
 商标分类
商标分类  商标转让
商标转让 
一种挤塑制品功能膜层的新型涂敷制备装置的制作方法
 2021-02-21 19:02:12|
2021-02-21 19:02:12| 306|
306| 起点商标网
起点商标网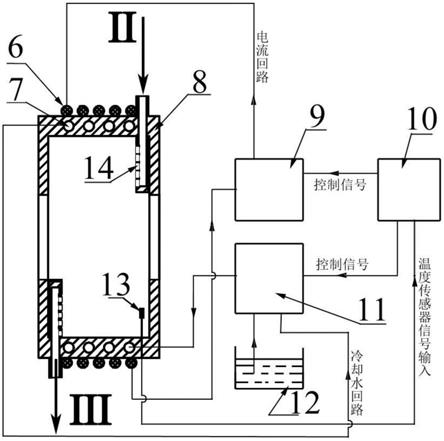
[0001]
本实用新型涉及塑料制品成型加工技术领域,具体涉及一种挤塑制品功能膜层的新型涂敷制备装置。
背景技术:
[0002]
塑料制品的应用已深入到社会的各个角落,从工业生产到衣食住行,它都无处不在。随着社会发展,在满足基本的功能性要求的同时,人们还对塑料制品提出了一些特种性能要求,如自洁防污、减阻抗磨、表面导电和界面阻隔等,在实际生产中,这类要求通常通过采用表面改性工艺,在制品表面生成特殊的功能膜层得以满足。但是,作为塑料制品一次成型加工之后,所进行的二次加工改性,目前常见的塑料表面改性工艺(如表面接枝聚合、表面喷涂、表面层积、表面电晕处理等),基本都存在工序复杂、voc(挥发性有机化合物)排放量不易达到环保要求等问题。
技术实现要素:
[0003]
本实用新型的目的在于提供一种基于气体载物的,简便环保、成本低廉的挤塑制品功能膜层的涂敷制备装置及方法,用以在塑料管、塑料膜和塑料容器等典型塑料制品表面生成具备特殊功能的覆层,满足人们对塑料制品提出的表面自洁防污、减阻抗磨、表面导电和界面阻隔等各种特殊功能要求。
[0004]
本实用新型的技术方案:一种挤塑制品功能膜层的新型涂敷制备装置,包括:
[0005]
挤出模具和模具芯棒,挤出模具内置模具芯棒,用于塑料制品挤出;
[0006]
载物气体发生装置,用于形成温度和载物量符合使用要求的气流;
[0007]
涂敷装置,用于实现膜层的均匀涂敷;
[0008]
定型冷却装置,用于塑料制品冷却定型;
[0009]
在塑料挤出模具和定型冷却装置之间,安装有第一涂敷室,从挤出模具挤出的塑料制品,先以熔融态流经膜层第一涂敷室。在第一涂敷室内,从载物气体发生装置内的外膜气溶胶发生器(粉末或液体型气溶胶发生器)流出的,载有纳米粉末(或雾化液滴)的气流,从第一涂敷室的气体入口(ⅱ)流入,气流所携载的纳米粉末(或雾化液滴)被吸附粘连到熔融的表面,形成具有特殊功能的膜层,之后气流从第一涂敷室的气体出口(ⅲ)流出,经粉末(或雾化液滴)回收装置后,排放于大气中。表面被涂敷了膜层的塑料制品则进入定型冷却装置冷却定型,得到最终的表面具有特殊功能膜的塑料制品。
[0010]
同时,对于带有空腔的塑料挤出制品,还可以从内膜气溶胶发生器(粉末或液体气溶胶发生器)分出一路气流,进入挤出模具芯棒的气体流道内,将气流携载的纳米粉末(或雾化液滴)涂敷到制品内壁,在塑料制品内壁面得到一层特殊功能膜层。
[0011]
进一步地,塑料挤出模具、第一涂敷室与定型冷却装置同轴线安装,用于从挤出模具挤出的塑料制品,依次穿过第一涂敷室和定型冷却装置,最终得以冷却定型。
[0012]
进一步地,载物气体发生装置,用于形成温度和载物量符合使用要求的气流。包括
氮气罐、调节阀、气体流量计、气压表、调压阀、内膜气溶胶发生器、气体加热器控制器、气体加热器、节流阀、外膜气溶胶发生器,其中:氮气罐、调节阀、气体流量计、气压表、调压阀、节流阀以及气体加热器均同管道依次连接,气体加热器与气体加热器控制器电气连接,气体加热器所在管道与模具芯棒内气体流道连通,且中部设置有内膜气溶胶发生器,使得气流携载的纳米粉末(或雾化液滴)涂敷到制品内壁,在塑料制品内壁面得到一层特殊功能膜层;气体加热器所在管道另一分支与第一涂敷室的气体入口(ⅱ)流道连通,使得载有纳米粉末(或雾化液滴)的气流,从第一涂敷室的气体入口(ⅱ)流入,气流所携载的纳米粉末(或雾化液滴)被吸附粘连到熔融的表面,形成具有特殊功能的膜层。
[0013]
涂敷装置,用于实现膜层的均匀涂敷。包括第一涂敷室、电磁感应加热圈、冷却水循环水路、膜层涂敷室腔壁、高频电源、pid控制器、循环水泵、冷却水存储池、气体温度传感器、紊流发生管,其中第一涂敷室侧壁内分布有冷却水循环水路,第一涂敷室外壁绕有电磁感应加热圈,冷却水循环水路与冷却水存储池通过循环水泵连通,电磁感应加热圈与高频电源电连接,第一涂敷室内气体入口(ⅱ)和气体出口(ⅲ)均设置有紊流发生管,第一涂敷室内设置有气体温度传感器,气体温度传感器与pid控制器电连接,用于提供温度信号输入,pid控制器动作端分别与高频电源及循环水泵电连接,用于输出控制信号对第一涂敷室进行升降温调节。
[0014]
本实用新型的优点在于:
[0015]
1、工序简单,成本低廉。现有的塑料制品表面改性工艺,都是在一次成型加工之后所进行的二次加工改性,为了二次加工改性的顺利进行,少不了各种中间预备工序,如表面清洗、表面腐蚀、表面电晕等,这些预备工序使产品制造流程复杂化的同时,也增加了成本。本实用新型提供的塑料制品表面改性方法,可归属于一次成型加工,它只需在普通挤出机的口模和冷却定型装置之间,简单地增加一个膜层涂敷室,并利用气溶胶发生器将纳米粉末(或雾化液滴)载于气流中,送入涂敷室即可实现功能膜层的涂敷,相比现有塑料制品表面膜层制备技术,大大简化了工艺,降低了生产成本;
[0016]
2、产品膜层均匀而牢固。限于塑料材质的物理性质,即使进行了表面磨砂、表面电晕等预处理,使用现有的塑料品表面改性工艺,制备得到的表面膜层和制品基层之间的结合强度也难以达到理想状态,随使用时间推移,容易出现剥落现象。本实用新型提供的塑料制品膜层制备方法,可以通过控制膜层涂敷室内的载物气流流场,实现膜层的均匀涂敷,同时由于膜层涂敷时,塑料制品尚处于熔融状态,具有良好的黏性,膜层材料易于嵌入制品基层中,冷却定型后,产品的表面膜层和基层实现牢固的结合,即使用本实用新型的方法,最终可得到均匀而牢固的表面膜层。
[0017]
3、工艺扩展性强。针对不同的表面改性需求,运用现有的塑料制品表面改性方法时,可能需要选择完全不同的工艺,如表面电晕(印刷)、离子喷涂(自洁防污)或表面磨砂并清洗(层积镀膜)等,以达到最佳效果。本实用新型提供的塑料制品表面改性方法,无需更换涂敷室等装置,直接更换合适的涂敷物,同时适当调整流化(或雾化)等涂敷的工艺参数,即可得到功能完全相异的表面膜层(甚至一次性在内外表面制备两种不同的膜层),实现不同的塑料制品表面改性需求,具有良好的工艺扩展性。
[0018]
4、环保性好
[0019]
现有的塑料制品表面改性工艺,或多或少都涉及到有机化合物的使用,本实用新
型提供的塑料制品表面改性方法,是一种基于气溶胶的单纯的物理涂敷方法,载物气体使用干燥的氮气,涂敷物可以随气流循环或回收,无voc污染物排放等环保问题。
附图说明
[0020]
图1是本实用新型的制备原理结构示意图;
[0021]
图2是膜层涂敷装置结构原理图;
[0022]
图3是实施例2的塑料吹塑膜表面功能膜层制备原理图。
[0023]
附图标记:挤出模具1、模具芯棒2、第一涂敷室3、管状制品4、定型冷却装置5、电磁感应加热圈6、冷却水循环水路7、膜层涂敷室腔壁8、高频电源9、pid控制器10、循环水泵11、冷却水存储池12、气体温度传感器13、紊流发生管14、氮气罐15、调节阀16、气体流量计17、气压表18、调压阀19、内膜气溶胶发生器20、气体加热器控制器21、气体加热器22、节流阀23、外膜气溶胶发生器24、膜泡管挤出模25、第二涂敷室26、冷却风环27、膜泡坯28、膜泡29、导向辊30、压辊31。
具体实施方式
[0024]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0025]
实施例1、一种挤塑制品功能膜层的新型涂敷制备装置,包括:
[0026]
挤出模具1和模具芯棒2,挤出模具1内置模具2芯棒,用于塑料制品挤出;
[0027]
载物气体发生装置,用于形成温度和载物量符合使用要求的气流;
[0028]
涂敷装置,用于实现膜层的均匀涂敷;
[0029]
定型冷却装置5,用于塑料制品冷却定型;
[0030]
在塑料挤出模具1和定型冷却装置5之间,安装有第一涂敷室3,涂敷室采用铁碳合金加工而成,从挤出模具1挤出的塑料制品,先以熔融态流经膜层第一涂敷室3。在第一涂敷室3内,从载物气体发生装置内的外膜气溶胶发生器24(粉末或液体型气溶胶发生器)流出的,载有纳米粉末(或雾化液滴)的气流,从第一涂敷室3的气体入口(ⅱ)流入,气流所携载的纳米粉末(或雾化液滴)被吸附粘连到熔融的表面,形成具有特殊功能的膜层,之后气流从第一涂敷室3的气体出口(ⅲ)流出,经粉末(或雾化液滴)回收装置后,排放于大气中。表面被涂敷了膜层的塑料制品则进入定型冷却装置5冷却定型,得到最终的表面具有特殊功能膜的塑料制品。
[0031]
与此同时,为完成管材制品内表面功能膜层制备,从内膜气溶胶发生器20(或液体雾化器)流出的气流,进入挤出模具芯棒2的气体流道内,将气流携载的纳米粉末(或雾化液滴)涂敷到处于熔融状态的管材制品内壁,之后再经过冷却定型装置5,在塑料制品内壁面也制备得一层特殊功能膜层。最终得到的产品内外表面各制备有一层功能膜层,使产品内外表面都被成功改性。
[0032]
具体地,本实用新型中的载物气体采用氮气,氮气从高压氮气罐15中流出,依次经过调节阀16、气体流量计17、气压表18、精密调压阀19、节流阀23、气体加热器22、外膜气溶
胶发生器24(内膜气溶胶发生器20),形成温度和载物量均符合使用要求的气流,用于产品外膜或内膜层涂敷。
[0033]
pid控制器10依据气体温度传感器13采集到的温度信号,对高频电源9和循环水泵11进行控制,实现第一涂敷室3腔内气体温度恒定,且具体温度可以在一定范围内调节。为了实现膜层的均匀涂敷,在气体的入口和出口处还增设有紊流发生管14。
[0034]
具体地,为实施该方法,配备有特制的气溶胶发生器(或液体雾化器),用于将纳米粉末(或雾化液滴)负载于气流之中。
[0035]
具体地,第一涂敷室3在结构原理不变的情况下,其大小和形状可依据产品生产的实际需要进行定制,实现膜层均匀而可控地涂敷制备,并不受本技术方案所限。
[0036]
具体地,第一涂敷室3内气体温度可以保持恒定,且温度值可以在25-250℃范围内连续调节。
[0037]
具体地,载物气体的温度可以在25-250℃范围内调整,优选110-250℃。
[0038]
具体地,载物气体的流量可以通过在0-5m3/h范围内调整,优选3-5m3/h。
[0039]
关于载物气体的温度与流量的关系,本实用新型人进行过多次试验,下表1是相关的试验数据。
[0040]
表1
[0041]
序号温度(℃)流量(m3/h)膜层涂敷均匀效果膜层之间结合强度效果1250差差2701.5一般差31102.5好一般41753好好52505好好
[0042]
实施例2、请参阅图3,本实用新型还提供了一种塑料吹塑膜表面功能膜层制备方法。
[0043]
为完成塑料吹塑膜外表面功能膜层制备,参考实施例1,在膜泡管挤出模25和冷却风环27之间,设置有涂敷装置,涂敷装置的第一涂敷室3替换为膜层第二涂敷室26。吹塑膜加工时,从膜泡管挤出模25挤出的圆筒状膜泡坯29,先穿过第二涂敷室26,再经过冷却风环27并被管内气体吹成膜泡29,之后经导向辊30和压辊31被卷收打包。膜泡坯28流经膜层第二涂敷室26时,表面处于熔融状态,具有良好的黏性,此时在第二涂敷室26内,从载物气体发生装置内的外膜气溶胶发生器24(粉末或液体型气溶胶发生器)流出的,载有纳米粉末(或雾化液滴)的气流,从第二涂敷室26的气体入口(ⅳ)流入,气流所携载的纳米粉末(或雾化液滴)被吸附粘连到熔融的表面,形成具有特殊功能的膜层,之后气流从第二涂敷室26的气体出口(
ⅴ
)流出,经粉末(或雾化液滴)回收装置后,排放于大气中,完成产品表面膜层的涂敷,得到的塑料制品外表面被改性,具有特殊的功能膜层。
[0044]
与此同时,为完成塑料膜泡内表面功能膜层制备,膜泡胚28吹胀气流直接从内膜气溶胶发生器20(或液体雾化器)分出,携载纳米粉末(或雾化液滴)的膜泡29吹胀气流,从气体入口(
ⅵ
)流入并从气体出口(
ⅶ
)流出,在将膜泡坯28吹胀为膜泡29的同时,气流携载的纳米粉末(或雾化液滴)被涂敷到处于熔融状态的膜泡坯28和膜泡29内壁,在塑料膜内壁面也制备得一层特殊功能膜层。最终得到的塑料膜内外表面各制备有一层功能膜层,使产
品内外表面都被成功改性。
[0045]
在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0046]
尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips