
 商标分类
商标分类  商标转让
商标转让 
一种用于汽车空调面板的模内切模具的制作方法
 2021-02-21 14:02:50|
2021-02-21 14:02:50| 344|
344| 起点商标网
起点商标网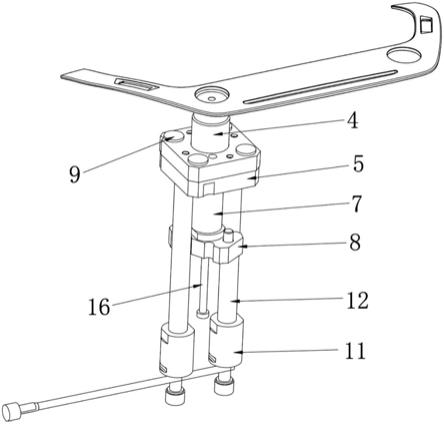
[0001]
本实用新型涉及汽车空调面板领域,特别是涉及一种用于汽车空调面板的模内切模具。
背景技术:
[0002]
随着汽车行业的崛起和经济水平的提高,汽车已经成为普通家庭消费品,人们越来越重视其舒适性和档次。汽车空调控制面板是汽车空调直接与驾乘人员交流的窗口,控制面板的使用性能直接体现了汽车的舒适性。
[0003]
现有的汽车空调控制面板一般先采用注塑模具制造,然后取出后再进行后续冲孔的工序。采用这种制造形式的空调控制面板,面板上圆孔的位置都存在表面有熔接线的问题,其一产品表面外观上不美观,使用质感差;其二由于产品本身熔接线位置,产品的密度比较低,受外力过大后会出现断裂,使用寿命较短;并且由于现有控制面板需要两道工序两次定位,产品加工质量较差。
技术实现要素:
[0004]
(一)要解决的技术问题
[0005]
本实用新型所要解决的问题是提供一种用于汽车空调面板的模内切模具,以克服现有汽车空调控制面板存在熔接线、易断裂使用寿命短、加工质量差的缺陷。
[0006]
(二)技术方案
[0007]
为解决所述技术问题,本实用新型提供一种用于汽车空调面板的模内切模具,包括可相对滑动的前模模仁和后模模仁,所述前模模仁和所述后模模仁围成用于成形注塑产品的型腔;所述后模模仁上安装有模内切结构,所述模内切结构包括切刀,所述切刀可滑动安装在所述后模模仁上并与驱动机构连接;通过设置模内切结构,使产品面板的走胶位置发生改变;在圆孔位置先进行材料的填充,再通过模内切的动作使切刀冲切,多余的废料通过料头的形式进行回收,进而消除面板圆孔位置的熔接线,提高了高光面板的美感,避免了产品易破碎,延长了使用寿命。在注塑产品成形后模具开模前,所述驱动机构带动所述切刀滑动,所述切刀的端部滑入所述型腔内对注塑产品进行冲孔。
[0008]
进一步的,所述模内切结构还包括切刀座,所述切刀座滑动安装在所述后模模仁上,所述切刀固定在所述切刀座上。所述后模模仁与后模固定连接;所述模内切结构还包括导柱,所述导柱通过限位块固定在所述后模上,所述导柱的端部依次穿过所述后模和所述切刀座并套装在所述切刀内。所述切刀座与所述后模模仁之间安装有弹簧,所述弹簧使所述切刀始终有远离所述型腔的运动趋势。所述前模模仁上固定有用于限位所述切刀的限位座。
[0009]
进一步的,所述驱动机构包括液压缸和行程杆,所述液压缸通过所述行程杆与所述切刀座连接。所述后模通过方铁与底板固定连接,所述后模与所述底板之间可滑动安装有顶针板;所述液压缸设置在所述底板上,所述行程杆依次穿过所述顶针板和所述后模与
所述切刀座连接。所述顶针板上分别安装有用于顶出料头的第一顶针以及用于顶出注塑产品的第二顶针,所述第一顶针依次穿过所述限位块和所述导柱并抵靠在料头上,所述第二顶针依次穿过所述后模和所述后模模仁并抵靠在注塑产品上。所述前模模仁固定在前模上,所述前模固定在前模固定板上,所述切刀为管状。
[0010]
(三)有益效果
[0011]
本实用新型提供的一种用于汽车空调面板的模内切模具,相对现有技术具有以下优点:
[0012]
1)通过设置模内切结构,使产品面板的走胶位置发生改变;在圆孔位置先进行材料的填充,再通过模内切的动作使切刀冲切,多余的废料通过料头的形式进行回收,进而消除面板圆孔位置的熔接线,提高了高光面板的美感,避免了产品易破碎,延长了使用寿命;
[0013]
2)设置模内切结构,可以在模内实施冲切动作,使产品更加准确达到图纸尺寸要求,不像常规的冲切工装需要二次定位,产品冷却后再来冲切造成产品尺寸上有偏差,提高产品的加工质量;并且精减了加工工序,有利于节约制造成本;克服了现有汽车空调控制面板存在熔接线、易断裂使用寿命短、加工质量差的缺陷。
附图说明
[0014]
图1为本实用新型一种用于汽车空调面板的模内切模具的立体图;
[0015]
图2为本实用新型一种用于汽车空调面板的模内切模具的结构示意图;
[0016]
图3为本实用新型一种用于汽车空调面板的模内切模具模内切结构的立体图;
[0017]
图4为本实用新型一种用于汽车空调面板的模内切模具模内切结构的爆炸图;
[0018]
图中各个附图标记的对应的部件名称是:1、前模模仁;2、后模模仁;3、型腔;4、切刀;5、切刀座;6、后模;7、导柱;8、限位块;9、弹簧;10、限位座;11、液压缸;12、行程杆;13、方铁;14、底板;15、顶针板;16、第一顶针;17、第二顶针;18、前模;19、前模固定板;51、上切刀座;52、下切刀座。
具体实施方式
[0019]
下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
[0020]
参阅图1至图4,本实用新型提供一种用于汽车空调面板的模内切模具,包括可相对滑动的前模模仁1和后模模仁2,前模模仁1和后模模仁2围成用于成形注塑产品的型腔3;前模模仁1固定在前模18上,前模18固定在前模固定板19上,后模模仁2与后模6固定连接,后模6通过方铁13与底板14固定连接,后模6与底板14之间可滑动安装有顶针板15,顶针板15通过油缸进行驱动。
[0021]
参阅图2至图4,后模模仁2上安装有模内切结构,模内切结构包括切刀4、切刀座5和导柱7,切刀4可滑动安装在后模模仁2上并与驱动机构连接;本实施例中,切刀4为管状,更适用于易碎、硬度高的原材料成型件。切刀座5滑动安装在后模模仁2上,切刀4固定在切刀座5上。切刀座5包括相固定的上切刀座51和下切刀座52,上切刀座51与后模模仁2之间安装有弹簧9,弹簧9使切刀4始终有远离型腔3的运动趋势。导柱7通过限位块8固定在后模6上,导柱7的端部依次穿过后模6和切刀座5并套装在切刀4内,前模模仁1上固定有用于限位
切刀4的限位座10。
[0022]
参阅图2,驱动机构包括液压缸11和行程杆12,本实施例中液压缸11和行程杆12均为两个,液压缸11通过行程杆12与切刀座5的下切刀座52固定连接。液压缸11设置在底板14上,行程杆12依次穿过顶针板15和后模6与切刀座5连接。顶针板15上分别安装有用于顶出料头的第一顶针16以及用于顶出注塑产品的第二顶针17,第一顶针16依次穿过限位块8和导柱7并抵靠在料头上,第二顶针17依次穿过后模6和后模模仁2并抵靠在注塑产品上。
[0023]
使用时,前模18和后模6进行合模。模具合模后,通过浇口系统进行注塑射胶,注塑完成后进入保压状态。进入保压状态后,液压缸11动作并带动行程杆12向上顶出,行程杆12带动切刀座5和切刀4共同向上顶出,切刀4的端部滑入型腔3内并对注塑产品进行冲孔,最终抵靠在限位座10上被限位;此时,弹簧9被压缩。模具开模前,液压缸11停止动作,切刀4在弹簧9的作用下退回到初始位置。模具开模后,顶针板15向上顶出,第一顶针16和第二顶针17分别将料头和注塑产品顶出,进而完成汽车控制面板的加工。
[0024]
本实施例提供的一种用于汽车空调面板的模内切模具,设置模内切结构,解决了在空调控制器面板上的表面熔接线问题,使面板表面更加美观了,提高外观美感;解决了圆孔位置的熔接线,产品的密度得到了改善,使面板的强度进行加强;模内切结构特别适用于易碎、硬度高的原材料成型件,减少加工成本;采用模内切结构可以减少后面工序(人工修剪),降低了生产成本。
[0025]
以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips