
 商标分类
商标分类  商标转让
商标转让 
一种具有冷却机构的热流道模具的制作方法
 2021-02-21 18:02:31|
2021-02-21 18:02:31| 279|
279| 起点商标网
起点商标网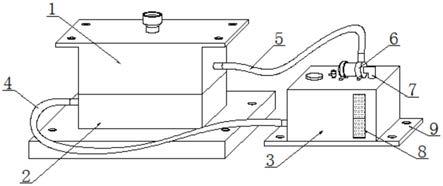
[0001]
本实用新型涉及热流道模具技术领域,具体是一种具有冷却机构的热流道模具。
背景技术:
[0002]
热流道模具是指利用加热装置使流道内熔体始终不凝固的模具。因为它比传统模具成形周期短,而且更节约原料,所以热流道模具在当今世界各工业发达国家和地区均得到极为广泛的应用了,热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成,热流道附件通常包括:加热器和热电偶、流道密封圈、接插件及接线盒等,热流道模具大多用于加工精密塑料零件。
[0003]
但是,目前市场上的热流道模具,大多没有相应的冷却装置,不能使模具内部的物料快速冷却,达到脱模要求,不利于工作效率的提高,装置的结构复杂,安装较为繁琐,不利于快速更换模具进行铸模,大多上下模具的连接处连接孔较多,出模时物料容易碰触模具造成物料损坏。因此,本领域技术人员提供了一种具有冷却机构的热流道模具,以解决上述背景技术中提出的问题。
技术实现要素:
[0004]
本实用新型的目的在于提供一种具有冷却机构的热流道模具,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本实用新型提供如下技术方案:
[0006]
一种具有冷却机构的热流道模具,包括上模具,所述上模具的下方设置有下模具,所述上模具的一侧外表面贯通安装有水液输出管,所述下模具的一侧外表面贯通安装有水液回流管,所述水液回流管的另一端贯通安装有水箱,所述水箱的上表面贯穿安装有汲水管,所述汲水管的上端位于水箱的上表面位置处安装有水泵,所述上模具的一侧外表面上端位置处焊接有上模具固定板,所述下模具的下表面焊接有下模座固定板,所述水箱的下表面一侧焊接有水箱固定板,所述水箱的前表面安装有透窗,所述上模具的上表面贯穿安装有热流道,所述上模具的下表面开设有上铸塑槽,所述下模具的上表面开设有下铸塑槽。
[0007]
作为本实用新型再进一步的方案:所述热流道的上端贯通焊接有进料口,所述热流道的下端贯通焊接有浇口,所述上模具的下表面焊接有对模杆,所述下模具的上表面临近下铸塑槽的位置处开设有对模孔。
[0008]
作为本实用新型再进一步的方案:所述上模具的内部位于上铸塑槽的上方位置处开设有上空腔,所述上空腔的下表面贯通焊接有插管,所述上空腔的一侧贯通焊接有进水口,所述下模具的内部位于下铸塑槽的下方位置处开设有下空腔,所述下空腔的上表面贯通开设有插孔,所述下空腔的一侧下端贯通焊接有出水口。
[0009]
作为本实用新型再进一步的方案:所述汲水管的下端临近水箱的内部下表面,所述汲水管的上端贯穿水箱的上表面与水泵的输入端贯通连接,所述水泵的输出端贯通连接水液输出管的输入端,所述水液输出管的输出端贯通连接上模具的输入端,所述上模具的
输出端贯通连接下模具的输入端,所述下模具的输出端贯通连接水液回流管的输入端,所述水液回流管的输出端贯通连接水箱的输入端,所述水箱的安装平面低于上模具与下模具的安装平面。
[0010]
作为本实用新型再进一步的方案:所述对模杆与对模孔的位置相对应,所述上模具与下模具通过对模杆与对模孔卡合连接,所述热流道的下端通过浇口与上铸塑槽的上表面贯通连接。
[0011]
作为本实用新型再进一步的方案:所述上空腔与水液输出管通过进水口贯通连接,所述下空腔与水液回流管通过出水口贯通连接,所述插管的位置与插孔的位置相对应,且插管的外径与插孔的内径相适配,所述上空腔与下空腔通过插管与插孔贯通连接。
[0012]
与现有技术相比,本实用新型的有益效果是:
[0013]
1.本实用新型热流道模具,设置有相应的冷却装置,且冷却装置与模具为一体式设计,采用水冷形式进行降温,能使模具内部的物料快速冷却,从而快速达到脱模要求,有利于工作效率的提高,装置上的液压构件推动上模具卡入下模具的上表面,且插管插入插孔的内部,上铸塑槽与下铸塑槽对应卡合形成整体模具铸塑槽,通过热流道把物料导入上铸塑槽与下铸塑槽的内部,水泵运行,通过汲水管抽取水箱内部的清水,通过水液输出管与进水口进入上空腔的内部,上空腔内部的水液通过插管循环到下空腔的内部,通过上空腔与下空腔对上铸塑槽与下铸塑槽内部的物料冷却处理,下空腔内部的水液通过出水口与水液回流管循环回水箱的内部,进行水液的冷热置换,水箱内部的热量通过排气阀排出,冷却完成后,水泵停止运行,上空腔与下空腔内部的水液回流于水箱的内部。
[0014]
2.本装置的结构简单,安装较为便捷,有利于快速更换模具进行铸模,本装置下模具的连接处连接孔较少,从而减少了上模具的连接杆,避免出模时物料碰触模具造成物料损坏,通过螺钉贯穿下模座固定板把下模具固定到铸模台面上,把上模具通过螺钉贯穿上模具固定板固定到装置的液压构件下,且上模具与下模具的位置相对应,然后,开始使用,装置上的液压构件推动上模具卡入下模具的上表面,外部物料导入热流道导入上铸塑槽与下铸塑槽的内部,完成物料的铸塑。
附图说明
[0015]
图1为一种具有冷却机构的热流道模具的结构示意图;
[0016]
图2为一种具有冷却机构的热流道模具中上模具的透视图;
[0017]
图3为一种具有冷却机构的热流道模具中下模具的透视图。
[0018]
图中:1、上模具;2、下模具;3、水箱;4、水液回流管;5、水液输出管;6、水泵; 7、汲水管;8、透窗;9、水箱固定板;10、上模具固定板;11、上铸塑槽;12、热流道; 13、进料口;14、浇口;15、上空腔;16、插管;17、进水口;18、对模杆;19、下铸塑槽;20、下模座固定板;21、下空腔;22、插孔;23、出水口;24、对模孔。
具体实施方式
[0019]
请参阅图1~3,本实用新型实施例中,一种具有冷却机构的热流道模具,包括上模具 1,上模具1的下方设置有下模具2,上模具1的一侧外表面贯通安装有水液输出管5,下模具2的一侧外表面贯通安装有水液回流管4,水液回流管4的另一端贯通安装有水箱3,水箱3
的上表面贯穿安装有汲水管7,汲水管7的上端位于水箱3的上表面位置处安装有水泵6(型号为nmdp51),上模具1的一侧外表面上端位置处焊接有上模具固定板10,下模具2的下表面焊接有下模座固定板20,水箱3的下表面一侧焊接有水箱固定板9,水箱3的前表面安装有透窗8,上模具1的上表面贯穿安装有热流道12,上模具1的下表面开设有上铸塑槽11,下模具2的上表面开设有下铸塑槽19,汲水管7的下端临近水箱3的内部下表面,汲水管7的上端贯穿水箱3的上表面与水泵6的输入端贯通连接,水泵6的输出端贯通连接水液输出管5的输入端,水液输出管5的输出端贯通连接上模具1的输入端,上模具1的输出端贯通连接下模具2的输入端,下模具2的输出端贯通连接水液回流管4的输入端,水液回流管4的输出端贯通连接水箱3的输入端,水箱3的安装平面低于上模具1与下模具2的安装平面,首先,取出装置,把装置安装到机器上,通过螺钉贯穿下模座固定板20把下模具2固定到铸模台面上,把上模具1通过螺钉贯穿上模具固定板 10固定到装置的液压构件下,且上模具1与下模具2的位置相对应,把热流道12的上端连接到外部物料输出口,把清水加入水箱3的内部,通过透窗8贯穿水箱3内部的液位,把水液输出管5的一端贯通连接上模具1的内部,把水液回流管4的一端贯通连接下模具 2的内部,然后,开始使用,装置上的液压构件推动上模具1卡入下模具2的上表面,外部物料导入热流道12导入上铸塑槽11与下铸塑槽19的内部,完成物料的铸塑,最后,水泵6运行,通过汲水管7抽取水箱3内部的清水,通过水液输出管5进入上模具1的内部,上模具1内部的水液进入下模具2的内部对上铸塑槽11与下铸塑槽19内部的物料冷却处理,下模具2内部的水液通过水液回流管4循环回水箱3的内部,进行水液的冷热置换,冷却完成后,水泵6停止运行,上模具1与下模具2内部的水液回流于水箱3的内部,上模具1上的液压装置收缩,分开上模具1与下模具2的连接,取出铸塑后的物料即可。
[0020]
在图2、3中:热流道12的上端贯通焊接有进料口13,热流道12的下端贯通焊接有浇口14,上模具1的下表面焊接有对模杆18,下模具2的上表面临近下铸塑槽19的位置处开设有对模孔24,对模杆18与对模孔24的位置相对应,上模具1与下模具2通过对模杆18与对模孔24卡合连接,热流道12的下端通过浇口14与上铸塑槽11的上表面贯通连接,把热流道12的上端通过进料口13连接到外部物料输出口,开始使用,装置上的液压构件推动上模具1卡入下模具2的上表面,且对模杆18插入对模孔24的内部,上铸塑槽11与下铸塑槽19对应卡合形成整体模具铸塑槽,通过进料口13把外部物料导入热流道12的内部,通过浇口14把物料导入上铸塑槽11与下铸塑槽19的内部,完成物料的铸塑。
[0021]
在图2、3中:上模具1的内部位于上铸塑槽11的上方位置处开设有上空腔15,上空腔15的下表面贯通焊接有插管16,上空腔15的一侧贯通焊接有进水口17,下模具2的内部位于下铸塑槽19的下方位置处开设有下空腔21,下空腔21的上表面贯通开设有插孔 22,下空腔21的一侧下端贯通焊接有出水口23,上空腔15与水液输出管5通过进水口 17贯通连接,下空腔21与水液回流管4通过出水口23贯通连接,插管16的位置与插孔 22的位置相对应,且插管16的外径与插孔22的内径相适配,上空腔15与下空腔21通过插管16与插孔22贯通连接,把清水加入水箱3的内部,通过透窗8贯穿水箱3内部的液位,把水液输出管5的一端通过进水口17贯通连接上模具1的内部,把水液回流管4的一端通过出水口23贯通连接下模具2的内部,然后,开始使用,装置上的液压构件推动上模具1卡入下模具2的上表面,且插管16插入插孔22的内部,上铸塑槽11与下铸塑槽19对应卡合形成整体模具铸塑槽,通过进料口13把外部物料导入热流道12的内部,通过浇口14把物料导入上铸塑槽11与下铸塑槽19的内
部,完成物料的铸塑,最后,水泵6运行,通过汲水管7抽取水箱3内部的清水,通过水液输出管5与进水口17进入上空腔15的内部,上空腔15内部的水液通过插管16循环到下空腔21的内部,通过上空腔 15与下空腔21对上铸塑槽11与下铸塑槽19内部的物料冷却处理,下空腔21内部的水液通过出水口23与水液回流管4循环回水箱3的内部,进行水液的冷热置换,水箱3内部的热量通过排气阀排出,冷却完成后,水泵6停止运行,上空腔15与下空腔21内部的水液回流于水箱3的内部。
[0022]
本实用新型的工作原理是:首先,取出装置,把装置安装到机器上,通过螺钉贯穿下模座固定板20把下模具2固定到铸模台面上,把上模具1通过螺钉贯穿上模具固定板10 固定到装置的液压构件下,且上模具1与下模具2的位置相对应,把热流道12的上端通过进料口13连接到外部物料输出口,把清水加入水箱3的内部,通过透窗8贯穿水箱3 内部的液位,把水液输出管5的一端通过进水口17贯通连接上模具1的内部,把水液回流管4的一端通过出水口23贯通连接下模具2的内部,然后,开始使用,装置上的液压构件推动上模具1卡入下模具2的上表面,且插管16插入插孔22的内部,对模杆18插入对模孔24的内部,上铸塑槽11与下铸塑槽19对应卡合形成整体模具铸塑槽,通过进料口13把外部物料导入热流道12的内部,通过浇口14把物料导入上铸塑槽11与下铸塑槽19的内部,完成物料的铸塑,最后,水泵6运行,通过汲水管7抽取水箱3内部的清水,通过水液输出管5与进水口17进入上空腔15的内部,上空腔15内部的水液通过插管16循环到下空腔21的内部,通过上空腔15与下空腔21对上铸塑槽11与下铸塑槽19 内部的物料冷却处理,下空腔21内部的水液通过出水口23与水液回流管4循环回水箱3 的内部,进行水液的冷热置换,冷却完成后,水泵6停止运行,上空腔15与下空腔21内部的水液回流于水箱3的内部,上模具1上的液压装置收缩,分开上模具1与下模具2的连接,取出铸塑后的物料即可。
[0023]
以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips