
 商标分类
商标分类  商标转让
商标转让 
一模双腔罩体模具的制作方法
 2021-02-21 13:02:33|
2021-02-21 13:02:33| 158|
158| 起点商标网
起点商标网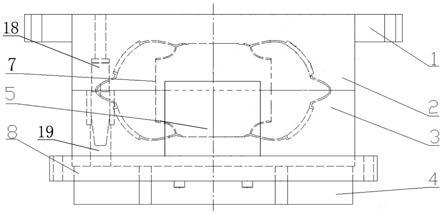
[0001]
本实用新型涉及橡胶注射生产防护面具罩体技术领域,具体为一种一模双腔罩体模具。
背景技术:
[0002]
目前,制备防护面罩的主要部件罩体成型模具,多年一直延续一模一腔成型模具,生产效率比较低,只适合生产小批量试制产品,很难满足大批量的生产需求。随着任务量不断加大,成型设备紧缺,防护面具罩体需要大批量生产的情况下,采用单腔注射成型已满足不了生产量的需求。
[0003]
一模一腔罩体橡胶注射模具结构存在的技术缺点如下:
[0004]
1、原模具为一模一腔,属于哈呋结构,左右侧模,油缸抽侧摸,中心顶出芯模,结构烦琐庞大,手工取件,耗时长,工作效率低,很难满足现有生产需求。
[0005]
2、型腔材料选择45号或40cr钢材,耐腐蚀差,模具寿命短。
技术实现要素:
[0006]
本实用新型目的是提出一种新型的一模双腔罩体模具,根据产品结构和设备的特点,考虑到利用注射机自身的油缸动力实现模具分型、开摸和顶出,在原一模一腔的基础上重新优化设计罩体一模双腔注射模具的总体结构,提高罩体产品合格率及生产效率。
[0007]
本实用新型是采用如下技术方案实现的:
[0008]
一种一模双腔罩体模具,包括上模、中模及下模。
[0009]
所述上模外设有上模固定板,所述下模外设有下模固定板;所述上模四角设有定位杆,所述下模四角设有相应的定位孔。
[0010]
所述中模前后两侧分别通过中模连接杆固定于中模支撑纵板上部,所述中模支撑纵板下部固定于中模固定板上;所述中模左右两侧对称设有芯模,所述芯模内设有顶杆,两根顶杆分别穿过中模上设有的顶杆导套后汇集于中模中部的顶出孔处,所述芯模内设有副顶杆,两根副顶杆分别穿过中模上设有的副顶杆导套;所述芯模顶部设有挂耳,所述挂耳铰接于中模的固定销上。
[0011]
当上模和下模通过定位杆及定位孔合模后,两侧的芯模贴合于中模两侧面后位于上模和下模之间。
[0012]
工作过程:上下开模,开模时,上模部分(上模固定板、上模)随设备向上移动,下模部分(下模、下模固定板)随设备向下移动,中模部分(中模、中模连接杆、中模支撑纵板、中模固定板)和芯模不动。分型结束后,芯模和中模部分一起在设备液压机构的推动下,随设备中间滑道向设备外移动。移动至顶出装置上方后停止,顶出装置的顶尖(其上部为锥形)在设备液压机构的推动下向上移动,尖部插入中模的顶出孔,随着顶尖插入,推动两侧的顶杆分离,即将两个芯模向两侧移动顶出一定距离,面罩产品由人工从芯模上取下。顶杆和副顶杆的作用是共同保证芯模沿直线运动,芯模通过挂耳连接于中模上,防止人工将面罩产
品从芯模上拔下时,芯模脱离中模。
[0013]
本实用新型设计合理,一模双腔罩体模具设计完成后,已完成了各阶段的样机试制及试验验证,各项性能满足总体厂的技术要求,各项试验结果表明,产品主要功能和性能指标满足研制任务书要求,提高了面具罩体的生产效率,具有很好的实际应用价值。
附图说明
[0014]
图1表示中模位于上模和下模内示意图。
[0015]
图2表示中模俯视图。
[0016]
图3表示顶出装置示意图。
[0017]
图中:1-上模固定板,2-上模,3-下模,4-下模固定板,5-中模支撑纵板,6-芯模,7-中模,8-中模固定板,9-顶尖,10-中模连接杆,11-顶出孔,12-顶杆,13-顶杆导套,14-副顶杆,15-副顶杆导套,16-挂耳,17-固定销,18-定位杆,19-定位孔,20-顶座。
具体实施方式
[0018]
下模结合附图对本实用新型的具体实施例进行详细说明。
[0019]
一种一模双腔罩体模具,包括上模2、中模7及下模3。
[0020]
如图1所示,上模2外设有上模固定板1,下模3外设有下模固定板4;上模2四角设有定位杆18,下模3四角设有相应的定位孔19。
[0021]
如图2所示,中模7前后两侧分别通过中模连接杆10固定于中模支撑纵板5上部,中模支撑纵板5下部固定于中模固定板8上;中模7左右两侧对称设有芯模6,芯模6内设有顶杆12,两根顶杆12分别穿过中模7上设有的顶杆导套13后汇集于中模7中部的顶出孔11处,芯模6内设有副顶杆14,两根副顶杆14分别穿过中模7上设有的副顶杆导套15;芯模6顶部设有挂耳16,挂耳16铰接于中模7的固定销17上。
[0022]
如图1所示,当上模2和下模3通过定位杆18及定位孔19合模后(定位杆18插入定位孔19),两侧的芯模6贴合于中模7两侧面后位于上模2和下模3之间,芯模和上、下模之间形成橡胶注射的型腔。
[0023]
该一模双腔结构,两件产品背靠背,上模2固定在上模固定板1上;下模3固定在下固定板4上;中模7的前后两侧分别通过中模连接杆10、中模支撑纵板5固定于两块中模固定板8上;两侧的芯模6分别通过顶杆12、顶杆导套13及副顶杆14、副顶杆导套15与中模7连接,两侧的芯模6紧贴于中模7时,两根顶杆12处于靠近状态,当顶尖9插入中模7的顶出孔11时,两根顶杆12在顶尖9的作用下向两侧运动,处于分离状态。
[0024]
工作过程:上下开模,开模时,上模部分(上模固定板1、上模2)随设备向上移动,下模部分(下模3、下模固定板4)随设备向下移动,中模部分(中模7、中模连接杆10、中模支撑纵板5、中模固定板8)和芯模6不动。分型结束后,芯模和中模部分一起在设备液压机构的推动下,随设备中间滑道向设备外移动。移动至顶出装置上方后停止,顶出装置的顶尖9(其上部为锥形)在设备液压机构的推动下向上移动,尖部插入中模7的顶出孔11,随着顶尖9插入,推动两侧的顶杆12分离,即将两个芯模6向两侧移动顶出一定距离,面罩产品由人工从芯模上取下。顶杆12和副顶杆14的作用是共同保证芯模6沿直线运动,芯模6通过挂耳16连接于中模7上,防止人工将面罩产品从芯模6上拔下时,芯模6脱离中模7。
[0025]
具体实施时,该模具型腔部分选用s136钢材,经过淬火处理后,不仅耐腐蚀,而且具有足够的强度和一定的韧性。虽然增加了模具成本,但是延长了模具的使用寿命。同时缩小了模具的体积,便于操作。
[0026]
此模具结构充分利用注射机自身的油缸动力实现分型、开摸和顶出,极大的提高了罩体产品合格率及生产效率,降低了工人的劳动强度,满足罩体大批量生产的需求。同时,该模具的设计理念及设计结构也可以运用到不同型号面具罩体模具的设计中。模具加工出的产品整体形状正确,符合产品设计思想,基本尺寸及配合尺寸在公差范围之内,检验合格,制品外观质量经全面检查符合要求。优化后该双腔模具整体设计结构合理,模具体积适中,操作方便,安全可靠。
[0027]
以上实施例仅用于说明本实用新型的技术方案而非限制,尽管参照较佳实例对本实用新型进行了详细描述,本领域技术人员应当理解,可以借鉴本实用新型的技术方案进行修改或等同替换,而不脱离本实用新型的范围,都应被视为包括在本实用新型的权利要求范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 模具型腔

 热门咨询
热门咨询




tips