
 商标分类
商标分类  商标转让
商标转让 
弯头自动缠绕机的制作方法
 2021-02-21 10:02:15|
2021-02-21 10:02:15| 423|
423| 起点商标网
起点商标网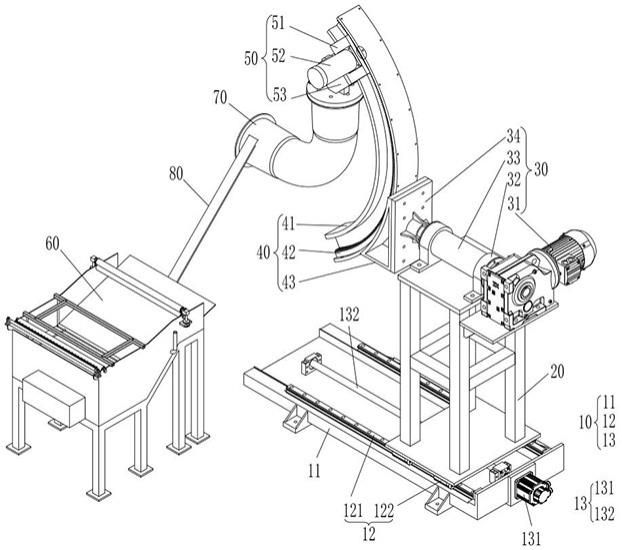
[0001]
本发明属于管道弯头生产技术领域,特别是涉及一种弯头自动缠绕机。
背景技术:
[0002]
玻璃钢纤维增强管具有轻质、高强、耐腐蚀、寿命长等特点,在很多领域都有广泛应用。管道弯头是管路必不可少的配套零件之一,也是整个管路系统中最易失效的部件之一。
[0003]
玻璃钢弯头采用缠绕成型工艺,由于管的表面弯曲,缠绕时,不同位置的弯管摆动的幅度不同,现有的缠绕方法一般采用手工缠绕和半自动缠绕设备,采用电机带动弯头模具转动,人工手动移动缠绕纱,劳动强度高,耗费大量的人力,并且弯头质量稳定性差,特别是大口径的弯头缠绕强度更大。为减轻工人劳动强度,保障弯头产品的稳定性,并提高弯头缠绕效率,亟需设计一种弯头自动缠绕机。
技术实现要素:
[0004]
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种弯头自动缠绕机,用于解决现有技术中玻璃钢弯头无法实现自动缠绕的问题。
[0005]
为实现上述目的及其他相关目的,本发明提供一种弯头自动缠绕机,包括滑台机构;支撑架机构,设置于所述滑台机构上并能够沿第一方向滑动;旋转主轴机构,安装于所述支撑架机构上;圆弧轨道机构,与所述旋转主轴机构连接并能够在其驱动下绕第一方向旋转;圆弧滑块机构,滑动设置于所述圆弧轨道机构上,且与弯头模具的一端固连;以及胶槽机构,设置于所述滑台机构的一侧,用于向在弯头模具上缠绕的纱线或纱布提供胶液。
[0006]
进一步,所述滑台机构包括底座、直线导轨组件和丝杠组件,所述直线导轨组件包括固定于底座上的直线导轨和滑动设置于所述直线导轨上的直线滑块,所述丝杠组件包括固定于底座一端的丝杠电机和与所述丝杠电机输出端固连的丝杠。
[0007]
进一步,所述支撑架机构的顶端与所述旋转主轴机构固连,所述支撑架机构的底端与所述直线滑块固连,且与所述丝杠螺纹连接。
[0008]
进一步,所述旋转主轴机构包括主轴、主轴支座、主轴电机及连接板,所述主轴支座固定于支撑架机构的顶端,所述主轴穿设于主轴支座上,且所述主轴的末端与所述主轴电机固连,所述主轴的前端与所述连接板的一侧固连。
[0009]
进一步,所述主轴的轴线与所述弯头模具的水平轴线同轴。
[0010]
进一步,所述圆弧轨道机构包括圆弧滑轨和固定于所述圆弧滑轨内的圆弧齿条,所述圆弧滑轨和圆弧齿条均呈弧形结构。
[0011]
进一步,所述圆弧轨道机构通过连接座与所述旋转主轴机构连接,所述连接座由
依次连接的横板、竖板和弧形板组成,所述竖板与所述连接板的另一侧固连,所述弧形板与所述圆弧滑轨固连。
[0012]
进一步,所述圆弧滑块机构包括圆弧滑块和安装于所述圆弧滑块上的滑块电机,所述圆弧滑块滑动设置于所述圆弧滑轨内,所述滑块电机的输出端设置有与所述圆弧齿条啮合的齿轮,所述滑块电机能够驱动所述齿轮在圆弧齿条上移动。
[0013]
进一步,所述圆弧滑块机构还包括连接组件,所述连接组件的一端与所述圆弧滑块连接,所述连接组件的另一端与所述弯头模具连接。
[0014]
进一步,所述胶槽机构包括胶槽支撑架和固定于胶槽支撑架上的槽体,所述槽体上沿出纱方向依次设置有纱梳、压纱辊和夹纱辊,所述压纱辊的高度低于所述夹纱辊的高度。
[0015]
如上所述,本发明的弯头自动缠绕机,具有以下有益效果:通过滑台机构使弯头模具往复移动,通过旋转主轴机构使弯头模具作旋转运动,通过圆弧轨道机构和圆弧滑块机构配合使弯头模具作圆弧滑动,利用弯头模具移动与旋转结合的方式,实现弯头的自动缠纱,保障产品的质量稳定性,提高了弯头缠绕效率,减轻了工人劳动强度,节约人力。
附图说明
[0016]
图1为本发明的弯头自动缠绕机的结构示意图;图2为图1的主视图;图3为图2的左视图;图4为图3中a的放大图;图5为本发明的胶槽机构的示意图。
[0017]
附图标记说明10-滑台机构;11-底座;12-直线导轨组件;121-直线导轨;122-直线滑块;13-丝杠组件;131-丝杠电机;132-丝杠;20-支撑架机构;30-旋转主轴机构;31-主轴电机;32-主轴支座;33-主轴;34-连接板;40-圆弧轨道机构;41-圆弧滑轨;42-圆弧齿条;43-连接座;431-横板;432-竖板;433-弧形板;50-圆弧滑块机构;51-圆弧滑块;52-滑块电机;53-耳板;53a-限位孔;53b-槽孔;60-胶槽机构;61-胶槽支撑架;62-槽体;63-纱梳;64-压纱辊;65-夹纱辊;70-弯头模具;70a-安装板;71-第一直线段;72-圆弧段;73-第二直线段;80-缠绕纱。
具体实施方式
[0018]
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
[0019]
须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故
不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下, 亦视为本发明可实施的范畴。
[0020]
请结合图1至图3所示,本发明提供一种弯头自动缠绕机,包括滑台机构10;支撑架机构20,设置于所述滑台机构10上并能够沿第一方向滑动;旋转主轴机构30,安装于所述支撑架机构20上;圆弧轨道机构40,与所述旋转主轴机构30连接并能够在其驱动下绕第一方向旋转;圆弧滑块机构50,滑动设置于所述圆弧轨道机构40上,且与弯头模具70的一端固连;以及胶槽机构60,设置于所述滑台机构10的一侧,用于向在弯头模具70上缠绕的纱线或纱布提供胶液。
[0021]
具体的,采用纱线不动,弯头模具70旋转和移动的方式,旋转主轴机构30的旋转轴线始终与弯头模具70的水平轴线在同一直线上,在缠弯头模具70的直线段时旋转主轴机构30驱动圆弧轨道机构40转动,滑台机构10驱动支撑架机构20向前移动,进入到弯头模具70的圆弧段72时滑台机构10停止,主轴33继续转动,滑块电机52驱动,往复动作完成弯头模具70圆弧段的缠绕。通过滑台机构10使弯头模具70往复移动,通过旋转主轴机构30使弯头模具70作旋转运动,通过圆弧轨道机构40和圆弧滑块机构50配合使弯头模具70作圆弧滑动,利用弯头模具70移动与旋转结合的方式,实现弯头模具70的自动缠纱。
[0022]
其中,所述滑台机构10包括底座11、直线导轨组件12和丝杠组件13,所述直线导轨组件12包括固定于底座11上的直线导轨121和滑动设置于所述直线导轨121上的直线滑块122,所述丝杠组件13包括固定于底座11一端的丝杠电机131和与所述丝杠电机131输出端固连的丝杠132。本实施例中,所述丝杠132设置于两个直线导轨121之间,所述第一方向为直线导轨121的导向方向,缠绕纱80的出纱所在平面与所述直线导轨121的导向方向垂直。通过所述滑台机构10能够使支撑架机构20、旋转主轴机构30、圆弧轨道机构40及弯头模具70一同作前后往复移动。
[0023]
所述支撑架机构20的顶端与所述旋转主轴机构30固连,所述支撑架机构20的底端与所述直线滑块122固连,且与所述丝杠132螺纹连接。支撑架机构20用于支撑旋转主轴机构30,且通过支撑架机构20连接滑台机构10,以使支撑架机构20能够在滑台机构10上滑动。
[0024]
所述旋转主轴机构30包括主轴33、主轴支座32、主轴电机31及连接板34,所述主轴支座32固定于支撑架机构20的顶端,所述主轴33穿设于主轴支座32上,且所述主轴33的末端与所述主轴电机31固连,所述主轴33的前端与所述连接板34的一侧固连。具体的,主轴支座32设置为两个,分别用于支撑主轴33的前端和末端,主轴电机31驱动主轴33做旋转运动,所述主轴33的轴线方向与直线导轨121的导向方向平行。通过所述旋转主轴机构30能够使圆弧轨道机构40及弯头模具70一同作旋转运动。
[0025]
参阅图2,所述弯头模具70包括沿水平方向的第一直线段71、与第一直线段71垂直的第二直线段73,以及连接第一直线段71和第二直线段73之间的圆弧段72,缠绕过程中,所述旋转主轴机构30的旋转轴线与所述弯头模具70的水平轴线同轴,即主轴33的轴线与弯头模具70的第一直线段71始终同轴。
[0026]
所述圆弧轨道机构40包括圆弧滑轨41和固定于所述圆弧滑轨41内的圆弧齿条42,
所述圆弧滑轨41和圆弧齿条42均呈弧形结构。具体的,圆弧滑轨41的尺寸根据要缠绕的弯头模具70尺寸确定。圆弧齿条42的弧度与圆弧滑轨41的内壁弧度匹配,圆弧齿条42抵在圆弧滑轨41的一侧内壁,且圆弧齿条42的两端与圆弧滑轨41的两端齐平。
[0027]
所述圆弧轨道机构40通过连接座43与所述旋转主轴机构30连接,所述连接座43由依次连接的横板431、竖板432和弧形板433组成,所述竖板432与所述连接板34的另一侧固连,所述弧形板433与所述圆弧滑轨41固连。具体的,弧形板433的弧度与圆弧滑轨41的外壁弧度匹配,通过连接座43能够使圆弧轨道机构40与主轴33同步运动。
[0028]
所述圆弧滑块机构50包括圆弧滑块51和安装于所述圆弧滑块51上的滑块电机52,所述圆弧滑块51滑动设置于所述圆弧滑轨41内,所述滑块电机52的输出端设置有与所述圆弧齿条42啮合的齿轮(图中未示出),所述滑块电机52能够驱动所述齿轮在圆弧齿条42上移动。此种结构,滑块电机52驱动齿轮在圆弧齿条42上移动的同时,带动圆弧滑块51在圆弧滑轨41上往复滑动,通过圆弧滑块机构50与圆弧轨道机构40配合,能够使弯头模具70作圆弧滑动。
[0029]
并且,所述圆弧滑块机构50还包括连接组件,所述连接组件的一端与所述圆弧滑块51连接,所述连接组件的另一端与所述弯头模具70连接。具体的,连接组件可采用快速插入式联接座、或耳板等形式。本实施例中,参阅图4,所述连接组件为耳板53,所述耳板53的一端与所述圆弧滑块51连接,所述耳板53的另一端与所述弯头模具70连接。具体的,所述耳板53的一端与圆弧滑块51通过螺栓连接,所述耳板53的另一端与弯头模具70通过螺栓连接,通过耳板53可便于弯头模具70与圆弧滑块51之间的安装固定。所述耳板53为两个,所述弯头模具70的端部具有安装板70a,两个耳板53分别夹紧安装板70a的两侧,且一个耳板53底部设有与圆弧滑块51连接的限位孔53a,另一个耳板53底部设有与圆弧滑块51连接的槽孔53b,通过调节另一个耳板53的位置,可便于压紧和拆卸弯头模具70的安装板70a。
[0030]
参阅图5,所述胶槽机构60包括胶槽支撑架61和固定于胶槽支撑架61上的槽体62,所述槽体62上沿出纱方向依次设置有纱梳63、压纱辊64和夹纱辊65,所述压纱辊64的高度低于所述夹纱辊65的高度。具体的,槽体62用于存储胶液;纱梳63设置于槽体62顶面的入纱端,用于梳理缠绕纱80;压纱辊64设置于槽体62内的底端,用于使缠绕纱80充分浸润于胶液中;夹纱辊65设置于槽体62顶面的出纱端,用于挤压多余的胶液。
[0031]
本发明具体使用过程如下:首先将缠绕纱80穿过纱梳63,并由压纱辊64压在槽体62底部,再穿过夹纱辊65,然后往槽体62内注入适量胶液,将浸入胶液的缠绕纱80从前端引出;接着,将弯头模具70与圆弧滑块51上的耳板53连接,将圆弧滑块51停止在圆弧滑轨41上端的初始位置,启动主轴电机31使主轴33带动圆弧滑轨41和弯头模具70旋转,将引出的缠绕纱80搭在弯头模具70的初始位置(即第一直线段71的最左端),启动丝杠电机131使直线滑块122移动以带动支撑架机构20前进,从而使弯头模具70前进,开始缠绕第一直线段71;缠完第一直线段71之后,自动进入弯头模具70的圆弧段72,此时丝杠电机131停止,滑块电机52启动,驱动圆弧滑块51滑动,主轴电机31一直驱动主轴33旋转,使弯头模具70既随圆弧滑轨41一同旋转同时又沿圆弧滑轨41滑动,实现圆弧段72缠绕;缠完圆弧段72之后,自动进入模具的第二直线段73,此时丝杠电机131启动,滑块电机52停止,完成一层缠绕。往复运动达到设定的层数,缠绕完成,待弯头固化成型。
[0032]
综上,在本发明实施例提供的弯头自动缠绕机中,通过滑台机构10使弯头模具70
往复移动,通过旋转主轴机构30使弯头模具70作旋转运动,通过圆弧轨道机构40和圆弧滑块机构50配合使弯头模具70作圆弧转动,利用弯头模具70移动与旋转结合的方式,实现弯头的自动缠纱,保障产品的质量稳定性,提高了弯头缠绕效率,减轻了工人劳动强度,节约人力。
[0033]
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips