加工效率。
[0006]
本实用新型的目的通过以下技术方案实现:
[0007]
一种杯状口罩的滚动式焊边装置,其特征在于,包括支架、焊接辊以及驱动所述焊接辊转动的转动驱动机构,所述焊接辊转动连接在支架上;其中,所述焊接辊的圆周面上设有沿径向方向凸起的焊压部,该焊压部与杯状口罩的侧边对应设置;所述焊接辊的下方设有超声波设备,该超声波设备的焊头与所述焊接辊对应设置。
[0008]
上述杯状口罩的滚动式焊边装置的工作原理是:
[0009]
当将连续的布料加工出单独的杯状口罩片料后,由人工或机器对折片料,形成折叠时的杯状口罩,随后再将未焊侧边的片料的一端送至所述焊接辊和超声波设备的焊头之间;此时,由于焊接辊在转动驱动机构的带动下持续保持转动,当折叠姿态的杯状口罩进入焊接辊与焊头之间后,在焊接辊的带动下杯状口罩向前移动,此时焊接辊上的焊压部转动至焊头的对应处时,将杯状口罩的侧边压紧在焊头上,从而将杯状口罩的侧边焊接在一起,
当杯状口罩完全经过焊接辊并移出后,完成杯状口罩的侧边焊接。杯状口罩上的两个待焊接的侧边,可以由一组焊接辊和超声波焊头一次性完成,焊接辊上同时设置两条焊压部;也可以由一组焊接辊和超声波焊头分两次完成,焊接辊上设置单条焊压部,每次焊接一条侧边;还可以由两组焊接辊和超声波焊头分两次依次完成,两个焊接辊上均设置单条焊压部,两组焊接辊和超声波焊头沿口罩传送方向依次设置。
[0010]
本实用新型的一个优选方案,其中,所述焊接辊的圆周面上设有两个焊压部,该两个焊压部与杯状口罩上的两条待焊接侧边对应。
[0011]
本实用新型的一个优选方案,所述焊压部呈圆环状设置在所述焊接辊的圆周面上。
[0012]
优选地,沿着杯状口罩的移动方向,所述焊接辊的后方设置定位挡板,该定位挡板的定位面与所述焊压部对准。
[0013]
本实用新型的一个优选方案,所述焊压部由多个矩形压块构成,所述多个矩形压块等间距设置在所述焊接辊的圆周面上。
[0014]
本实用新型的一个优选方案,沿着杯状口罩的移动方向,所述焊接辊的后方设有进料输送辊组以及驱动所述进料输送辊组转动的进料驱动机构,所述进料输送辊组包括进料主动辊和进料从动辊,所述进料主动辊和进料从动辊相切设置,所述进料驱动机构的动力输出件与所述进料主动辊连接。
[0015]
优选地,沿着杯状口罩的移动方向,所述焊接辊的前方设有出料输送辊组以及驱动所述出料输送辊组转动的出料驱动机构,所述出料输送辊组包括出料主动辊和出料从动辊,所述出料主动辊和出料从动辊相切设置,所述出料驱动机构的动力输出件与所述出料主动辊连接。
[0016]
本实用新型的一个优选方案,所述焊接辊和超声波设备的焊头有两组,所述两组焊接辊和焊头沿着杯状口罩的传送方向依次设置,且两个焊接辊上的焊压部分别与杯状口罩的两条待焊接侧边分别对应设置。
[0017]
本实用新型与现有技术相比具有以下有益效果:
[0018]
本实用新型通过滚焊的方式完成对杯状口罩的侧边焊接,操作简单安全,焊接辊连续转动式作业,减少两个口罩之间的间隔时间,有利于提高杯状口罩的加工效率;并且可以人工上料,也可由自动送料,灵活性好。
附图说明
[0019]
图1-图3为本实用新型的杯状口罩的滚动式焊边装置的第一种具体实施方式的结构示意图,其中,图1为主视图,图2为立体图,图3为焊接辊的立体图。
[0020]
图4为本实用新型的杯状口罩的滚动式焊边装置的第二种具体实施方式的中的焊接辊的立体结构示意图。
[0021]
图5-图7为本实用新型的杯状口罩的滚动式焊边装置的第三种具体实施方式的中的焊接辊的结构示意图,其中,图5为立体图,图6为杯状口罩其中一侧边需要焊接时进料的示意简图,图7为杯状口罩另一侧边需要焊接时进料的示意简图。
[0022]
图8为本实用新型的杯状口罩的滚动式焊边装置的第四种具体实施方式的立体结构示意简图。
具体实施方式
[0023]
下面结合实施例和附图对本实用新型作进一步描述,但本实用新型的实施方式不仅限于此。
[0024]
实施例1
[0025]
参见图1-图3,本实施例的杯状口罩的滚动式焊边装置,包括支架1、焊接辊2以及驱动所述焊接辊2转动的转动驱动机构,所述焊接辊2转动连接在支架1上;其中,所述焊接辊2的圆周面上设有沿径向方向凸起的焊压部7,该焊压部7与杯状口罩的侧边对应设置;所述焊接辊2的下方设有超声波设备6,该超声波设备6的焊头5与所述焊接辊2对应设置,且所述焊头5与所述焊接辊2 的圆周面相切(或留有缝隙),当焊接辊2上的焊压部7转动动与焊头5对应的位置处时,需要确保焊压部7能够将杯状口罩压紧在焊头5上。
[0026]
参见图1-图2,沿着杯状口罩的移动方向,所述焊接辊2的后方设有进料输送辊组3以及驱动所述进料输送辊组3转动的进料驱动机构,所述进料输送辊组3包括进料主动辊和进料从动辊,所述进料主动辊和进料从动辊相切设置,所述进料驱动机构的动力输出件与所述进料主动辊连接。所述进料主动辊、进料从动辊以及进料驱动机构之间通过齿轮传动机构完成动力传输,也可采用皮带传动机构完成动力传输。通过进料输送辊组3的设置,便于进行人工上料,并且能增加工作人员与焊接位置之间的距离,保障工作人员的安全。
[0027]
参见图1-图2,沿着杯状口罩的移动方向,所述焊接辊2的前方设有出料输送辊组以及驱动所述出料输送辊组4转动的出料驱动机构,所述出料输送辊组4包括出料主动辊和出料从动辊,所述出料主动辊和出料从动辊相切设置,所述出料驱动机构的动力输出件与所述出料主动辊连接。所述出料主动辊、出料从动辊以及出料驱动机构之间通过齿轮传动机构完成动力传输。通过出料输送辊组4的设置,以便完成侧边焊接后的杯状口罩出料,增加杯状口罩的出料速度和延长出料距离,以便回收。
[0028]
参见图1-图3,本实施例的杯状口罩的滚动式焊边装置的工作原理是:
[0029]
当将连续的布料加工呈单独的杯状口罩片料后,人工对折片料,形成折叠时的杯状口罩,随后再将未焊侧边的片料的一端放置在所述焊接辊2和超声波设备6的焊头5之间;此时,由于焊接辊2在转动驱动机构的带动下持续保持转动,当折叠姿态的杯状口罩进入焊接辊2与焊头5之间后,在焊接辊2的带动下杯状口罩向前移动,此时焊接辊2上的焊压部7转动至焊头5的对应处时,将杯状口罩的侧边压紧在焊头5上,从而将杯状口罩的侧边焊接在一起,当杯状口罩完全经过焊接辊2并移出后,完成杯状口罩的一条侧边焊接;接着再将杯状口罩转动一定角度,让另一条未焊接的侧边与焊接辊2上的焊压部7对准,再次进入到焊接辊2和焊头5之间进行侧边焊接,从而完成杯状口罩两条侧边的焊接。
[0030]
实施例2
[0031]
参见图4,本实施例与实施例1的不同之处在于,所述焊接辊2的圆周面上设有两个焊压部7,该两个焊压部7与杯状口罩上的两条待焊接侧边对应。通过设置两个焊压部7,使得杯状口罩进入到焊接辊2和焊头5之间后,即可完成两条侧边的焊接,有利于加快杯状口罩的侧边焊接效率。
[0032]
实施例3
[0033]
参见图5-图7,所述焊压部7呈圆环状设置在所述焊接辊2的圆周面上。通过设置这样的焊压部7,有利于降低杯状口罩的进料难度,无需与焊接辊2进行对位配合;加工时只需
要确保杯状口罩的待焊接侧边在进入焊接位置(焊接辊2 与焊头5之间)前与焊压部7呈一直线,即可完成两者的对位,杯状口罩进入到焊接位置后,在圆环状的焊压部7的压紧和焊头5的作用下即可完成侧边焊接。
[0034]
参见图6和图7,沿着杯状口罩的移动方向,所述焊接辊2的后方设置定位挡板9,该定位挡板9的定位面与所述焊压部7对准。本实施例中,所述定位挡板9设置在进料输送辊组3的后方。通过定位挡板9的设置,以便在进行人工上料时对杯状口罩进行定位,从而确保焊压部7与杯状口罩的待焊接侧边对转,有利于提高侧边焊接精度,并且提高人工上料速度和难度,有利于提高焊接加工效率。
[0035]
参见图5-图7,本实施例中,所述焊压部7由多个矩形压块8构成,所述多个矩形压块8等间距设置在所述焊接辊2的圆周面上。另外,所述压块8也可设置为圆形、三角形或其他形状。
[0036]
实施例4
[0037]
参见图8,本实施例与实施例1的不同之处在于,所述焊接辊2和超声波设备6的焊头5有两组,这两组焊接辊2和焊头5沿着杯状口罩的传送方向依次设置,且这两个焊接辊2上的焊压部7只有一条且分别与杯状口罩的两侧待焊接侧边分别对应设置。这样,分两次依次完成杯状口罩的侧边焊接,杯状口罩依次通过两组焊接辊2和焊头5即可。
[0038]
上述为本实用新型较佳的实施方式,但本实用新型的实施方式并不受上述内容的限制,其他的任何未背离本实用新型的精神实质与原理下所做的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips