
 商标分类
商标分类  商标转让
商标转让 
一种复合汽车B柱的成型工艺及其成型装置的制作方法
 2021-02-21 11:02:51|
2021-02-21 11:02:51| 277|
277| 起点商标网
起点商标网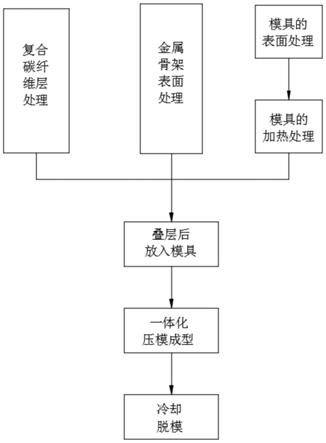
一种复合汽车b柱的成型工艺及其成型装置
技术领域
[0001]
本发明涉及汽车b柱制造领域,具体涉及一种复合汽车b柱的成型工艺及其成型装置。
背景技术:
[0002]
汽车b柱是指汽车前后门之间的立柱,连接着汽车顶棚和底盘,对汽车侧面的强度起着至关重要的作用,当汽车发生侧面碰撞时,b柱会承受大部分的冲击力。
[0003]
目前汽车b柱往往是通过金属层和碳纤维复合层粘结起来的方式来制造,这里使用的金属层也一般是钢材质,从而达到满足力学性能的同时大幅度降低结构重量,实现轻量化的效果。
[0004]
然而,这一方式主要是基于碳纤维复合层与钢板的粘接,其粘接部分的性能将大大影响b柱的性能,而粘接部分往往钢板与碳纤维复合层之间本质上仍然是处于相对分离的状态,从而导致整体的力学性能大打折扣。并且,由于粘接性能对于整体性能影响大,因此,粘接过程的操作要求也十分严格,从而也导致整个过程难以有效实现批量化生产。
[0005]
并且,由于其本身是复合粘合后的产品,因此,在此基础上,往往需要多道人为工序的介入来实现其制造,因而会大量消耗人力物力成本,从而导致生产成本的明显增加。
技术实现要素:
[0006]
本发明的目的在于提供一种复合汽车b柱的成型工艺及其成型装置,以解决现有技术中粘接的汽车b柱性能存在一定缺陷,且粘接操作难以有效实现批量化生产,造成生产效率较低的技术问题。
[0007]
为解决上述技术问题,本发明具体提供下述技术方案:
[0008]
一种复合汽车b柱的成型工艺,包括:
[0009]
将金属骨架的表皮进行化学处理后,待用;
[0010]
在压铸成型模具中依次叠放碳纤维预浸料、金属骨架、碳纤维预浸料,并合膜压制成型;
[0011]
成型后脱模,以制得复合汽车b柱。
[0012]
作为本发明的一种优选方案,所述金属骨架为铝合金骨架,所述金属骨架表面处理方法包括顺次进行的脱脂、一次水洗、脱氧处理、二次水洗、氧化处理、三次水洗和烘干;其中,
[0013]
所述脱氧处理包括酸洗和/或碱洗;
[0014]
所述氧化处理为采用皮膜剂在所述金属骨架表面形成氧化层;
[0015]
在顺次叠放于模具前,还包括对所述模具表面进行处理后,再将所述模具加热至60-80℃;
[0016]
一体化压模成型过程的压模温度为120-150℃;
[0017]
压模压力为15-30mpa。
[0018]
作为本发明的一种优选方案,所述碳纤维预浸料至少包括碳纤维网,以及包覆所述碳纤维网的树脂材料;
[0019]
所述树脂材料的玻璃化温度大于110℃;
[0020]
所述制造方法还包括在叠放前,对所述碳纤维预浸料中朝向所述金属骨架的侧面压花成型;
[0021]
在对所述金属骨架进行氧化处理后,还包括对所述金属骨架表面打磨形成粗糙面;
[0022]
在对所述金属骨架三次水洗后,还包括将所述金属骨架置于硅烷偶联剂中浸泡后再进行烘干;
[0023]
一体化压模成型过程包括顺次进行的一次恒压段、变压段和二次恒压段;且,
[0024]
一次恒压段的压力大于二次恒压段的压力,一次恒压段的压模时间小于二次恒压段的压模时间;
[0025]
变压段以第一压力值和第二压力值交替进行压模,第一压力值与第二压力值位于第一恒压段和第二恒压段的压力值之间。
[0026]
为解决上述技术问题,本发明还进一步提供下述技术方案:
[0027]
一种用于上述所述工艺的一体化铸造成型装置,用于一体完成金属骨架的表皮处理和复合汽车b柱的成型,其包括顺次设置的金属锻造结构和压铸成型结构,且所述金属锻造结构与所述压铸成型结构之间设置有对接转运结构,所述对接转运结构用于将经所述金属锻造结构处理后的金属骨架与所述碳纤维预浸料贴合对接后转运至所述压铸成型结构;其中,
[0028]
所述金属锻造结构至少包括配合进行锻造的上模和下模,所述下模的内底面上还可伸缩地设置有顶升机构,所述下模中远离所述压铸成型结构的一侧设置有可沿水平方向移动的限位推动机构,且所述限位推动机构用于将通过顶升机构顶升出的金属骨架推至所述对接转运结构上。
[0029]
作为本发明的一种优选方案,所述下模包括形成为框体的模体,以及可移动地设置于所述模体内部的活动底板,且所述模体的至少一组相对的内壁沿周向方向向内凹陷形成有嵌合槽,所述活动底板的至少一端嵌合设置于所述嵌合槽中;
[0030]
当所述活动底板的其中一端与所述嵌合槽的内侧壁相接触时,所述活动底板的另一端与所述模体之间形成有间隙;
[0031]
所述顶升机构包括至少部分位于相对的两侧的间隙下方的一组可上下移动的顶升组件。
[0032]
作为本发明的一种优选方案,每个所述顶升组件包括位于所述间隙下方的第一顶升段,位于所述活动底板上方的第二顶升段,以及用于承托所述金属骨架的承托件;
[0033]
所述第一顶升段包括伸缩杆,以及位于所述伸缩杆中靠近所述活动底板一侧的契合块,所述承托件的下表面形成有与所述契合块相契合的契合槽;
[0034]
所述承托件的侧面向外延伸形成有环形延展边,且所述环形延展边的内部形成有空腔,所述空腔中朝向所述金属骨架的一侧形成有吸气通孔,且所述空腔中还连通有抽吸气结构;
[0035]
所述第二顶升段贯穿所述下模的侧壁延伸设置,所述第二顶升段中朝向所述下模
内侧的一端形成有插接块,所述承托件的侧壁上形成有与所述插接块相对接的插接口。
[0036]
作为本发明的一种优选方案,所述限位推动结构包括可在水平面和/或竖直面上横向或纵向移动的支托,以及配合所述支托设置的推进件。
[0037]
作为本发明的一种优选方案,所述对接转运结构包括与所述限位推动结构相对应设置的定位架,以及可移动地设置于所述定位架的上方和下方的吸盘组件;
[0038]
所述定位架包括与所述金属骨架的两个端部的侧面分别相契合的第一限位轨道和第二限位轨道,所述第一限位轨道和/或所述第二限位轨道中远离所述限位推动结构的一端设置有抵触件;
[0039]
所述吸盘组件包括在水平方向和竖直方向上可移动设置的支架,以及设置于所述支架上的吸附部,且所述吸附部与所述第一限位轨道和/或所述第二限位轨道之间形成有定位控制部。
[0040]
作为本发明的一种优选方案,所述定位控制部包括设置于所述第一限位轨道和/或所述第二限位轨道上表面上的定位插槽,自所述吸附部的端部向下或向上延伸的定位插块;其中,
[0041]
所述定位插槽的底面上形成有与所述定位插块相契合的定位座,且所述定位插槽的底面与所述定位座之间通过减压弹簧连接;
[0042]
所述定位插块的端面设置有压力传感器,且当所述压力传感器检测到的压力达到预设值时,所述定位控制部控制所述支架带动所述吸盘组件靠近所述定位架。
[0043]
作为本发明的一种优选方案,所述第一限位轨道和所述第二限位轨道各自包括两条相对设置的导轨,且相对的两条所述导轨能够相互靠近或远离。
[0044]
本发明与现有技术相比较具有如下有益效果:
[0045]
1)采用碳纤维预浸料、金属骨架和碳纤维预浸料顺次贴合的结构,构建形成“三明治”式的结构,提高整体金属骨架与复合纤维层之间的层间复合度和耦合性,大大降低粘接出现的接触边界缺陷;
[0046]
2)对金属骨架在压模前进行表面处理,有效提高压模过程中整体结构的有效耦合;
[0047]
3)整个过程不采用任何粘接过程,将碳纤维预浸料、金属骨架和碳纤维预浸料贴合放置后直接压模成型,采用这种一体化成型的工艺,不仅能够进一步提高上述材料层间复合度,且能够大大提高生产效率,有效实现大规模的批量化生产;
[0048]
4)通过在金属锻造结构和压铸成型结构之间设置对接转运结构,基于顶升结构和限位推动结构的配合,将金属骨架推至对接转运结构上,再通过对接转运结构将碳纤维预浸料贴合金属骨架的上下表面后,直接在压铸成型模具中进行压铸成型,整个结构完全基于装置一体完成,无需人为介入,大大降低了人力物力成本,提高效率,降低生产成本。
附图说明
[0049]
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
[0050]
图1为本发明实施例提供的成型工艺的流程图;
[0051]
图2为本发明实施例提供的成型装置的局部结构示意图;
[0052]
图3为本发明实施例提供的下模的其中一种状态下的结构示意图;
[0053]
图4为图2中a部分的局部结构放大图;
[0054]
图5为本发明实施例提供的第一限位轨道和第二限位轨道的局部剖视图;
[0055]
图6为本发明实施例提供的金属锻造结构的局部结构示意图;
[0056]
图7为本发明实施例提供的固定座和下模的局部结构示意图;
[0057]
图8为本发明实施例提供的压铸成型模具的结构示意图;
[0058]
图9为本发明实施例提供的下型芯的局部结构示意图;
[0059]
图10为本发明实施例提供的定位卡凸的结构示意图。
[0060]
图中的标号分别表示如下:
[0061]
1-固定座;2-移动座;5-空腔;6-插孔;7-楔块;8-t形块;
[0062]
31-基板;32-框架;33-弹性压板;34-弹性复位元件;35-模头;36-限位导槽;37-限位凸条。
[0063]
10-金属锻造结构;20-对接转运结构;30-上模板;40-下模板;50-顶升结构;60-加热流道;
[0064]
101-上模;102-下模;103-顶升机构;104-限位推动机构;
[0065]
1021-模体;1022-活动底板;1023-嵌合槽;
[0066]
1031-伸缩杆;1032-契合块;1033-承托件;1034-契合槽;1035-环形延展边;1036-吸气通孔;1037-插接块;1038-插接口;
[0067]
1041-支托;1042-推进件;
[0068]
201-第一限位轨道;202-第二限位轨道;203-抵触件;204-吸附部;205-支架;206-导轨;
[0069]
301-上型芯;302-延伸挡板;
[0070]
401-下型芯;402-开口;403-定位卡凸;404-引槽段;405-卡合段;406-第一卡合间隙;407-第二卡合间隙;408-连接斜面;409-导向块;
[0071]
501-顶针安装板;502-顶针。
具体实施方式
[0072]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0073]
如图1所示,本发明提供了一种复合汽车b柱的成型工艺,所述复合汽车b柱包括顺次贴合的碳纤维预浸料(第一复合碳纤维层)、金属骨架和碳纤维预浸料(第二复合碳纤维层),所述成型工艺具体包括:
[0074]
将金属骨架的表皮进行化学处理后,待用;
[0075]
在压铸成型模具中依次叠放碳纤维预浸料、金属骨架、碳纤维预浸料,并合膜压制成型;
[0076]
成型后脱模,以制得复合汽车b柱。
[0077]
首先采用在金属骨架两侧贴合复合碳纤维层的方式来实现对金属骨架的有效保护,进一步提高金属骨架与复合碳纤维层的层间复合度以及耦合性,提高整个b柱的理化使用性能。在对金属骨架表面进行处理后,基于一体化压模成型的加工工艺,大大提高生产效率,实现大规模的批量化生产,同时克服现有技术中粘接工艺造成的质量问题;同时,基于“三明治”结构的设置和一体化成型工艺,在提高强度等理化性能的同时,保证了结构的轻质。
[0078]
在本发明的一种优选的实施例中,为了进一步提高整体轻质高强度的性能,进一步对金属骨架和复合碳纤维层的材质进行了进一步的限定,具体地,所述第一复合碳纤维层和/或所述第二复合碳纤维层为碳纤维预浸料;
[0079]
所述金属骨架为铝合金骨架。
[0080]
进一步地,为了更好地提高复合碳纤维层与金属骨架之间的耦合性能,有效提高整体的理化使用性能,所述第一复合碳纤维层和/或所述第二复合碳纤维层至少包括碳纤维网,以及包覆所述碳纤维网的树脂材料;
[0081]
所述树脂材料的玻璃化温度大于110℃。
[0082]
更为优选的实施例中,所述制造方法还包括在叠放前,对所述第一复合碳纤维层与所述第二复合碳纤维层中朝向所述金属骨架的侧面压花成型。具体地,这里的压花成型过程可以在加热至树脂材料软化的条件下,采用网状压模对朝向所述金属骨架的侧面压花成型。
[0083]
在本发明的另一优选的实施例中,所述金属骨架表面处理方法包括顺次进行的脱脂、一次水洗、脱氧处理、二次水洗、氧化处理、三次水洗和烘干;其中,
[0084]
所述脱氧处理包括酸洗和/或碱洗;
[0085]
所述氧化处理为采用皮膜剂在所述金属骨架表面形成氧化层。这里的皮膜剂可以采用本领域技术人员能够理解和使用的类型,例如,可以为常规使用的含磷皮膜剂。
[0086]
进一步地,在对所述金属骨架进行氧化处理后,还包括对所述金属骨架表面打磨形成粗糙面。这里的打磨方式可以采用本领域技术人员能够理解和使用的方式进行相应的操作。
[0087]
在对所述金属骨架三次水洗后,还包括将所述金属骨架置于硅烷偶联剂中浸泡后再进行烘干。当然,这里将金属骨架置于硅烷偶联剂中可以在加热条件下进行,从而使得经过表面处理后的金属骨架表面键合硅烷偶联剂。
[0088]
进一步优选的实施例中,在顺次叠放于模具前,还包括对所述模具表面进行处理后,再将所述模具加热至60-80℃。当然,这里的模具表面处理包括清洗等任意本领域技术人员在使用模具前需要进一步操作的步骤。
[0089]
一种更为优选的实施例中,一体化压模成型过程的压模温度为120-150℃;
[0090]
压模压力为15-30mpa。
[0091]
进一步地,一体化压模成型过程包括顺次进行的一次恒压段、变压段和二次恒压段;且,
[0092]
一次恒压段的压力大于二次恒压段的压力,一次恒压段的压模时间小于二次恒压段的压模时间;
[0093]
变压段以第一压力值和第二压力值交替进行压模,第一压力值与第二压力值位于第一恒压段和第二恒压段的压力值之间。
[0094]
需要说明的是,本发明中的制造方法制造出的是独立的b柱内板或是b柱外板,对于内板和外板的进一步复合可以采用焊接或是进一步的加热加压合模的方式进行制造,在此不多作赘述。
[0095]
当然,基于复合汽车b柱的“三明治”结构的设计,需要进一步增加人力等进行多道复合工序,在此基础上,为了有效在结构的改进上能够进一步降低人力物力成本,提高生产效率,进一步地,本发明还提供了一种用于上述所述工艺的一体化铸造成型装置,用于一体完成金属骨架的表皮处理和复合汽车b柱的成型,如图2-图7所示,其包括顺次设置的金属锻造结构10和压铸成型结构,且所述金属锻造结构10与所述压铸成型结构之间设置有对接转运结构20,所述对接转运结构20用于将经所述金属锻造结构10处理后的金属骨架与所述碳纤维预浸料贴合对接后转运至所述压铸成型结构;其中,
[0096]
所述金属锻造结构10至少包括配合进行锻造的上模和下模102,所述下模102的内底面上还可伸缩地设置有顶升机构103,所述下模102中远离所述压铸成型结构的一侧设置有可沿水平方向移动的限位推动机构104,且所述限位推动机构104用于将通过顶升机构103顶升出的金属骨架推至所述对接转运结构20上。
[0097]
上述装置基于金属锻造结构10和压铸成型结构的配合设置,实现金属骨架的成型和贴合压铸的一体化成型,并且,进一步在二者之间设置对接转运结构20,通过对接转运结构20将需要贴合金属骨架上下表面的两层碳纤维预浸料直接贴合处理后的金属骨架,并进一步转运至压铸成型结构上进行后续操作,从而有效实现整个过程的一体化的实现,并且完全无需借助人力操作,大大提高了加工效率。
[0098]
在本发明的一种优选的实施例中,所述下模102包括形成为框体的模体1021,以及可移动地设置于所述模体1021内部的活动底板1022,且所述模体1021的至少一组相对的内壁沿周向方向向内凹陷形成有嵌合槽1023,所述活动底板1022的至少一端嵌合设置于所述嵌合槽1023中;
[0099]
当所述活动底板1022的其中一端与所述嵌合槽1023的内侧壁相接触时,所述活动底板1022的另一端与所述模体1021之间形成有间隙;
[0100]
所述顶升机构103包括至少部分位于相对的两侧的间隙下方的一组可上下移动的顶升组件。
[0101]
具体地,这里的模体1021可以为方形框体,且相对的一组侧面上形成有用于活动底板1022移动的嵌合槽1023,为了更好地避免活动底板1022与模体1021之间的密闭性不佳等问题,可以进一步在模体1021中与设置有嵌合槽1023的侧壁相邻的两个侧壁上向内凹陷形成有延伸槽,并使得活动底板1022可以卡设于延伸槽中并在延伸槽中沿相对的嵌合槽1023的连接方向移动。
[0102]
通过上述设置方式,使得在活动底板1022在嵌合槽1023中左右移动时,能够将其中的间隙露出,并使得顶升机构103有效实现两侧的顶升。
[0103]
进一步地,对于金属锻造结构10单纯从其压膜上的结构来看,可以作如下设计(需要指出的是,这里没有给出关于顶升机构103的设计,仅仅是关于上模101和下模102的相关结构的设计,顶升机构103只需要分别位于模头35上方和下方设置即可,这里的模头35可以
相当于活动底板102,即用于压膜成型的模板结构):
[0104]
包括固定座1,以及相对所述固定座1可移动地设置于所述固定座1上方的移动座2;其中,
[0105]
所述固定座1中朝向所述移动座2的一侧设置有下模102,所述移动座2中朝向所述固定座1的一侧设置有与所述下模102相配合的上模101;
[0106]
所述固定座1和/或所述移动座2中形成有空腔5,所述空腔5中放置有加热组件;
[0107]
所述上模101和所述下模102中沿延伸方向贯穿形成有多个轴线方向与延伸方向垂直的多个插孔6,每个所述插孔6中可插接地安装有加热管。
[0108]
整个结构通过在固定座1和/或移动座2中设置空腔,并对应用于放置加热组件,从而通过对固定座1和/或移动座2上经过加热组件进行预加热,实现整个结构的温度的可控,进一步通过上模101和下模102上延伸设置的插孔6,并通过在插孔6中安装加热管,进而对整个上模101和下模102进行进一步的加热,提高整个的成型模具的加热的有效性。不论在铝合金入模前有无加热操作,都能够进行进一步的温度提升,并在此基础上提高压制成型的成型度,并避免局部冷却造成的收缩问题和脆性问题。
[0109]
在本发明的一种优选的实施例中,所述上模101和所述下模102各自包括固定设置于所述固定座1或所述移动座2上的基板31,自所述基板31的外侧面向上延伸的框架32,以及设置于所述框架32中的弹性压板33,且所述弹性压板33与所述基板31之间通过弹性复位元件34相连,所述弹性压板33中远离所述基板31的一侧连接有模头35,所述模头35能够通过所述框架32抵触设置。
[0110]
通过上述设计,使得能够在不改变电动装置的加压强度的前提下,通过模具本身的结构实现至少两次不同压力的压制,并进一步提高成型后的铝合金骨架的使用性能。这里的多次不同压力的压制主要依靠带动上模101与下模102之间的压制高度来决定,当上模101和/或下模102上的框架32不与模头35贴合时,则通过弹性压板33施压,只需要使得控制弹性压板33的压缩高度,即可对应性实现不同的压制压力,在最后一次压制过程中,可以使得框架32与模头35贴合,从而实现最大的挤压力。
[0111]
需要说明的是,这里的框架32可以不为矩形框架,其可以由一组相对的侧板构成,且沿延伸方向延伸排布,这里的延伸方向可以为整个模具中相对较长的长边。所述插孔6可以设置于所述弹性压板33中。且自未设置有框架32的侧面向内延伸设置。
[0112]
在本发明的另一优选的实施例中,当所述弹性复位元件34处于初始状态时,所述弹性压板33中远离所述基板31的一面突出所述框架32的端面设置。
[0113]
进一步优选的实施例中,所述框架32的内表面沿所述弹性复位元件34的伸缩方向形成有限位导槽36,所述弹性压板33的外侧面上形成有与所述限位导槽36相配合的限位凸条37,且所述限位导槽36与所述限位凸条37之间形成有缝隙,所述缝隙中连通有润滑油提供结构。
[0114]
当然,为了使得整个加热管在均分设置的前提下能够更好地对上模101和下模102进行均匀加热,所述上模101上的多个插孔6沿所述延伸方向呈直线延伸排列;
[0115]
所述下模102上的多个插孔6沿所述延伸方向呈波浪形延伸排列。
[0116]
进一步优选的实施例中,所述固定座1与所述下模102之间,和/或所述移动座2与所述上模101之间通过多个凸起的楔块7固定连接,且相邻的两个所述楔块7之间形成有间
隙。从而保证一定的散热间隙,避免局部尤其是中间位置温度过高而整体温度差距较大的问题。
[0117]
进一步优选的实施例中,所述固定座1和所述移动座2上各自设置有相对设置的t形块8,且相对设置的一组所述t形块8配合进行定位。
[0118]
进一步优选的实施例中,为了有效实现顶升过程,每个所述顶升组件包括位于所述间隙下方的第一顶升段,位于所述活动底板1022上方的第二顶升段,以及用于承托所述金属骨架的承托件1033;
[0119]
所述第一顶升段包括伸缩杆1031,以及位于所述伸缩杆1031中靠近所述活动底板1022一侧的契合块1032,所述承托件1033的下表面形成有与所述契合块1032相契合的契合槽1034;
[0120]
所述承托件1033的侧面向外延伸形成有环形延展边1035,且所述环形延展边1035的内部形成有空腔,所述空腔中朝向所述金属骨架的一侧形成有吸气通孔1036,且所述空腔中还连通有抽吸气结构;
[0121]
所述第二顶升段贯穿所述下模102的侧壁延伸设置,所述第二顶升段中朝向所述下模102内侧的一端形成有插接块1037,所述承托件1033的侧壁上形成有与所述插接块1037相对接的插接口1038。
[0122]
通过第一顶升段上的契合块1032与承托件1033之间的配合设置,进一步使得在间隙露出时,通过承托件1033的环形延展边1035对金属骨架进行吸附进行对金属骨架与承托件1033之间的固定承托,同时,通过插接块1037和插接口1038的配合设置,进一步使得承托件1033脱离第一顶升段并与第二顶升段相连,此时第一顶升段中的伸缩杆1031回缩;活动底板1022反向移动,露出另一侧的间隙,重复执行上述步骤,完成对金属骨架两侧的稳定连接。
[0123]
进一步优选的实施例中,所述限位推动结构包括可在水平面和/或竖直面上横向或纵向移动的支托1041,以及配合所述支托1041设置的推进件1042。
[0124]
当然,需要指出的是,这里的支托1041可以进一步包括可在水平面和/或竖直面上横向或纵向移动的移动架,以及设置于所述移动架的端部的与金属骨架部分相契合的支承组件,当然,这里的支承组件可以由多个具体的支承板组成,并通过多个与金属骨架底面部分相契合的支承板有效实现支承效果。在这里,只要使得其能够稳定承托金属骨架并带动其移动即可,具体结构可以根据实际情况进行针对性设置,在此不多作赘述。
[0125]
进一步优选的实施例中,所述对接转运结构20包括与所述限位推动结构相对应设置的定位架,以及可移动地设置于所述定位架的上方和下方的吸盘组件;
[0126]
所述定位架包括与所述金属骨架的两个端部的侧面分别相契合的第一限位轨道201和第二限位轨道202,所述第一限位轨道201和/或所述第二限位轨道202中远离所述限位推动结构的一端设置有抵触件203;
[0127]
所述吸盘组件包括在水平方向和竖直方向上可移动设置的支架205,以及设置于所述支架205上的吸附部204,且所述吸附部204与所述第一限位轨道201和/或所述第二限位轨道202之间形成有定位控制部。
[0128]
由于金属骨架往往两端不在同一水平面上,并且往往两端向外延伸有延展结构,在此基础上,通过第一限位轨道201和第二限位轨道202的设置,使得金属骨架的两端分别
在第一限位轨道201和第二限位轨道202上移动,从而即可通过调整第一限位轨道201和第二限位轨道202之间的竖直高度即可针对性通过对金属骨架两端的侧面的延伸结构的滑移有效实现整体的定位移动。
[0129]
吸盘组件则用于吸附碳纤维预浸料,并将上表面和下表面的碳纤维预浸料挤压金属骨架并带动整体的移动,从而使得直接贴附叠层后入模进行一体化压膜成型,更好的避免了人为手工操作。
[0130]
为了使得金属骨架能够和两侧的碳纤维预浸料有效贴附,提高贴附的位置的精准性,所述定位控制部包括设置于所述第一限位轨道201和/或所述第二限位轨道202上表面上的定位插槽,自所述吸附部204的端部向下或向上延伸的定位插块;其中,
[0131]
所述定位插槽的底面上形成有与所述定位插块相契合的定位座,且所述定位插槽的底面与所述定位座之间通过减压弹簧连接;
[0132]
所述定位插块的端面设置有压力传感器,且当所述压力传感器检测到的压力达到预设值时,所述定位控制部控制所述支架205带动所述吸盘组件靠近所述定位架。
[0133]
从而通过定位插槽和定位插块的配合,并结合压力的检测,来有效确定是否定位插块已插入定位插槽中,在二者配合插入后再使得吸盘组件靠近定位架,实现金属骨架和碳纤维预浸料的位置的精准贴合。
[0134]
进一步优选的实施例中,所述第一限位轨道201和所述第二限位轨道202各自包括两条相对设置的导轨206,且相对的两条所述导轨206能够相互靠近或远离。在贴合后,通过将导轨206朝向相对的方向远离,从而将夹持的金属骨架放开,通过吸附部204带动整体进入下一工序。
[0135]
当然,这里的压铸成型结构,即压铸成型模具为了更好地适配吸附后叠层的复合汽车b柱的转运,可以进一步作如下设计:
[0136]
具体地,如图8-图10所示,包括相对设置且能够靠近或远离的上模板30和下模板40,且所述上模板30中朝向所述下模板40的一侧延伸形成有上型芯301,所述下模板40中朝向所述上模板30的一侧延伸形成有内部具有模腔的下型芯401;其中,
[0137]
所述下型芯401的其中一个侧壁上形成有开口402,与形成有开口402的侧壁相邻的两个内侧壁上沿延伸方向形成有多个定位卡凸403,所述上型芯301中与所述开口402所在的侧壁相配合的侧壁上还向下延伸形成有用于闭合所述开口402的延伸挡板302;
[0138]
所述下模板40中位于所述模腔中的上表面上还通过顶升结构50设置有顶升模板,所述顶升结构50顶升所述顶升模板靠近或远离所述上模板30。
[0139]
通过在侧面设置开口402的方式,有效实现即便已经进行了预组装,依然可以一体化进入模具中,同时,在进入后,能够通过定位卡凸403对预组装的材料进行夹持,此时可以将辅助夹持工装取出,合模完成对应操作,整个结构无需模具打开后再层层叠加,大大降低了本身的叠加操作时间,有效提高了效率。
[0140]
为了更好地提高卡合效果,每个所述定位卡凸403自远离所述内侧壁的端面向内凹陷形成有卡合间隙;
[0141]
所述定位卡凸403沿延伸方向包括顺次设置的引槽段404和卡合段405,且所述引槽段404中的第一卡合间隙406与所述卡合段405中的第二卡合间隙407在与延伸方向相垂直的面上的截面形状相同,所述第一卡合间隙406的截面积大于所述第二卡合间隙407的截
面积,所述第一卡合间隙406与所述第二卡合间隙407之间形成为连接斜面408。
[0142]
这样的设置方式能够使得预组装后的材料便捷地进入引槽段404,即便多层材料之间没有紧密贴合,也能够方便地进入,同时,通过连接斜面408的引导,进一步进入卡合段405,实现多层材料之间的紧密贴合。
[0143]
一种更为优选的实施例中,所述上型芯301、所述下型芯401和所述顶升模板中的至少一个内部形成有贯通的加热流道60,所述加热流道60中对应设置有加热管。
[0144]
更为优选的实施例中,所述定位卡凸403中贯穿形成有加热腔,所述加热腔中对应放置有加热片,且所述加热片与所述加热管同步加热。
[0145]
通过在所述上型芯301、所述下型芯401和所述顶升模板以及所述定位卡凸403均对应设置加热件,实现整个模具的有效加热,避免局部加热不均造成的材料变形。同时,加热片与加热管同步加热,更好地实现整体同步加热效果,并且,能够将加热片与加热管连接在同一电源上,实现同步控制,更方便整个操作的进行。
[0146]
为了更好地实现上下模之间的有效定位贴合,保证合模后的模具的稳定性,所述上型芯301的部分下表面向上凹陷形成有导向槽,所述下型芯401的部分上表面对应设置有与所述导向槽相配合的导向块409,所述导向块409插接所述导向槽以使得所述上型芯301与所述下型芯401定位卡合。
[0147]
在本发明的另一优选的实施例中,为了更好地提高顶升结构50的顶升效果,所述顶升结构50包括设置于所述模腔上表面上的顶针安装板501,均分设置于所述顶针安装板501上表面上的顶针502,且所述顶针安装板501中背向所述顶针502的一面与伸缩气缸的伸缩端相连,所述顶升模板设置于所述顶针502的上表面上。
[0148]
通过顶针502进行顶升,基于顶针安装板501与伸缩气缸相连,将力相对均分后再经过顶针502进行局部的均匀施力,能够更好地实现对顶升模板的多方位均匀受力。
[0149]
为了使得顶升模板能够更好地限位移动,所述下型芯401的内侧壁沿周向方向形成有环形滑槽,所述顶升模板的外表面上形成有嵌合设置于所述环形滑槽中且能够在所述环形滑槽中滑移的围边。当然,这里的环形滑槽的高度大于围边的高度。
[0150]
以上实施例仅为本申请的示例性实施例,不用于限制本申请,本申请的保护范围由权利要求书限定。本领域技术人员可以在本申请的实质和保护范围内,对本申请做出各种修改或等同替换,这种修改或等同替换也应视为落在本申请的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips