
 商标分类
商标分类  商标转让
商标转让 
一种大型伺服驱动注塑机的制作方法
 2021-02-21 11:02:48|
2021-02-21 11:02:48| 243|
243| 起点商标网
起点商标网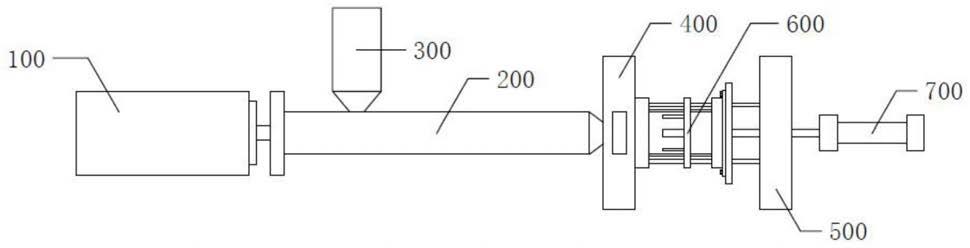
[0001]
本实用新型涉及注塑机技术领域,具体为一种大型伺服驱动注塑机。
背景技术:
[0002]
注塑机又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。分为立式、卧式、全电式。注塑机能加热塑料,对熔融塑料施加高压,使其射出而充满模具型腔。
[0003]
注塑机通常由注射系统、合模系统、液压传动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温必须加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
[0004]
现有的注塑机效率低,响应速度慢,运转速度慢而且误差大,并且现有的注塑机在进行大型注塑时,由于物料的流速的问题容易导致物料在型腔内填充的不够均匀,增加了气泡的生成。
技术实现要素:
[0005]
本实用新型的目的在于提供一种大型伺服驱动注塑机,以解决上述背景技术中提出的现有的注塑机效率低,响应速度慢,运转速度慢而且误差大,并且现有的注塑机在进行大型注塑时,由于物料的流速的问题容易导致物料在型腔内填充的不够均匀,增加了气泡的生成的问题。
[0006]
为实现上述目的,本实用新型提供如下技术方案:一种大型伺服驱动注塑机,包括:
[0007]
伺服电机;
[0008]
供料组件,所述供料组件安装在所述伺服电机的右端面;
[0009]
进料口,所述进料口安装在所述供料组件的顶部左侧,所述进料口的内腔与所述供料组件的内腔相贯通;
[0010]
定模块组件,所述定模块组件安装在所述供料组件的右端出料口上;
[0011]
动模块组件,所述动模块组件安装在所述定模块组件的右侧面;
[0012]
脱模组件,所述脱模组件安装在所述动模块组件上,所述脱模组件在所述定模块组件的右侧;
[0013]
气缸,所述气缸安装在所述动模块组件的右侧中端。
[0014]
优选的,所述供料组件包括:
[0015]
隔热层;
[0016]
导热层,所述导热层设置在所述隔热层的内腔;
[0017]
电磁加热管,所述电磁加热管安装在所述隔热层和所述导热层之间;
[0018]
出料口,所述出料口设置在所述隔热层和所述导热层的右侧。
[0019]
优选的,所述定模块组件包括:
[0020]
定模块本体;
[0021]
两个超声波发射头,两个所述超声波发射头一前一后安装在所述定模块本体的前后表面中端,两个所述超声波发射头相对称。
[0022]
优选的,所述动模块组件包括:
[0023]
第一安装板;
[0024]
四个导向杆,四个所述导向杆呈矩形安装在所述第一安装板的左侧中端;
[0025]
推板,所述推板安装在四个所述导向杆的外壁上;
[0026]
顶板,所述顶板安装在所述推板的左侧,所述顶板与四个所述导向杆连接在一起;
[0027]
四个推杆,四个所述推杆安装在所述顶板的左侧四角,四个所述推杆均在四个所述导向杆的内侧;
[0028]
动模块本体,所述动模块本体安装在四个所述推杆的左端,所述动模块本体与四个所述导向杆连接在一起。
[0029]
优选的,所述脱模组件包括:
[0030]
第二安装板;
[0031]
第一顶杆,所述第一顶杆安装在所述第二安装板的左侧中端;
[0032]
多个第二顶杆,多个所述第二顶杆安装在所述第二安装板的左侧,多个所述第二顶杆在所述第一顶杆的外侧。
[0033]
与现有技术相比,本实用新型的有益效果是:本实用新型运转速度快,注塑精度高,提高生产效率,并且能够保障注塑均匀,减少气泡的生成,伺服电机的左端输出轴安装有螺杆,通过伺服电机带动螺杆旋转以此输送物料,通过伺服电机进行物料输送,提高了物料的输送速度及精准度,有效的提高了生产效率,定模块本体安装在出料口上,通过伺服电机对物料进行输送,物料通过出料口进入到定模块本体的内腔,两个超声波发射头一前一后通过螺栓安装在定模块本体的前后表面中端,两个超声波发射头相对称,通过超声波发射头发出超声波,通过超声波震荡对定模块本体内腔的物料进行震荡,使得物料能够铺满定模块本体内腔,能够保障注塑均匀,减少气泡的生成。
附图说明
[0034]
图1为本实用新型结构示意图;
[0035]
图2为本实用新型供料组件结构示意图;
[0036]
图3为本实用新型定模块组件结构示意图;
[0037]
图4为本实用新型动模块组件结构示意图;
[0038]
图5为本实用新型脱模组件结构示意图。
[0039]
图中:100伺服电机、200供料组件、210隔热层、220导热层、230电磁加热管、240出料口、300进料口、400定模块组件、410定模块本体、420超声波发射头、500动模块组件、510第一安装板、520导向杆、530推板、540顶板、 550推杆、560动模块本体、600脱模组件、610第二安装板、620第一顶杆、630 第二顶杆、700气缸。
具体实施方式
[0040]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0041]
本实用新型提供一种大型伺服驱动注塑机,运转速度快,注塑精度高,提高生产效率,并且能够保障注塑均匀,减少气泡的生成,请参阅图1,包括:伺服电机100、供料组件200、进料口300、定模块组件400、动模块组件500、脱模组件600和气缸700;
[0042]
请再次参阅图1,伺服电机100的左端输出轴安装有螺杆,通过伺服电机 100带动螺杆旋转以此输送物料,通过伺服电机进行物料输送,提高了物料的输送速度及精准度,有效的提高了生产效率;
[0043]
请参阅图1-2,供料组件200安装在伺服电机100的右端面,供料组件200 包括:
[0044]
隔热层210为石棉隔热层;
[0045]
导热层220设置在隔热层210的内腔,导热层220为铝合金;
[0046]
电磁加热管230安装在隔热层210和导热层220之间,电磁加热管230产生的热量通过导热层220传递到物料上,对物料进行加热;
[0047]
出料口240设置在隔热层210和导热层220的右侧;
[0048]
请再次参阅图1-2,进料口300安装在隔热层210的顶部左侧,进料口300 的底部排料口贯穿隔热层210和导热层220插接到导热层220的内腔,物料通过进料口300进入到导热层220的内腔,通过电磁加热管230对物料进行加热,通过伺服电机100对物料进行输送;
[0049]
请参阅图1-3,定模块组件400安装在供料组件200的右端出料口上,定模块组件400包括:
[0050]
定模块本体410安装在出料口240上,通过伺服电机100对物料进行输送,物料通过出料口240进入到定模块本体410的内腔;
[0051]
两个超声波发射头420一前一后通过螺栓安装在定模块本体410的前后表面中端,两个超声波发射头420相对称,通过超声波发射头420发出超声波,通过超声波震荡对定模块本体410内腔的物料进行震荡,使得物料能够铺满定模块本体410内腔,能够保障注塑均匀,减少气泡的生成;
[0052]
请参阅图1、图3和图4,动模块组件500安装在定模块组件400的右侧面,动模块组件500包括:
[0053]
第一安装板510在定模块本体410的右侧,第一安装板510与定模块本体 410相对应;
[0054]
四个导向杆520呈矩形焊接在第一安装板510的左侧中端,导向杆520的左端通过螺纹连接安装在定模块本体410右侧面;
[0055]
推板530安装在四个导向杆520的外壁上,推板530的左侧四角均开设有第一安装孔,第一安装孔贯穿推板530的右侧,四个第一安装孔和四个导向杆 520一一对应,推板530通过第一安装孔套接在四个导向杆520的外壁上,推板 530能够在四个导向杆520上滑动;
[0056]
顶板540通过螺栓安装在推板530的左侧,顶板540与四个导向杆520连接在一起,顶板540的左侧四角均开设有第二安装孔,第二安装孔贯穿顶板540 的右侧,四个第二安装
孔与四个导向杆520一一对应,顶板540通过第二安装孔套接在四个导向杆520的外壁上,顶板540能够在四个导向杆520上滑动;
[0057]
四个推杆550焊接在顶板540的左侧四角,四个推杆550均在四个导向杆 520的内侧;
[0058]
动模块本体560安装在四个推杆550的左端,动模块本体560与四个导向杆520连接在一起,动模块本体560的左侧四角均开设有第三安装孔,第三安装孔贯穿动模块本体560的右侧,四个第三安装孔与四个导向杆520一一对应,动模块本体560通过第三安装孔套接在四个导向杆520的外壁上,动模块本体 560能够在四个导向杆520上滑动,动模块本体560的左侧面与四个推杆550的左端焊接在一起;
[0059]
请参阅图1、图4和图5,脱模组件600安装在动模块组件500上,脱模组件600在定模块组件400的右侧,脱模组件600包括:
[0060]
第二安装板610的左侧面四角均开设有第四安装孔,第四安装孔贯穿第二安装板610的右侧面,第二安装板610的左侧面四角均开设有第五安装孔,第五安装孔贯穿第二安装板610的右侧面,四个第五安装孔均在四个第四安装孔的内侧,四个第四安装孔与四个导向杆520一一对应,第二安装板610通过四个第四安装孔套接在四个导向杆520的外壁上,第二安装板610与四个导向杆520固定连接,四个第五安装孔与四个推杆550相对应,第二安装板610通过四个第五安装孔套接在四个推杆550的外壁上,第二安装板610与四个推杆550 活动连接,第二安装板610在顶板540和动模块本体560之间;
[0061]
第一顶杆620焊接在第二安装板610的左侧中端;
[0062]
多个第二顶杆630焊接在第二安装板610的左侧,多个第二顶杆630在第一顶杆620的外侧,动模块本体560上开设有与第一顶杆620和多个第二顶杆 630相对应的脱模孔,通过第一顶杆620和多个第二顶杆630插接到脱模孔内,将注塑完成的物料推出,以此达到脱模的目的;
[0063]
请参阅图1和图4,气缸700通过螺栓安装在第一安装板510的右侧中端,气缸700的左端伸缩部分贯穿第一安装板510与推板530固定连接在一起,通过气缸700推动推板530移动,通过推板530推动顶板540移动,通过顶板540 推动推杆550移动,通过推杆550推动动模块本体560移动,使得动模块本体 560与定模块本体410合在一起进行注塑,注塑完成后通过气缸700带动推板 530回缩,通过推板530带动顶板540回缩,通过顶板540带动推杆550回缩,通过推杆550带动动模块本体560回缩,直至动模块本体560与第一顶杆620 和第二顶杆630接触,通过第一顶杆620和第二顶杆630将注塑完成的物料从动模块本体560上的型腔内推出。
[0064]
虽然在上文中已经参考实施例对本实用新型进行了描述,然而在不脱离本实用新型的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本实用新型所披露的实施例中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本实用新型并不局限于文中公开的特定实施例,而是包括落入权利要求的范围内的所有技术方案。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips