
 商标分类
商标分类  商标转让
商标转让 
一种风电叶片后缘直接粘接区域挡胶结构的制作方法
 2021-02-21 18:02:53|
2021-02-21 18:02:53| 290|
290| 起点商标网
起点商标网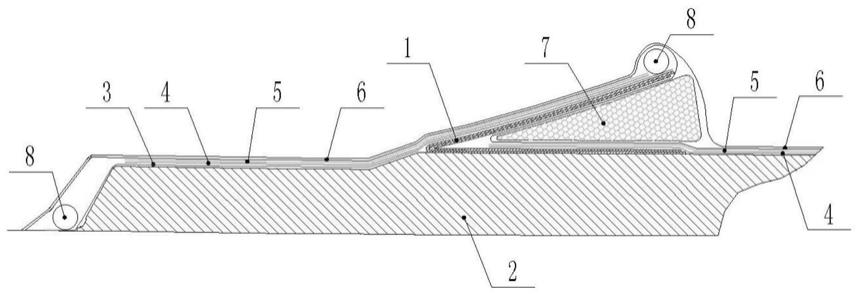
[0001]
本实用新型涉及电力领域,具体是一种风电叶片后缘直接粘接区域挡胶结构。
背景技术:
[0002]
风电叶片的上下壳体,即ps面壳体和ss面壳体,是通过合模胶粘接成一体的。为了满足粘接宽度和厚度的要求,合模胶实际用量要略大于理论用量,多余的合模胶在合模后会被挤向粘接区两侧。叶片后缘没有粘接角的直接粘接区域,空间十分狭小,且结构扁平。在此区域,叶片外部多余的合模胶可以在后续处理过程中清除,但残留在了叶片内部的合模胶大部分都无法进行清理。
[0003]
残余的合模胶不仅增加了叶片的重量,影响了叶片的气动性能,在叶片运行时也存在脱落的可能。残余合模胶一旦脱落,就会给机组带来很多问题:1)产生持续的噪声污染,误导维护人员对叶片运行状态的判断,如果进行停机检查,会造成不必要的经济损失;2)叶片运行过程中,合模胶块会对叶片内腔产生冲击,破坏叶片结构,形成质量隐患。3)残余合模胶清理困难,次数频繁,清理成本高,且影响发电量。
[0004]
因此,在叶片制造过程中,杜绝叶片后缘直接粘接区域的合模胶残留是非常有必要的,如何设计一种合理的挡胶结构也是亟待解决的。
技术实现要素:
[0005]
本实用新型的目的在于提供一种风电叶片后缘直接粘接区域挡胶结构,以解决上述背景技术中提出的问题。
[0006]
为实现上述目的,本实用新型提供如下技术方案:
[0007]
一种风电叶片后缘直接粘接区域挡胶结构,包括挡胶板、ss面壳体和支撑垫块;挡胶板设在ss面壳体上且位于ss面壳体的粘结区域(粘结区域内刮涂合模胶)的内侧,并且距粘接区域4-6mm,形成上下开口结构,下侧与ss面壳体贴合,上侧与合模后的ps面壳体贴合,挡胶板的开口角度略大于使用位置的内腔角度,合模过程中受挤压后形变约5mm,该形变下的挡胶板有一定的强度,可以抵挡合模胶流动的冲击力和上下壳体下压的挤压力,不会因被挤裂而失效;所述支撑垫块插入到挡胶板内部,支撑挡胶板成型,并且支撑垫块与挡胶板形成的内侧腔体相配合,尺寸略大于挡胶板,便于放置和取出,其角度略大于挡胶板内侧腔体的角度尺寸。
[0008]
进一步的:所述ss面壳体上依次铺设有脱模布、隔离膜、导流网和真空袋膜。
[0009]
进一步的:所述挡胶板为玻纤布,采用两层双轴布,其宽度为10-15cm。
[0010]
进一步的:所述支撑垫块采用玻璃钢包裹pvc芯材制成,并且其表面平滑无毛刺。
[0011]
进一步的:所述脱模布的上端延伸到挡胶板的上端,并且向下翻折到挡胶板的端部下方,另外一端铺设到模具法兰上;隔离膜和导流网的一端沿脱模布的表面延伸到模具法兰上,另外一端延伸到挡胶板的上端;在模具法兰边和挡胶板顶端设置有螺旋抽气管。
[0012]
进一步的:所述真空袋膜设置为双层结构,铺设第一层真空袋膜,在挡胶板位置留
出足够余量,放入支撑垫块将挡胶板垫起,抽真空时调整挡胶板,使其平直无褶皱并与支撑垫块贴实,抽紧后铺设第二层真空袋膜。
[0013]
与现有技术相比,本实用新型的有益效果是:
[0014]
(1)结构设计合理,操作方便,成本低廉,实用性强。
[0015]
(2)经过挡胶板的阻挡,合模胶可以充分填充粘接区域,使上下壳体更好的粘接,提高粘接质量。
[0016]
(3)能够有效地减少壳体内部的残余合模胶,降低叶片重量,提高叶片的气动性能。
[0017]
(4)风机叶片运行时,减少噪声,减少残胶对风电叶片内部结构的冲击和损伤,保证叶片质量。
[0018]
(5)降低维修人员钻到风机叶片内部进行除胶的成本,减少风电设备的运行维护成本,提高风电机组运行效率,解决存在的安全隐患。
附图说明
[0019]
图1为一种风电叶片后缘直接粘接区域挡胶结构在ss面壳体铺层时的结构示意图。
[0020]
图2为一种风电叶片后缘直接粘接区域挡胶结构在风电叶片中的截面图。
[0021]
图中:1-挡胶板,2-ss面壳体,3-脱模布,4-隔离膜,5-导流网,6-真空袋膜,7-支撑垫块,8-螺旋抽气管,9-合模胶,10-ps面壳体。
具体实施方式
[0022]
请参阅图,本实用新型实施例中,一种风电叶片后缘直接粘接区域挡胶结构,包括挡胶板1、ss面壳体2和支撑垫块7;所述挡胶板1为玻纤布,采用两层双轴布,其宽度为10-15cm,挡胶板1设在ss面壳体2上且位于ss面壳体2的粘结区域(粘结区域内刮涂合模胶9)的内侧,并且距粘接区域4-6mm,形成上下开口结构,下侧与ss面壳体2贴合,上侧与合模后的ps面壳体10贴合,挡胶板1的开口角度略大于使用位置的内腔角度,合模过程中受挤压后形变约5mm,该形变下的挡胶板1有一定的强度,可以抵挡合模胶9流动的冲击力和上下壳体下压的挤压力,不会因被挤裂而失效;所述支撑垫块7插入到挡胶板1内部,支撑挡胶板1成型,并且支撑垫块7与挡胶板1形成的内侧腔体相配合,尺寸略大于挡胶板1,便于放置和取出,其角度略大于挡胶板1内侧腔体的角度尺寸;所述支撑垫块7采用玻璃钢包裹pvc芯材制成,并且其表面平滑无毛刺。
[0023]
所述ss面壳体2上依次铺设有脱模布3、隔离膜4、导流网5和真空袋膜6,脱模布3的上端延伸到挡胶板1的上端,并且向下翻折到挡胶板1的端部下方,另外一端铺设到模具法兰(图中未画出)上,隔离膜4和导流网5的一端沿脱模布3的表面延伸到模具法兰上,另外一端延伸到挡胶板1的上端;在模具法兰边和挡胶板1顶端设置有螺旋抽气管8;所述真空袋膜6设置为双层结构,铺设第一层真空袋膜6,在挡胶板1位置留出足够余量,放入支撑垫块7将挡胶板1垫起,抽真空时调整挡胶板1,使其平直无褶皱并与支撑垫块7贴实,抽紧后铺设第二层真空袋膜6。
[0024]
挡胶结构的施工方法:
[0025]
a.完成ss面壳体2的玻纤布铺层后,在叶片后缘直接粘接区域内侧画标记线,标记线与叶片模具分型线间距为该位置的粘接宽度+5mm;
[0026]
b.在标记线内侧铺设挡胶板1,以标记线为基准对称铺设,一半与ss面壳体2固定贴实,另一半向上翻折;
[0027]
c.在ss面壳体2后缘直接粘接区域铺设脱模布3,脱模布3一侧铺设到模具法兰上,另一侧铺设到挡胶板1翻折的玻纤布顶端;
[0028]
d.铺设真空辅材,隔离膜4和导流网5同宽,距离各边线尺寸可根据真空灌注情况适当调整,螺旋抽气管8布置于叶片模具法兰边和挡胶板玻纤布顶端;
[0029]
e.铺设第一层真空袋膜6,在挡胶板1位置留出足够余量,放入支撑垫块7将挡胶板1垫起,抽真空时注意调整挡胶板1,使其基本平直无褶皱并与支撑垫块7贴实,抽紧后铺设第二层真空袋膜6;
[0030]
f.对叶片ss面壳体2和挡胶板1等进行真空灌注及预固化,一体成型制得叶片ss面壳体2和挡胶板1;根据叶片制作工艺,完成辅材清理、试合模、合模胶刮涂等工序;
[0031]
g.翻转合模,合模胶9将ss面壳体2和ps面壳体10粘接在一起;挡胶板1在两面壳体间受到挤压变形,与ps面贴实,阻断合模胶9流向叶片内部的通道,使合模胶可以充分填充粘接区域,提高粘接质量;同时,多余的合模胶只能从合模缝挤到叶片外侧。
[0032]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 玻纤布
 热门咨询
热门咨询




tips