
 商标分类
商标分类  商标转让
商标转让 
一种弹跳镶件强制脱模的注塑模具的制作方法
 2021-02-21 13:02:59|
2021-02-21 13:02:59| 221|
221| 起点商标网
起点商标网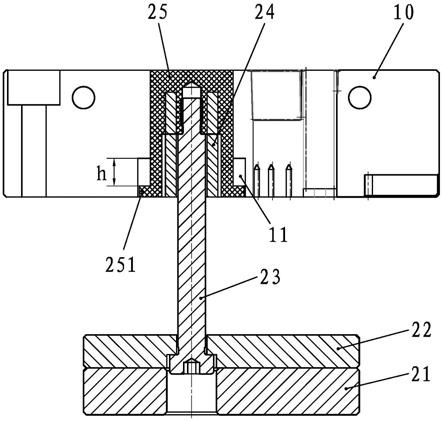
[0001]
本实用新型涉及一种注塑模具,特别涉及一种弹跳镶件强制脱模的注塑模具。
背景技术:
[0002]
对于注塑成型并具有0.75mm倒扣的产品,传统的脱模方式是设计斜销,这种传统的斜销脱模方式虽然斜销可以实现脱模,但是对于这种倒扣比较少的产品总体来说,斜销的脱模结构设计不管是从材料成本、加工成本以及人工成本上来说都造成了极大的浪费,且斜销强制顶出容易拉伤产品,从而影响产品的性能和外观。如何在不做斜销的情况下实现产品的脱模并保证产品性能和外观,是本实用新型要实现的目的。
技术实现要素:
[0003]
为解决上述技术问题,本实用新型提供了一种弹跳镶件强制脱模的注塑模具,包括安装在注塑机上的上模及下模;所述上模具有上模板,所述下模具有下模板;所述上模板具有上模腔,所述下模板具有下模腔;还具有脱模机构;
[0004]
所述脱模机构包括由注塑机上顶杆驱动升降的推板,安装在所述推板上的连接螺栓,以及设置在所述下模板内的镶件;所述连接螺栓的另一端通过弹簧连接至所述镶件,镶件具有对应所述弹簧的卡槽,所述弹簧的一端卡入所述卡槽内;所述镶件的底部侧边设置有限位凸块,所述下模板具有对应所述镶件的限位凸块的限位槽,所述限位凸块在所述限位槽内的最大运行距离为10mm。
[0005]
其中,所述推板包括叠加设置的推板一及推板二,所述推板一连接至注塑机的顶杆,所述推板二与所述连接螺栓锁紧连接;推板一具有螺栓孔,通过所述螺栓孔将连接螺栓锁紧在所述推板二上。
[0006]
通过上述技术方案,本实用新型既解决了产品顶出变形的问题,又用新的简便的结构代替了斜销,并且此结构非常稳定,在很多类似于此类型的模具中都可以应用,既节约了成本又提高了生产效益。
附图说明
[0007]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
[0008]
图1为本实用新型实施例所公开的弹跳镶件强制脱模结构示意图。
[0009]
图中数字表示:10.下模板;11.限位槽;21.推板一;22.推板二;23.连接螺栓;24.弹簧;25.镶件;251.限位凸块。
具体实施方式
[0010]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
[0011]
参考图1,本实用新型提供的弹跳镶件强制脱模的注塑模具,包括安装在注塑机上的上模及下模;上模具有上模板,下模具有下模板10;上模板具有上模腔,下模板10具有下模腔;还具有脱模机构,脱模机构包括由注塑机上顶杆驱动升降的推板,安装在推板上的连接螺栓23,以及设置在下模板10内的镶件25;连接螺栓23的另一端通过弹簧24连接至镶件25,镶件25具有对应弹簧24的卡槽,弹簧24的一端卡入卡槽内;镶件25的底部侧边设置有限位凸块251,下模板10具有对应镶件25的限位凸块251的限位槽11,限位凸块251在限位槽11内的最大运行距离为10mm。
[0012]
其中,推板包括叠加设置的推板一21及推板二22,推板一21连接至注塑机的顶杆,推板二22与连接螺栓23锁紧连接;推板一21具有螺栓孔,通过螺栓孔将连接螺栓23锁紧在推板二22上;通过推板一21及推板二22叠加结构设置,便于连接螺栓23的拆卸及更换并便于推板二22的更换以节约推板成本。
[0013]
本实用新型工作时,推板一21和推板二22在注塑机顶杆的作用下做顶出动作,推板一21及推板二22带动连接螺栓23顶出,连接螺栓23通过弹簧24带动镶件25直接顶出,当镶件25顶到10mm位置处由于限位凸块251的作用而使得镶件25停止运动,而推板一21和推板二22继续运动并顶出产品,因为这时候镶件25已经先于推板一21及推板二22做出顶出动作,所以产品的倒扣部分强脱的话就有了变形的空间,这样顶出产品既不会拉伤也不会变形。
[0014]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本实用新型。对上述实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本实用新型的精神或范围的情况下,在其它实施例中实现。因此,本实用新型将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips