
 商标分类
商标分类  商标转让
商标转让 
一种偏光膜弯度成型装置的制作方法
 2021-02-21 19:02:38|
2021-02-21 19:02:38| 377|
377| 起点商标网
起点商标网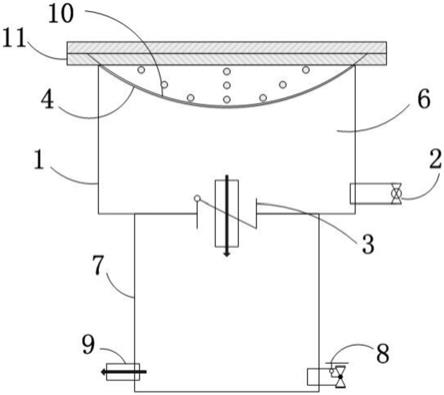
[0001]
本实用新型涉及一种镜片膜压弯模具,尤其涉及一种偏光膜弯度成型装置,属于光学镜片膜加工设备技术领域。
背景技术:
[0002]
传统的偏光镜片生产方法是将预先制备好的偏光膜粘贴在模具内,再在模具内注入树脂单体固化而成。当偏光膜粘贴在模具面上时,要求偏光膜完全地粘贴在模具上,不能出现褶皱。但是镜片都是有一定弯度的,相应模具也有弯度,若偏光膜是平整的,要将平整的偏光膜贴在模具上而不出现褶皱并不容易,因此,比较好的办法是将偏光膜预先制成与模具相对的弯度。
[0003]
目前,将偏光镜片使用的偏光膜分为两大类,一类是pva聚乙烯醇偏光膜,其厚度为0.04mm,俗称软膜;另一类是pva聚乙烯醇偏光膜与复合材料结合而成的复合偏光膜,其厚度大于或等于0.2mm,俗称硬膜。软膜弯度成型是将软化后的软膜贴附在设计弯度的磨砂玻璃模具上,烘干定型实现的;硬膜弯度成型是通过高温过程中金属模压或真空吸附成型来实现的。两者在生产工艺和生产设备上是完全不同的。因此,为了节约成本,偏光镜片生产企业通常只能选择一种膜材进行生产,这种局限性就限制了产品的覆盖范围。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是,克服现有技术的缺点,提供一种偏光膜弯度成型装置,采用该装置既可以对软膜进行加工,也可以对复合偏光膜进行加工,在不更换工装的情况下,加工对象可迅速切换,节约了生产成本,提高了生产效率。
[0005]
为了解决以上技术问题,本实用新型提供的一种偏光膜弯度成型装置,包括用以夹持偏光膜的夹具以及设于夹具一侧的成型组件,所述成型组件包括成型模板和一侧开放的负压室,所述偏光膜通过夹具密封在所述负压室的开放侧,在所述偏光膜与负压室之间的密闭空间形成一个负压腔,所述负压室上设有连通所述负压腔的抽气口,所述成型模板设于所述偏光膜与负压室之间的负压腔内。
[0006]
本实用新型通过夹具固定偏光膜并将偏光膜置于成型组件中的成型模板上,与成型组件的负压室形成一个密闭空腔,利用抽气口抽真空,使成型组件的密闭空腔产生负压,致使偏光膜贴合在成型模板的工作面上。
[0007]
优选地,所述抽气口中设有气体止逆阀,所述负压室通过气体止逆阀与真空室相连通,所述气体止逆阀的气体流通方向为由负压腔流入真空室的内腔中。
[0008]
优选地,所述真空室的一侧敞开,所述负压室密封安装在所述真空室的敞开侧,所述真空室上设有连通真空室内腔的真空泵连接口。
[0009]
上述结构中,真空室通过真空泵抽真空,形成真空环境,对与其相连通的负压室起到抽真空作用。同时,采用单向的气体止逆阀使负压室保持负压状态。
[0010]
优选地,在所述负压室的壳体上设有第一泄压口,所述第一泄压口中设有泄压阀;
在所述真空室的壳体上设有第二泄压口,所述第二泄压口中设有电磁泄压阀。
[0011]
上述结构中,真空室通过电磁泄压阀去真空,则成型组件可脱离真空室,进行下一步定型操作。
[0012]
优选地,所述负压室的横截面为圆形或方形,所述真空室的横截面为圆形或方形。
[0013]
优选地,在所述成型模板上制有多个通气孔,并且所述成型模板设有呈凹弧形且具有一定弯度的工作面。
[0014]
优选地,所述通气孔的直径小于或等于0.5mm,成型模板的厚度为1~1.5mm。
[0015]
优选地,所述工作面为球面或非球面。
[0016]
优选地,所述成型模板通过卡环与负压室的开口端固定连接。成型模板的直径与负压室的外径一致,在负压室的开口面上设有与卡环相配合的卡槽,通过卡环可将成型模板的边缘卡在负压室开口面的卡槽内。这样,通过卡环可以更换不同的成型模板。
[0017]
优选地,所述夹具包括上夹圈和下夹圈,在所述上夹圈与下夹圈之间设置有偏光膜,通过上、下夹圈可将偏光膜的边缘夹持固定,同时上、下夹圈的内径略大于负压室的外径,夹具安装在负压室开放侧即是上、下夹圈套在负压室的外侧壁上。
[0018]
本实用新型的优点是使用可更换的成型模板进行弯膜成型,既可以对软膜进行加工,也可以对复合偏光膜进行加工,在不更换工装的情况下,加工对象可快速切换,操作简便且成型快,节约了生产成本,提高了生产效率。
附图说明
[0019]
图1为本实用新型的分解示意图。
[0020]
图2为本实用新型的组装示意图。
[0021]
图3为本实用新型中偏光膜弯度成型的加工示意图。
[0022]
图4为本实用新型中成型组件与夹具的组合装配示意图。
[0023]
图5为本实用新型中成行模板的俯视图。
[0024]
图6为图1的横剖图。
[0025]
图中:1.负压室,2.泄压阀,3.气体止逆阀,4.成型模板,5.卡环,6.负压腔,7.真空室,8.电磁泄压阀,9.真空泵连接口,10.偏光膜,11.夹具。
具体实施方式
[0026]
如图1和图2所示,一种偏光膜弯度成型装置,主要由成型组件、真空室7和夹具11组成,夹具11用以夹持偏光膜10并设于成型组件一侧,真空室7设于成型组件另一侧。成型组件为主要组件,包括成型模板4、卡环5和一侧开放的负压室1,负压室1由壳体和内部空腔组成,偏光膜10通过夹具11密封在负压室1的开放侧,偏光膜10与负压室1之间的密闭空间形成一个负压腔6,成型模板4设于偏光膜10与负压室1之间的负压腔6内,且成型模板4通过卡环5与负压室1的开口端固定连接。在负压室1的壳体底面中心设有连通负压腔6的抽气口,抽气口中设有气体止逆阀3,负压室1通过气体止逆阀3与真空室7相连通,气体止逆阀3的气体流通方向为由负压腔6流入真空室7的内腔中。真空室7为辅助组件,真空室7由壳体和内部空腔组成,且真空室7的一侧敞开,负压室1密封安装在真空室7的敞开侧,在负压室1与真空室7的接触面上设有用于辅助密封的柔性材料。另外,在负压室1的壳体侧壁上设有
第一泄压口,第一泄压口中设有泄压阀2,在真空室7的壳体侧壁上设有第二泄压口,第二泄压口中设有电磁泄压阀8。真空室7的壳体侧壁上还设有连通真空室内腔的真空泵连接口9,真空泵连接口9连接真空泵。真空泵启动时,电磁泄压阀8关闭,抽真空工作;真空泵关闭,电磁泄压阀8打开,去真空,成型组件可移除。
[0027]
在此,对夹具11进行描述。夹具11包括上夹圈和下夹圈,在上夹圈与下夹圈之间设置有偏光膜10,这样通过上、下夹圈可将偏光膜10的边缘固定,同时上、下夹圈可通过其上设置的卡槽和卡块进行配合连接。由于上、下夹圈的内径略大于负压室1的外径,夹具11安装时会导致下夹圈套在负压室1的外侧壁上。
[0028]
负压室1为柱状单底面空心结构,负压室1、卡环5的材料为金属或工程塑料,其横截面为圆形或方形,优选铝材料的圆形结构,负压室1的壁厚大于或等于3mm,优选壁厚为3~10mm,更为优选壁厚为5~6mm;成型模板4为设计成不同弯度的金属薄板,优选铝板,其厚度大于或等于1mm,优选厚度为1~5mm,更为优选厚度为1~1.5mm。真空室7的材料为金属或工程塑料,其横截面为圆形或方形,优选铝材料的圆形结构,真空室7的壁厚大于或等于3mm,优选壁厚为3~10mm,更为优选壁厚为5~6mm。真空室7的外径小于或等于负压室1的外径,优选的真空室外径小于负压室外径10~20mm。夹具11呈圆环或方环状,其直径或边长大于或等于负压室1的外径。
[0029]
如图5和图6所示,在成型模板4上制有多个通气孔(通气孔的数目大于3个),多个通气孔呈不同直径的同心圆环形分布,以保证偏光膜10各处所受真空压力均匀一致。其中,通气孔的直径小于或等于0.5mm。当通气孔直径为0.1mm时,其数目为9个;当通气孔直径为0.05mm时,其数目大于30个。成型模板4上还设有呈凹弧形且具有一定弯度的工作面,该工作面为球面或非球面,根据偏光膜的材料性质可优选球面设计。另外,成行模板4的直径与负压室1的外径一致,在负压室1的开口面上设有与卡环5相配合的卡槽,通过卡环5可将成型模板4的边缘卡在负压室1开口面的卡槽内。
[0030]
如图3所示,软化后的偏光膜10通过夹具11固定后放置在负压室1上,软化的偏光膜10与卡环5的平面接触实现密封,负压室1放置在真空室7上,二者接触面密封,三者形成统一的密闭空间。将真空室7固定于工作台上,此时泄压阀2处于关闭状态,启动真空泵并关闭电磁泄压阀8,抽真空使真空室7为真空状态,由于负压腔6通过气体止逆阀3与真空室7相连,并且气体止逆阀3的气体流向为图中箭头所示方向,导致负压室1内的气体由负压腔6向真空室7排出,此时负压腔6呈现负压状态。同时,由于成型模板4上的通气孔导气,在偏光膜10与卡环5之间的空间内产生负压,利用真空负压,使偏光膜10吸附在成型模板4的工作面上,得到所需弯度的偏光膜10。
[0031]
如图4所示,当真空泵关闭时,电磁泄压阀8打开,真空室7内去真空,则成型组件与真空室7可分离。此时,由于气体止逆阀3的作用,偏光膜10与成型组件1组成的负压腔6内部仍为负压状态,偏光膜10仍贴合于成型模板4的工作面上。成型组件与偏光膜10以及夹具11组成的整体,可流入下一工序进行进一步加工。待加工完成后,将泄压阀2打开,平衡负压腔6内外压力,则可以取下所需要的弯膜。
[0032]
工作时,泄压阀2关闭,软化后的偏光膜10采用夹具11固定,放置在成型组件的负压室1上,形成密闭空腔。气体止逆阀3通过真空室7的抽真空,使成型组件1的负压腔形成负压,偏光膜10吸附于成型模板4上,且在真空室7去真空后仍旧保持负压。将成型组件1与偏
光膜10一同进行下一步定型操作,结束后打开泄压阀2,即可得到成型的偏光膜。
[0033]
本实用新型摒弃偏光膜利用铝模以及玻璃模具成型的传统方法,使用可更换的成型模板进行弯膜成型,既可以对pva偏光膜进行加工,也可以对tac或pc等复合偏光膜进行加工,加工对象可快速切换,操作简便且成型快捷。由此可以丰富产品系列,拓展市场空间。
[0034]
除上述实施例外,本实用新型还可以有其他实施方式,例如成型模板的工作面除了呈凹弧形外,还可以呈凸弧形。凡采用等同替换或等效变换形成的技术方案,均落在本实用新型要求的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips