
 商标分类
商标分类  商标转让
商标转让 
一种圆筒自动理料设备的制作方法
 2021-02-21 18:02:51|
2021-02-21 18:02:51| 137|
137| 起点商标网
起点商标网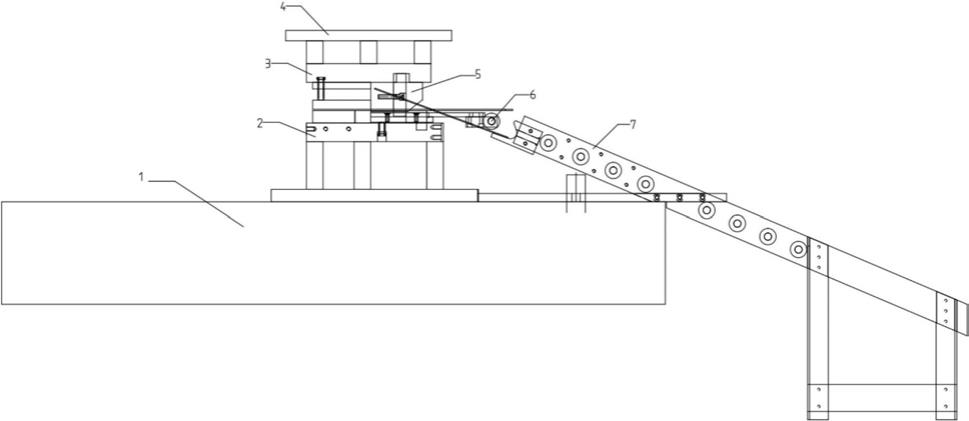
[0001]
本实用新型涉及机械加工领域,具体涉及一种圆筒自动理料设备。
背景技术:
[0002]
随着人们物质生活和文化生活水平的提高,人们对商品表面材料的要求越来越高,在材料上从以前的单一材料型逐步发展成复合材料型。现在的原材料一般为圆筒结构,相比于以往采用单一材料的时候,可直接将圆筒材料作为进料进行加工操作,而现在则需要提前对圆筒材料进行复合加工,然后才能将加工后的圆筒材料作为进料进行下一步的加工操作。
[0003]
目前的圆筒材料复合大多采用单辊结构,先将一种材料裹成圆筒结构套在辊筒上,然后再将另一种材料通过胶水等粘接剂粘贴在圆筒材料外表面,并进行热压定型处理,最后将成品取出,因为现在粘胶操作完全是人工操作,因此虽然整个工艺比较简单,但其生产效率偏低,产品质量得不到保证。且现有加工设备仅仅具有机架和辊筒,仅起到将圆筒材料一一传送的作用,对于粘胶等操作没有丝毫帮助,因此,现在有必要提供一种新的设备来克服以上缺点。
技术实现要素:
[0004]
本实用新型提供一种圆筒自动理料设备,以解决现有设备仅能理料不能对圆筒材料进行复合加工的问题。
[0005]
为解决上述技术问题,本实用新型提供以下方案:
[0006]
本方案中的圆筒自动理料设备,包括彼此连通的多工位带和传送道;所述多工位带包括上下设置的上模和下模,所述上模和下模的一侧为进料口,所述上模和下模的另一侧为出料口;所述上模和下模靠近进料口的一侧设置有用来分别压制圆筒内料和圆通外料的内料凹凸模和外料凹凸模;所述内料凹凸模和外料凹凸模的大小形状相匹配;所述上模和下模靠近出料口的方向设置有用来对圆筒内料涂胶的粘胶腔。
[0007]
本方案的优点在于:
[0008]
本方案通过多工位带,直接将圆筒内料和圆筒外料通过对应的内料凹凸模和外料凹凸模进行压制成型,因为内料凹凸模和外料凹凸模的大小形状相匹配,使压制成型的圆筒内料和圆筒外料的大小形状相匹配,能够套接在一起。同时,在下一个工位当中,通过粘胶腔直接对圆筒内料进行涂胶,使套接在圆筒内料外的圆筒外料能够通过涂胶粘接在一起。通过多工位带,使圆筒内料和圆筒外料能够被同时加工,既减少了人工操作环节,又节约了整个操作时间。
[0009]
本方案有效解决了现有设备仅能理料不能对圆筒材料进行复合加工的问题。
[0010]
进一步,所述粘胶腔为装有胶水的中空结构;所述粘胶腔包括用来供圆筒内料通过的通道,所述通道内壁上设有多个与粘胶腔连通的圆孔。
[0011]
圆筒内料在通过粘胶腔通道时,上模和下模通过挤压粘胶腔,使粘胶腔内的胶水
通过圆孔进入到通道内,涂覆到通道中的圆筒内料上。
[0012]
进一步,所述圆孔均匀分布在通道内壁的圆周面上。
[0013]
圆孔均匀分布,使位于通道内的圆筒内料的外表面能够被均匀涂胶,便于后面与圆筒外料的粘接。
[0014]
进一步,所述粘胶腔的外壁为竖向设置的折叠结构。
[0015]
粘胶腔外壁为竖向设置的折叠结构,或者说是竖向设置的褶皱结构,这样便于在受到上下方向的挤压时使粘胶腔中的胶水从圆孔中挤出。
[0016]
进一步,所述多工位带与传送道之间设置斜板,所述斜板的上方设置有供圆筒内料和圆筒外料套接的上料辊。
[0017]
通过上料辊,使被涂胶的圆筒内料和圆筒外料能够被粘接到一起。
[0018]
进一步,所述上料辊连接有伺服电机。
[0019]
伺服电机带动上料辊转动,使套接在上料辊上的圆筒内料和圆筒外料,在离心力的作用下,通过彼此之间的胶水粘接得更牢固,也使两者之间的胶水分布更加均匀。
[0020]
进一步,所述传送道包括倾斜设置的底板,以及竖直连接在底板一侧的背板,所述背板上连接有多个水平设置的加热辊。
[0021]
通过加热辊,使经过上料辊粘接在一起的圆筒内料和圆筒外料在加热后能够快速成型形成圆筒进料。
[0022]
进一步,所述背板上设置有可往复运动的皮带,所述皮带沿着底板倾斜方向设置;所有加热辊均与皮带连接并由皮带带动移动。
[0023]
所有加热辊与底板一样倾斜向下设置,使皮带带动加热辊倾斜向下移动,方便将加热辊上加热成型的圆筒进料逐步移动到传送道的底端,方便取出。
[0024]
进一步,所述加热辊上设有加热电阻丝。
[0025]
加热辊上安装加热电阻丝,使粘接在一起的圆筒内料和圆筒外料能够从内到外被快速加热成型。
[0026]
进一步,所述底板上设有加热电阻丝。
[0027]
底板上设置加热电阻丝,使底板上方的圆筒外料和圆筒内料能够从外到内被快速加热成型。
[0028]
所述斜板和所述底板的倾斜角度相同。方便斜板和传送道连接成一个平滑的过渡面,使从上料辊上取出的粘接在一起的圆筒外料和圆筒内料能够快速地套接到每一个加热辊上。同时,也便于整个圆筒自动理料设备的连接安装。
附图说明
[0029]
图1为本实用新型一种圆筒自动理料设备实施例一的结构示意图。
具体实施方式
[0030]
下面通过具体实施方式进一步详细说明:
[0031]
说明书附图中的附图标记包括:机架1、支撑板2、上模3、压板4、粘胶腔5、伺服电机6、传送道7。
[0032]
实施例一
[0033]
本实施例如图1所示,圆筒自动理料设备,其包括有水平安装的机架1,机架1之上安装有多工位带和与多工位带连接的传送道7。
[0034]
本实施例中的多工位带为水平直线布置,如图1所示,机架1上方安装有支撑板2,支撑板2的顶面螺钉连接有下模,下模的上方通过导向柱连接有上模3,上模3的上方螺钉连接有压板4,压板4的顶端连接有用来压迫压板4上下运动的气缸。
[0035]
在上模3和下模的左侧部分为圆筒内料和圆筒外料分别进料的两个进料口,内料被卷制成圆筒结构后从内料进料口进入,外料被卷制成圆筒结构后从外料进料口进入,上模3和下模上对应有圆筒内料和圆通外料成型的内料凹凸模和外料凹凸模,当内料和外料分别进入到对应的内料凹凸模和外料凹凸模的时候,被上模3和下模一起压制成型。因为内料凹凸模和外料凹凸模的匹配设计,使被压制出来的圆筒外料能够套在圆筒内料上。上模3和下模的右侧部分,在压板4和支撑板2之间安装有粘胶腔5。
[0036]
粘胶腔5为中空结构,粘胶腔5的中间位置开有供圆筒内料通过的圆柱形通道,在通道的内壁上开有与粘胶腔5连通的圆孔,粘胶腔5内预先装有用来涂覆在圆筒内料外表面的胶水,粘胶腔5的外壁为具有竖向分布褶皱的伸缩结构,整个粘胶腔5就像一个能够被向下压缩向外喷气的气腔结构。当气缸带动压板4向下压向支撑板2的时候,上模3和下模在压制左侧工位上的圆筒内料的时候,使右侧工位中粘胶腔5被挤压,向通道内的圆筒内料通过圆孔进行喷涂胶水,因为圆孔均匀分布在粘胶腔5通道内,因此可以使圆筒内料在经过通道后被均匀涂胶。
[0037]
在多工位带的右侧通过搭接一个倾斜向下的斜板,使多工位带和传送道7连通。在斜板上方,安装有一个与伺服电机6连接的上料辊,将涂好胶的圆筒内料放在上料辊上,然后将在多工位带上被压制好的圆筒外料套在圆筒内料上,转动伺服电机6,使都涂覆胶水的圆筒内料和圆筒外料在离心力的作用下结合在一起,形成圆筒进料,然后取出初步粘接好的圆筒内进料,将其放到传送道7的一个加热辊上。
[0038]
如图1所示,传送道7具有倾斜向下设置的底板,底板的一侧焊接有竖直布置的背板,背板上安装有多个水平安装的加热辊,所有加热辊沿着底板的方向倾斜安装。每个加热辊都为金属圆柱结构,加热辊的外表面缠绕有加热电阻丝。将圆通进料套在加热辊上,能够通过由内到外的加热使圆筒进料快速成型。
[0039]
实施例二
[0040]
本实施例与实施例一的区别在于,传送道7的底板上也安装有加热电阻丝,能够更加快速地将加热辊上的圆通进料加热成型。同时,加热辊的长度仅为圆筒进料长度的三分之一,方便更快地从加热辊上将已经成型的圆筒进料取出。背板上安装有往复运动的皮带,加热辊均通过连接座等现有技术焊接在皮带上,因此,传送道7中的圆筒进料被皮带带动从上往下运动的过程中,不仅仅是加热辊对其加热还有底板对其加热,能够快速成型。同时,因为皮带的往复运动,方便统一从传送道7底端将已经成型的圆筒进料从加热辊上快速取下,节约操作时间。
[0041]
实施例三
[0042]
本实施例与实施例一的区别在于,在传送道7的底端连通有用来使成型的圆筒进料快速降温的冷却池,冷却池内预先盛放有冷凝剂。圆筒进料从传送道7中出来后直接落入冷却池通过浸没冷凝剂进行快速降温,冷凝剂可以就是冷水也可以是其他现有溶液。
[0043]
实施例四
[0044]
本实施例与实施例一的区别在于,本实施例中的多工位带为具有多个工位的圆盘结构。通过圆盘转动,使多工位带在不同工位之间位置的切换,以实现圆筒内料与圆筒外料的自动上料、上胶以及热压定型处理,进而使得圆筒进料可完成自动加工。
[0045]
以上说明书中的具体实施方式等记载可以用于解释权利要求的内容。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 电阻丝
 热门咨询
热门咨询




tips