
 商标分类
商标分类  商标转让
商标转让 
一种用于加工塑件内螺纹及抽芯的模具的制作方法
 2021-02-21 14:02:01|
2021-02-21 14:02:01| 178|
178| 起点商标网
起点商标网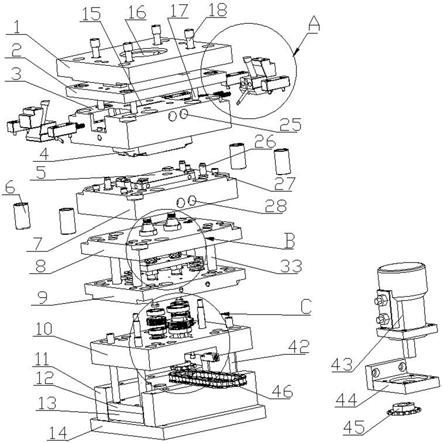
[0001]
本发明涉及塑胶模具技术领域,具体涉及一种用于加工塑件内螺纹及抽芯的模具。
背景技术:
[0002]
塑料成型是塑料加工中最普遍的方法,作为塑料成型加工的工具之一的塑料注射模具,在质量、精度制造周期以及注射过程的生产效率等方面影响着产品的品质、产量、成本。产品的更新换代对模具设计水平有了更高的要求。在精密塑料模具方面已经取得了很大的进步,模具所生产的塑件慢慢的成熟化。
[0003]
现在模具界的内螺纹脱模种类多种多样,主体结构基本上包括强脱结构、电机带动结构、人工扭动螺纹镶件结构、油缸转动结构和斜顶结构等。一般都是为了保证产品的外观和客户的需求来订制适合自身模具脱模结构。
[0004]
但现有的内螺纹脱模结构,存在或多或少的缺陷,例如下述几点:1、油缸带动自动脱模推板的过程中,由于摩擦力较大,容易拉伤、烧死,导致模具产生毛边;2、由于模具上没有对塑件产品周向的限位,在塑件与模具分离时,模具的转动会使得塑件产品也跟随转动,导致脱模出来的产品达不到标准要求;3、螺纹镶件没有入芯限位结构,加工出来的产品其螺牙的牙头和牙尾不能永远在统一位置。
技术实现要素:
[0005]
本发明为了克服以上技术的不足,提供了一种用于加工塑件内螺纹及抽芯的模具。
[0006]
本发明克服其技术问题所采用的技术方案是:一种用于加工塑件内螺纹及抽芯的模具,包括定模、动模以及固定于动模上的油缸马达,所述定模上靠近动模的一端设有型腔,动模上靠近定模的一端设有与型腔相匹配的型芯,所述定模上设有唧嘴孔和流道,所述唧嘴孔与流道相连通,流道与型腔相连通,油缸马达的输出轴上固定有第一马达齿轮;所述动模内设有传动机构,所述传动机构包括转轴、第一镶件齿轮以及与第一镶件齿轮相啮合的n个第二镶件齿轮,其中,n≥1,所述第一镶件齿轮固定在转轴的一端,转轴的另一端固定有第二马达齿轮,第一马达齿轮与第二马达齿轮之间通过马达链条啮合连接;所述动模内还设有防拉伤机构,所述防拉伤机构包括n个防转镶件,每个防转镶件内设有一个孔位镶件,每个孔位镶件的一端固定于第二镶件齿轮上、另一端固定有用于内螺纹成型的螺牙镶件,且每个孔位镶件的中间套设有滚动轴承,所述螺牙镶件穿过型芯活动设置于型腔内用于内螺纹塑件成型,所述转轴通过油缸马达提供驱动力转动从而驱使螺牙镶件转动。
[0007]
进一步地,每个防转镶件的锥形筒顶部端面设有至少一个限位块,优选地,每个防转镶件的锥形筒顶部端面沿周向均布环绕设置若干个限位块。
[0008]
进一步地,所述定模包括定模固定板、水口板和a板,唧嘴孔固定于定模固定板上,
型腔可拆卸固定于a板上远离水口板的一端;所述动模包括推板、b板固定板、垫板、沉板、方铁和动模固定板,所述沉板与动模固定板之间固定有顶针推板和顶针推板固定板,型芯可拆卸固定于推板上远离b板固定板的一端,推板活动固定于a板上,垫板上靠近b板固定板的一端固定有若干个贯穿推板和b板固定板的拉杆三,沉板上靠近垫板的一端固定有至少两个贯穿垫板的限位拉杆,每个限位拉杆上套设有弹簧一,顶针推板固定板上靠近沉板的一端固定有若干个依次贯穿沉板、垫板和b板固定板的复位杆,每个复位杆的顶端固定有与复位杆相匹配的a型小拉杆,所述a型小拉杆固定于推板中。
[0009]
进一步地,所述动模内还设有入芯限位机构,所述入芯限位机构包括移动嵌套在沉板内的锁止件以及开设在转轴上的锁止槽,所述锁止槽包括与转轴的圆周面相垂直的直角面以及与转轴的圆周面相倾斜的斜面,所述锁止件的一端设有与锁止槽相配合的阶梯面,所述阶梯面包括第一阶梯面和第二阶梯面,第一阶梯面与第二阶梯面之间设有锁止面,锁止件的另一端设有圆槽且该圆槽内嵌套有弹簧三,所述圆槽和弹簧三的轴线均与转轴的轴线相垂直,锁止件的中部设有与转轴的轴线相平行且贯穿锁止件的长圆形孔,所述长圆形孔内穿设有限位螺栓且限位螺栓的顶端固定于沉板上。
[0010]
进一步地,所述防转镶件固定于b板固定板上,第一镶件齿轮通过大轴承设于垫板与沉板之间,每个第二镶件齿轮通过小轴承和平板轴承设于垫板与沉板之间。
[0011]
进一步地,所述水口板通过若干个拉杆一和若干个拉杆二固定在定模固定板与a板之间,所述推板与a板之间通过若干个尼龙棒活动固定于一起。
[0012]
进一步地,所述a板上设有若干个与型腔连通的第一冷水管道,所述推板上设有若干个与型芯连通的第二冷水管道。
[0013]
进一步地,所述油缸马达通过油缸马达支架固定于垫板的一侧,所述沉板上靠近油缸马达的一侧开设有链条通道,所述第一马达齿轮通过马达链条穿过链条通道与第二马达齿轮啮合连接。
[0014]
进一步地,所述定模内还设有n个抽芯机构,每个抽芯机构包括斜导柱、铲基、滑块、镶针、设于滑块两端的两个压条以及水平嵌套于滑块内部的两个弹簧二,其中,斜导柱和铲基设于水口板内,滑块和两个压条设于a板内,斜导柱固定于滑块的上方、镶针固定于滑块的下方且镶针活动穿设于型腔内。进一步地,所述动模内设有若干个导向柱,所述定模上设有若干个与导向柱滑动配合的导向套筒。
[0015]
本发明的有益效果是:1.通过将抽芯机构固定安装在定模上、通过马达齿轮啮合以及推板的推出,在模具开模的过程中,可将带有抽芯的镶针抽出;同时利用马达油缸将带有螺纹的产品旋出,并用推板推出,不会导致拉伤、烧死,避免了模具产生毛边,而且减少了脱模时间,提高了脱模效率,进而提高了生产效率,该结构设计合理,实用性很强。
[0016]
2.通过在防转镶件的锥形筒顶部端面设有限位块,使得塑件卡在模具的防转镶件上,实现周向限位,在塑件与模具分离时,模具的转动不会带动塑件产品的转动,大大提高了产品的合格率。
[0017]
3.通过在动模内设置入芯限位机构,对螺纹镶件进行反转定位,使得加工出来的产品的螺牙的牙头和牙尾保证在统一位置,使得产品达到统一标准。
[0018]
4.通过在定模上设置抽芯机构,以及水口板上设置斜导柱和铲基,a板上设置滑块和压条,滑块和斜导柱配合,在压条上进行动作,从而完成抽芯动作,铲基在模具合模时能够更好的复位,提高了模具的精密度。
[0019]
5.通过将型腔可拆卸安装在定模上以及将型芯可拆卸安装在动模上,便于对型腔和型芯进行拆卸和维护,且可对型腔和型芯进行更换,使其可以生产不同的产品,降低成本。
附图说明
[0020]
图1是本发明所加工产品的整体结构示意图。
[0021]
图2是本发明所加工产品的剖面结构示意图。
[0022]
图3为本发明实施例所述用于加工塑件内螺纹及抽芯的模具的整体结构示意图。
[0023]
图4为本发明实施例所述用于加工塑件内螺纹及抽芯的模具的爆炸结构示意图。
[0024]
图5为图4中a部分的放大示意图。
[0025]
图6是图4中b部分的放大示意图。
[0026]
图7是图4中c部分的放大示意图。
[0027]
图8为本发明实施例所述锁止件与转轴卡位的结构示意图。
[0028]
图9为本发明实施例所述转轴上的锁止槽的结构示意图。
[0029]
图10为本发明实施例从下方所视的锁止件的结构示意图。
[0030]
图11为本发明实施例所述锁止件去掉弹簧三和限位螺栓后的结构示意图。
[0031]
图12为本发明实施例沉板的下表面仰视图ⅰ。
[0032]
图13为本发明实施例沉板的下表面仰视图ⅱ。
[0033]
图中,1、定模固定板;2、水口板;3、a板;4、型腔;5、型芯;6、导向套筒;7、推板;8、b板固定板;9、垫板;10、沉板;101、锁止件限位槽,11、方铁;12、顶针推板;13、顶针推板固定板;14、动模固定板;15、流道;16、唧嘴孔;17、拉杆一;18、拉杆二;19、斜导柱;20、铲基;21、滑块;22、镶针;23、压条;24、弹簧二;25、第一冷水管道;26、尼龙棒;27、a型小拉杆;28、第二冷水管道;29、螺牙镶件;30、防转镶件;301、限位块;31、滚动轴承;32、弹簧一;33、拉杆三;34、镶件固定板;35、孔位镶件;36、限位拉杆;37、小轴承;38、大轴承;39、第一镶件齿轮;40、第二镶件齿轮;41、转轴;411、锁止槽;4111、直角面;4112、斜面;42、复位杆;43、油缸马达;44、油缸支架;45、第一马达齿轮;46、马达链条;47、锁止件;471、第一阶梯面;472、第二阶梯面;473、锁止面;474、圆槽;475、弹簧三;476、长圆形孔;477、限位螺栓;48、第二马达齿轮;49、平板轴承,50、链条通道。
具体实施方式
[0034]
为了便于本领域人员更好的理解本发明,下面结合附图和具体实施例对本发明做进一步详细说明,下述仅是示例性的不限定本发明的保护范围。
[0035]
如图3-7所示,本实施例所述的一种用于加工塑件内螺纹及抽芯的模具,包括整体均呈长方体状的定模和动模,动模上固定有油缸马达43,油缸马达43的输出轴上固定有第一马达齿轮45。所述定模上靠近动模的一端设有型腔4,动模上靠近定模的一端设有与型腔相匹配的型芯5,所述定模上设有唧嘴孔16和流道15。具体地,所述定模自上而下依次包括
定模固定板1、水口板2和a板3;所述动模自上而下依次包括推板7、b板固定板8、垫板9、沉板10、方铁11和动模固定板14,所述沉板10与动模固定板14之间自上而下依次固定有顶针推板12和顶针推板固定板13,其中所述垫板9、沉板10和方铁11之间通过可拆卸螺栓相连接。所述唧嘴孔16固定于定模固定板1上,唧嘴孔16与流道15相连通,具体是唧嘴孔16穿过水口板2到达流道15,且流道15与型腔4相连通,型腔4可拆卸固定于a板3上远离水口板2的一端,型芯5可拆卸固定于推板7上远离b板固定板8的一端且与推板7的上表面位于同一平面上,将型腔4通过可拆卸螺栓安装在a板3上以及将型芯5通过可拆卸螺栓安装在推板7上,便于对型腔4和型芯5进行拆卸和维护,便于模具的安装和拆卸。推板7活动固定于a板3上,垫板9上靠近b板固定板8的一端固定有四个贯穿推板7和b板固定板8的拉杆三33,沉板10上靠近垫板9的一端固定有两个贯穿垫板的限位拉杆36,每个限位拉杆36上套设有弹簧一32,顶针推板固定板13上靠近沉板10的一端固定有若干个依次贯穿沉板10、垫板9和b板固定板8的复位杆42,每个复位杆42的顶端固定有与复位杆相匹配的a型小拉杆27,所述a型小拉杆27固定于推板7中。
[0036]
进一步地,所述a板3上设有若干个与型腔4连通的圆形的第一冷水管道25,所述推板7上设有若干个与型芯5连通的圆形的第二冷水管道28,第一冷水管道25和第二冷水管道28用于加快塑胶模具冷却速度,加快塑胶模具成型的速度,进而提高塑胶产品的生产效率。
[0037]
进一步地,所述水口板2通过四个拉杆一17和四个拉杆二18固定在定模固定板1与a板3之间,所述推板7与a板3之间通过四个尼龙棒26活动固定于一起,其中尼龙棒26的作用是:在注塑机将热塑料通过唧嘴孔16注入到流道15内,注射完成且达到指定冷却时间后,注塑机将定模和动模分开的过程中,尼龙棒26暂时将a板3与推板7固定在一起。
[0038]
本实施例中,所述动模内设有传动机构,所述传动机构包括转轴41、第一镶件齿轮39以及与第一镶件齿轮相啮合的n个第二镶件齿轮40,其中,n≥1,本实施例优选n=2,即,第二镶件齿轮40有两个。具体地,所述第一镶件齿轮39固定在转轴41的一端,转轴41的另一端固定有第二马达齿轮48,第一马达齿轮45与第二马达齿轮48之间通过马达链条46啮合连接。
[0039]
进一步地,所述油缸马达43通过油缸马达支架44固定于垫板9的一侧,所述沉板10上靠近油缸马达43的一侧开设有链条通道50,所述第一马达齿轮45通过马达链条46穿过链条通道50与第二马达齿轮48啮合连接。
[0040]
进一步地,所述防转镶件30固定于b板固定板8上,且b板固定板8上通过镶件固定板34固定防转镶件30;第一镶件齿轮39通过大轴承38设于垫板9与沉板10之间;每个第二镶件齿轮40通过小轴承37和平板轴承49设于垫板9与沉板10之间。
[0041]
作为本实施例优选的一种方案,所述动模内还设有防拉伤机构,所述防拉伤机构包括两个防转镶件30,每个防转镶件30内设有一个孔位镶件35,每个孔位镶件35的下端固定于第二镶件齿轮40上、上端固定有用于内螺纹成型的螺牙镶件29,且每个孔位镶件35的中间套设有滚动轴承31,所述螺牙镶件29穿过型芯5活动设置于型腔4内用于内螺纹塑件成型,所述转轴41通过油缸马达43提供驱动力转动从而驱使螺牙镶件29转动。所述防拉伤机构的作用是:由于设置了滚动轴承31,在油缸带动自动脱模推板的过程中,不会导致拉伤、烧死,避免了模具产生毛边,同时还减少了脱模时间,提高了脱模效率。
[0042]
作为本实施例优选的一种方案,每个防转镶件30的锥形筒顶部端面设有至少一个
限位块301,如图6所示,本实施例优选每个防转镶件30的锥形筒顶部端面沿周向均布环绕设置若干个限位块301。在加工内螺纹塑件时,通过限位块301将塑件卡在模具的防转镶件上实现周向限位,其中,塑件上也对应设置有与限位块301相匹配的限位槽(图中未标识),在塑件与模具分离时,模具的转动不会带动塑件产品的转动,大大提高了产品的合格率。
[0043]
作为本实施例优选的一种方案,如图8-13所示,所述动模内还设有入芯限位机构,所述入芯限位机构包括移动嵌套在沉板10内的锁止件47以及开设在转轴41上的锁止槽411,具体地,所述沉板10面向链条通道50的一面设有锁止件限位槽101,所述锁止件47嵌套在锁止件限位槽101内且可以在锁止件限位槽101内移动;所述锁止槽411包括与转轴41的圆周面相垂直的直角面4111以及与转轴41的圆周面相倾斜的斜面4112。所述锁止件47的一端设有与锁止槽411相配合的阶梯面,所述阶梯面包括第一阶梯面471和第二阶梯面472,第一阶梯面471与第二阶梯面472之间设有锁止面473,其中,在合模过程中,转轴41顺时针转动到锁止件47的位置时,锁止槽的直角面4111与锁止件的锁止面473相贴合从而使得锁止件47将转轴41卡住,实现了对转轴41的限位,这就可以保证每次合模时,都在同一个位置将转轴41卡住,保证加工出来的产品的螺牙的牙头和牙尾在统一位置;本实施例优选所述第二阶梯面472从靠近锁止面473的一端到远离锁止面473的一端向外倾斜,当转轴41顺时针转动时,通过该所述的向外倾斜的第二阶梯面472便于锁止槽的直角面4111与锁止件的锁止面473相贴合;本实施例优选所述第一阶梯面471从靠近锁止面473的一端到远离锁止面473的一端向外倾斜,当转轴41逆时针转动时,通过该所述的向外倾斜的第一阶梯面471便于锁止件47从锁止槽411中滑出。所述锁止件47的另一端设有圆槽474且该圆槽内嵌套有弹簧三475,所述圆槽474和弹簧三475的轴线均与转轴41的轴线相垂直;锁止件47的中部设有与转轴41的轴线相平行且贯穿锁止件上下端面的长圆形孔476,所述长圆形孔476内穿设有限位螺栓477且限位螺栓的顶端固定于沉板10上,具体地,所述长圆形孔476包括上半部分和下半部分且上半部分的孔径尺寸小于下半部分的孔径尺寸,限位螺栓477的头部设置于长圆形孔476的下半部分,限位螺栓477的杆部设置于长圆形孔476的上半部分且杆部远离头部的一端固定于沉板10上。由于限位螺栓477固定于沉板10上,在弹簧三475的弹力作用下,锁止件47可以在长圆形孔476内移动。
[0044]
本实施例中,所述定模内还设有两个抽芯机构,每个抽芯机构包括斜导柱19、铲基20、滑块21、镶针22、设于滑块两端的两个压条23以及水平嵌套于滑块内部的两个弹簧二24,其中,斜导柱19和铲基20设于水口板2内,滑块21和两个压条23设于a板3内,斜导柱19固定于滑块21的上方、镶针22固定于滑块21的下方且镶针22活动穿设于型腔4内。
[0045]
进一步地,所述动模内设有若干个依次穿过推板7、b板固定板8、垫板9、沉板10的导向柱,所述定模上设有若干个与导向柱滑动配合的导向套筒6。在进行定模和动模的装配时,通过导向柱和导向套筒之间的配合,能够对模具的安装起到导向作用。
[0046]
本实施例所述的用于加工塑件内螺纹及抽芯的模具的工作原理如下:在利用该模具进行生产时,首先将型腔4安装在a板3上,同时将型芯5安装在推板7上,然后通过四个拉杆一17和四个拉杆二18将定模固定板1、水口板2和a板3安装在一起,再利用可拆卸紧固件将动模固定板14、方铁11和沉板10安装在一起,这种连接方式便于对型腔4和型芯5进行拆卸和维护,且可对型腔4和型芯5进行更换,使其可以生产不同的产品,从而达到换模不换模架,节约成本。再将定模与动模对齐,两者对齐之后,通过导向柱和导向套筒6进行定位,定
模与动模相互靠近直至两者相互贴合,两者安装完成后,型腔4与型芯5相互贴合,基准台使其对齐,通过唧嘴孔16将注塑机的塑料注入到a板3的流道15中,通过第一冷水管道25和第二冷水管道28进行冷却,冷却结束后,然后注塑机将定模与动模进行分离,两者在分离过程中,由动模上的尼龙棒26将定模上的a板3带动使设置于水口板2内的斜导柱19带动滑块21滑动从而使塑件里镶针22完成抽芯动作。注塑机带动动模一定距离时,由于定模上的拉杆二18限位于a板3内,通过拉杆二18的长度控制定模与动模分离。定模与动模分离后,动模上的油缸马达43开始工作,油缸马达43使第一马达齿轮45转动,通过马达链条46带动进行传动第二马达齿轮48转动,进而第二马达齿轮48带动转轴41转动,转轴41上的第一镶件齿轮39进行转动,第二镶件齿轮40与第一镶件齿轮39进行啮合,最后带动螺牙镶件29转动。沉板10上的限位拉杆36将穿透垫板9并在垫板9上装有弹簧一32,所述弹簧一32的作用是在螺牙镶件29转动的同时辅助塑件脱落,具体是弹簧一32与螺牙镶件29同时工作,b板固定板8弹开一小段距离,最后通过注塑机的螺杆推动顶针推板固定板13使复位杆42上连接的a型小拉杆27带动推板7将塑件脱离型芯5,使塑件从型芯5中脱离出来,将产品取出,如图1和2所示分别为产品的整体结构示意图和剖面结构示意图。
[0047]
上述我们知道了模具的开模过程,那么合模过程如下:当模具合模时,油缸马达43带动螺牙镶件29反转到螺牙起初位置;抽芯机构通过铲基20和压条23使滑块22往回运动,带动镶针22插入型腔4中;当型腔4和型芯5完全贴合之后,镶针22将恢复到原来的位置,模具完成合模动作。
[0048]
本实施例所述入芯限位机构的工作原理如下:在合模过程中,由于限位螺栓477固定于沉板10上,在弹簧三475的弹力作用下,弹簧三475远离转轴41的一端顶在锁止件限位槽101的边缘处,如图12所示,这时限位螺栓477位于长圆形孔476内远离转轴41的一端,即,锁止件47的行程到达最左端,当转轴41顺时针转动到锁止件47的位置时,锁止件47设有阶梯面的一端将转轴41卡住,具体是,锁止件的锁止面473与转轴上锁止槽的直角面4111相贴合,实现了对转轴41的限位,这就可以保证每次合模时,都在同一个位置将转轴41卡住,保证加工出来的产品的螺牙的牙头和牙尾在统一位置。在开模过程中,转轴41是逆时针转动,当转轴41逆时针转动时,由于与直角面4111相对的一面为斜面4112,在转轴转动力的作用下,锁止件47设有阶梯面的一端沿斜面4112从锁止槽411内滑出,锁止件47相对于限位螺栓477往右移动,弹簧三475被压缩,直至锁止件47的行程到达最右端,如图13所示,这时,弹簧三475被完全压缩进圆槽474内,锁止件47远离转轴41的一端顶在锁止件限位槽101的边缘处,相当于,所述转轴41可以无阻碍地逆时针转动。
[0049]
以上仅描述了本发明的基本原理和优选实施方式,本领域人员可以根据上述描述做出许多变化和改进,这些变化和改进应该属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips