
 商标分类
商标分类  商标转让
商标转让 
一种五金塑胶一体件的制备方法与流程
 2021-02-21 09:02:15|
2021-02-21 09:02:15| 392|
392| 起点商标网
起点商标网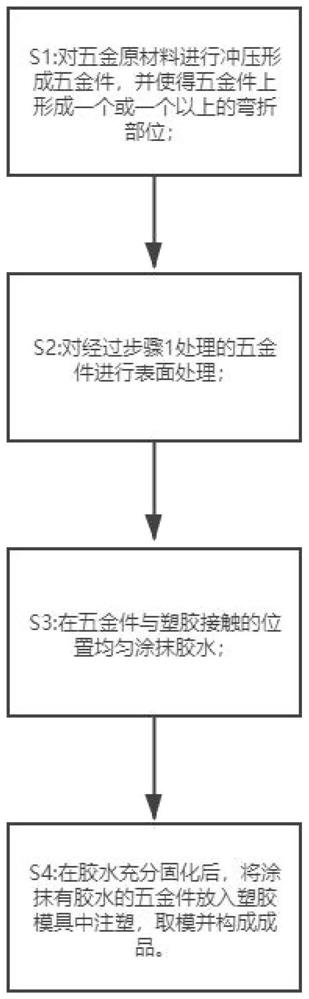
[0001]
本发明涉及塑胶技术领域,尤指一种五金塑胶一体件的制备方法。
背景技术:
[0002]
塑胶和五金的分子结构不同,两者之间无法达到熔接的目的,而在工业生产中,各种产品的经常要用到塑胶和五金共同组成的结构,当产品需要在室外使用或者水中作业的时候或者其他需要密闭空间的时候,有些产品就需要达到ip67或以上的标准,一般来说大多数人的方法是采用硅胶或其他软胶做密封圈,这样也可以达到目的,但是在某些结构上不允许做密封圈,或使用密封圈达不到效果;
[0003]
现有技术的缺点:
[0004]
1.使用密封圈的方法,占空间,无法在产品空间不够的情况下实现密封;
[0005]
2.密封圈有寿命,当密封圈老化后,就需要拆开产品重新换密封圈;
[0006]
3.有些加工环境无法使用密封圈,在塑胶二次注塑的时候温度过高,密封圈被融化,无法起到密封的作用。
技术实现要素:
[0007]
为解决上述问题,本发明提供一种五金塑胶一体件的制备方法,在五金件弯折部位表面涂抹胶水,可以在五金与塑胶之间形成一层胶膜,此胶膜既可以粘合五金件又可以粘合塑胶件,可以达到密封效果。
[0008]
为实现上述目的,本发明采用的技术方案是:一种五金塑胶一体件的制备方法,包括以下步骤:
[0009]
步骤1,对五金原材料进行冲压形成五金件,并使得五金件上形成一个或一个以上的弯折部位;
[0010]
步骤2,对经过步骤1处理的五金件进行表面处理;
[0011]
步骤3,在五金件与塑胶接触的位置均匀涂抹胶水;
[0012]
步骤4,在胶水充分固化后,将涂抹有胶水的五金件放入塑胶模具中注塑,取模并构成成品。
[0013]
进一步,步骤2的具体步骤为:将经过步骤1处理的五金件浸泡在溶剂型除油剂或碱性清洗剂中。
[0014]
进一步,步骤2的具体步骤为:将经过步骤1处理的五金件进行电镀或钝化处理。
[0015]
进一步,其中在步骤3中,胶水成分包括丁酮、环氧树脂、乙酸混合物、二甲苯。
[0016]
进一步,步骤3的具体步骤为:在五金件与塑胶接触的位置均匀涂抹胶水,涂抹胶水后自然风干30-60分钟。
[0017]
进一步,步骤3的具体步骤为:在五金件与塑胶接触的位置均匀涂抹胶水,然后通过烘干机烘干,烘干温度在80℃-120℃。
[0018]
进一步,在步骤3中胶水用量一般为10
㎡
/
㎏
。
[0019]
本发明的有益效果在于:1.在本申请中通过对五金件表面冲压出一个或一个以上的弯折部位,则在后续的注塑工艺中,可以增加五金件与塑胶的接触面积,同时增加气体或其他流体物质流动的阻碍;2.在五金件表面涂抹胶水,可以在五金与塑胶之间形成一层胶膜,此胶膜既可以粘合五金件又可以粘合塑胶件,甚至在不增加五金件的接触面积的情况下也可以达到密封效果。3.本申请直接取消了传统技术中的密封圈,减少成本,节省了使用软胶类的密封圈,不需要在结构上考虑锁螺丝之类的;4.节省空间,在产品要求比较紧凑的时候,或者本身结构无法使用密封圈的时候,无需考虑密封圈的位置;5.使用寿命长,基本上只要产品不被破坏,密封的地方就不会坏;6.塑胶与五金之间的密封效果可以达到ip67级别。
附图说明
[0020]
图1是本申请金塑胶一体件的制备方法的流程图。
[0021]
图2是五金件形成弯折部位的结构示意图。
[0022]
图3是五金件上涂抹胶水后的结构示意图。
[0023]
图4是本申请金塑胶一体件成品的剖面图。
[0024]
附图标号说明:1.五金件;11.弯折部位;12.胶水;2.塑胶。
具体实施方式
[0025]
具体实施例一:
[0026]
请参阅图1所示,本发明关于一种五金塑胶一体件的制备方法,包括以下步骤:
[0027]
步骤1,对五金原材料进行冲压形成五金件1,并使得五金件1上形成一个或一个以上的弯折部位11;
[0028]
步骤2,对经过步骤1处理的五金件1进行表面处理;
[0029]
步骤3,在五金件1与塑胶2接触的位置均匀涂抹胶水12;
[0030]
步骤4,在胶水12充分固化后,将涂抹有胶水12的五金件1放入塑胶2模具中注塑,取模并构成成品。
[0031]
进一步,步骤2的具体步骤为:将经过步骤1处理的五金件1浸泡在溶剂型除油剂或碱性清洗剂中,去除表面的切削油、保护油和油脂等,这样有利于之后的涂胶水12工艺,胶水12更好的与五金粘合。
[0032]
进一步,其中在步骤3中,胶水12成分包括丁酮、环氧树脂、乙酸混合物、二甲苯。
[0033]
进一步,步骤3的具体步骤为:在五金件1与塑胶2接触的位置均匀涂抹胶水12,涂抹胶水12后自然风干30-60分钟。在步骤3中胶水12用量一般为10
㎡
/
㎏
。
[0034]
具体实施二:
[0035]
请参阅图1所示,本发明关于一种五金塑胶一体件的制备方法,包括以下步骤:
[0036]
步骤1,对五金原材料进行冲压形成五金件1,并使得五金件1上形成一个或一个以上的弯折部位11;
[0037]
步骤2,对经过步骤1处理的五金件1进行表面处理,该表面处理为对五金件1进行电镀或钝化处理。
[0038]
步骤3,在五金件1与塑胶2接触的位置均匀涂抹胶水12;
[0039]
步骤4,在胶水12充分固化后,将涂抹有胶水12的五金件1放入塑胶2模具中注塑,取模并构成成品。
[0040]
进一步,步骤3的具体步骤为:在五金件1与塑胶2接触的位置均匀涂抹胶水12,然后通过烘干机烘干,烘干温度在80℃-120℃。在本具体实施例中,通过烘干机烘干可以加快固化的速度。
[0041]
进一步,在步骤3中胶水12用量一般为10
㎡
/
㎏
。
[0042]
综上所述,在本申请中通过对五金件1表面冲压出一个或一个以上的弯折部位11,则在后续的注塑工艺中,可以增加五金件1与塑胶2的接触面积,同时增加气体或其他流体物质流动的阻碍;在五金件1表面涂抹胶水12,可以在五金与塑胶2之间形成一层胶膜,此胶膜既可以粘合五金件1又可以粘合塑胶2件,甚至在不增加五金件1的接触面积的情况下也可以达到密封效果。本申请直接取消了传统技术中的密封圈,减少成本,节省了使用软胶类的密封圈,不需要在结构上考虑锁螺丝之类的;节省空间,在产品要求比较紧凑的时候,或者本身结构无法使用密封圈的时候,无需考虑密封圈的位置;使用寿命长,基本上只要产品不被破坏,密封的地方就不会坏;塑胶2与五金之间的密封效果可以达到ip67级别。
[0043]
以上实施方式仅仅是对本发明的优选实施方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通工程技术人员对本发明的技术方案作出的各种变形和改进,均应落入本发明的权利要求书确定的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips