
 商标分类
商标分类  商标转让
商标转让 
一种复合材料工业型材生产模具及生产系统、方法与流程
 2021-02-21 11:02:40|
2021-02-21 11:02:40| 253|
253| 起点商标网
起点商标网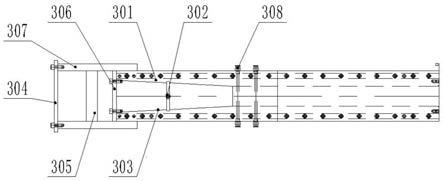
[0001]
本发明涉及玻璃钢生产技术领域,尤其涉及一种复合材料工业型材生产模具及生产系统、方法。
背景技术:
[0002]
当前工业型材主要为铝合金材质,铝合金型材防腐性能一般,在含有酸碱盐雾的工业场所长期使用会受到严重的腐蚀。铝合金材质的抗弯强度较低,容易在工业机械的碰撞下发生严重变形。本发明用纤维增强复合材料生产工业铝型材,具有耐酸耐碱,高抗冲击性,质量轻的特点,能够很好解决现有铝合金型材的短板。
技术实现要素:
[0003]
本发明提出了一种复合材料工业型材生产模具及生产系统、方法。
[0004]
为了实现上述目的,本发明采用了如下技术方案:
[0005]
一种复合材料工业型材生产模具,包括注胶盒,所述注胶盒设置在模具内部,所述注胶盒上设有注胶口,所述注胶盒中设有泄压槽,所述注胶盒线圈设有预成型板,所述所述模具外侧固定有预成型架,所述预成型架和所述预成型板设置在模具的同一端,所述预成型架前端装有穿纱板,所述预成型架内装有冷模,所述模具上装有水冷却系统。
[0006]
进一步地,所述注胶盒采用高压或低压中的任意一种。
[0007]
一种复合材料工业型材生产系统,包括用于盛放纱团的纱架、注胶机、牵引机和所述的模具,所述纱架、模具和牵引机依次设置,所述注胶机与模具相连接。
[0008]
进一步地,所述牵引机后端设置有切割,所述切割机后端设有卸料架。
[0009]
一种复合材料工业型材生产方法,包括以下步骤:
[0010]
步骤一:调节芯棒,将芯棒装入预成型架芯棒中的专用卡槽;
[0011]
步骤二:排纱,根据产品截面图对玻璃纤维纱的分布进行排列,每根玻纤穿过对应的纱孔,通过张力架给每根纱增加一定的张力,使其抽卷时产生的螺旋涨开以方便定纱和增加浸润性;
[0012]
步骤三:穿纱,玻纤通过张力架后把其牵引到磨具预成型板上面,按对应纱孔排布好,通过预成型冷模进入模具;
[0013]
步骤四:模具升温,模具加热采用红外加热方式使模具阶梯式均布加热;
[0014]
步骤五:树脂准备,用提料泵把树脂a和树脂b分别打入注胶机相对应的桶内,开启注胶机内循环并把两种料所需的比例和注胶流量设定好;
[0015]
步骤六:等步骤四温度达到设定温度不再波动后,打开拉挤设备进行牵伸,同时打开注胶机,按照对应比例设定注胶压力,进行注胶;
[0016]
步骤七:加温成型。
[0017]
所述树脂a是含有催化剂和内脱模剂的多元醇混合物。
[0018]
所述树脂b是以二苯甲烷二异氰酸酯为基础的异氰酸酯。
[0019]
进一步地,通过调节螺丝调节与模具上下左右之间的距离。
[0020]
进一步地,所述模具前区的温度为130
±
5℃,所述模具后区的温度为180
±
5℃。
[0021]
进一步地,所述树脂a:树脂b比例为105-108:100。
[0022]
进一步地,加温成型后再通过切割机进行定长切断。
[0023]
本发明具有以下有益之处:
[0024]
本发明通过通过拉挤成型制得,采用高强无碱玻璃纤维,玄武岩或碳纤维作为增强体,双组份聚氨酯热固树脂为基体,通过本发明提高了型材的抗冲击性及耐酸碱的同时还提高了生产效率。
[0025]
注胶盒内开设导流槽和泄压槽,对带入多余的树脂减压通过导流槽回流,减小生产时的拉力,提高产品的合格率。
附图说明
[0026]
图1为本发明的模具的结构示意图;
[0027]
图2为本发明的生产系统的结构示意图。
[0028]
图中,1纱架,2注胶机,3成型模具,301注胶盒,302注胶口,303泄压槽,304穿纱板,305冷模,306预成型板,307预成型架,308水冷却系统,4牵引机,5切割机,6卸料架。
具体实施方式
[0029]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
[0030]
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
[0031]
实施例1:
[0032]
一种复合材料工业型材生产模具,包括注胶盒301,所述注胶盒301设置在模具内部,所述注胶盒301上设有注胶口302,所述注胶盒301中设有泄压槽303,所述注胶盒301线圈设有预成型板306,所述所述模具外侧固定有预成型架307,所述预成型架307和所述预成型板306设置在模具的同一端,所述预成型架307前端装有穿纱板304,所述预成型架307内装有冷模305,所述模具上装有水冷却系统308。所述注胶盒301采用高压或低压中的任意一种。
[0033]
实施例2:
[0034]
一种复合材料工业型材生产系统,包括用于盛放纱团的纱架1、注胶机2、牵引机4和模具,所述模具包括注胶盒301,所述注胶盒301设置在模具内部,所述注胶盒301上设有注胶口302,所述注胶盒301中设有泄压槽303,所述注胶盒301线圈设有预成型板306,所述所述模具外侧固定有预成型架307,所述预成型架307和所述预成型板306设置在模具的同一端,所述预成型架307前端装有穿纱板304,所述预成型架307内装有冷模305,所述模具上装有水冷却系统308。所述注胶盒301采用高压或低压中的任意一种。所述纱架1、模具和牵引机4依次设置,所述注胶机2与模具相连接。所述牵引机4后端设置有切割,所述切割机5后
端设有卸料架6。
[0035]
实施例3:
[0036]
一种复合材料工业型材生产系统,包括用于盛放纱团的纱架1、注胶机2、牵引机4和模具,所述模具包括注胶盒301,所述注胶盒301设置在模具内部,所述注胶盒301上设有注胶口302,所述注胶盒301中设有泄压槽303,对带入多余的树脂减压通过导流槽回流,减小生产时的拉力,提高产品的合格率;所述注胶盒301线圈设有预成型板306,所述所述模具外侧固定有预成型架307,所述预成型架307和所述预成型板306设置在模具的同一端,所述预成型架307前端装有穿纱板304,所述预成型架307内装有冷模305,所述模具上装有水冷却系统308。所述注胶盒301采用高压或低压中的任意一种。所述纱架1、模具和牵引机4依次设置,所述注胶机2与模具相连接。所述牵引机4后端设置有切割,所述切割机5后端设有卸料架6。
[0037]
一种复合材料工业型材生产方法,包括以下步骤:
[0038]
步骤一:调节芯棒,将芯棒装入预成型架307芯棒中的专用卡槽;通过调节螺丝调节与模具上下左右之间的距离。
[0039]
步骤二:排纱,根据产品截面图对玻璃纤维纱的分布进行排列,每根玻纤穿过对应的纱孔,通过张力架给每根纱增加一定的张力,使其抽卷时产生的螺旋涨开以方便定纱和增加浸润性;
[0040]
步骤三:穿纱,玻纤通过张力架后把其牵引到磨具预成型板306上面,按对应纱孔排布好,通过预成型冷模305进入模具;因为张力架的作用每根纱都能分布在应有的位置,不会产生交叉。
[0041]
步骤四:模具升温,模具加热采用红外加热方式使模具阶梯式均布加热;所述模具前区的温度为130
±
5℃,所述模具后区的温度为180
±
5℃。
[0042]
步骤五:树脂准备,用提料泵把树脂a和树脂b分别打入注胶机2相对应的桶内,开启注胶机2内循环并把两种料所需的比例和注胶流量设定好;
[0043]
步骤六:等步骤四温度达到设定温度不再波动后,打开拉挤设备进行牵伸,同时打开注胶机2,按照对应比例设定注胶压力,所述树脂a:树脂b比例为105-108:100。进行注胶;
[0044]
步骤七:加温成型。
[0045]
加温成型后再通过切割机5进行定长切断。
[0046]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips