
 商标分类
商标分类  商标转让
商标转让 
一种模具用斜滑块机构的制作方法
 2021-02-21 09:02:18|
2021-02-21 09:02:18| 323|
323| 起点商标网
起点商标网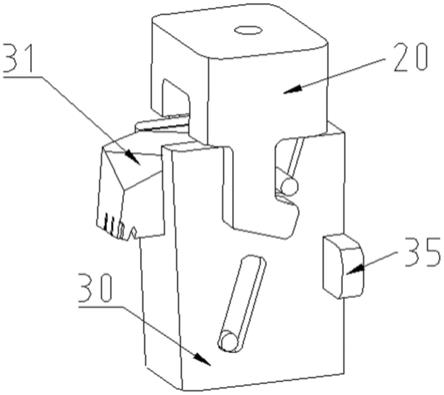
[0001]
本实用新型涉及模具领域,尤其是涉及一种模具用斜滑块机构。
背景技术:
[0002]
在模具开模时,当塑料制品存在和开模方向不同的卡扣,在制品脱模前需要将卡扣倒扣部分侧向抽芯,然后从后模中脱模。
[0003]
如图1中制品卡扣抽芯机构,按现有技术采用三板模gci模架,斜滑块a21抽芯机构,需要两次分型开模。
[0004]
具体地,如图1所述,卡扣抽芯机构包括面板、a板、b板、前模、后模、t槽导向块、斜滑块、耐磨板、第一组导柱导套、第二组导柱导套、尼龙塞、限位垫片和限位螺丝,当进行开模时,需分两个阶段进行,下面进行具体描述。
[0005]
第一阶段:带动面板上移,使得面板与a板分离,此时,固定在面板上的t槽导向块带动斜滑块,经过耐磨板,斜向运动,使得斜滑块下端脱离后模;
[0006]
第二阶段,带动a板上移,使得a板与b板分离,并分别带动前模和后模的分离,完成开模。
[0007]
现有卡扣抽芯机构模具的技术缺点如下:
[0008]
1、模具结构复杂,稳定性差;
[0009]
2、模具材料成本很高,由于二次分型开模,模架上增加很多标准件,整个模具尺寸会加大;
[0010]
3、由于采用隧道斜滑块,加工工艺复杂,对设备要求高,同时加工周期加长,不易配模,制造成本增加;
[0011]
4、注塑生产周期加长,生产效率低。
技术实现要素:
[0012]
本实用新型的目的就是为了克服上述现有技术存在的结构复杂、尺寸大、加工工艺复杂缺陷而提供一种模具用斜滑块机构。
[0013]
本实用新型的目的可以通过以下技术方案来实现:
[0014]
一种模具用斜滑块机构,用于带动斜滑块镶件进行斜向抽芯,所述斜滑块镶件用于模具成型,所述斜滑块机构包括斜滑块和后模镶件,所述斜滑块镶件连接所述斜滑块,所述后模镶件内设有供所述斜滑块斜向运动的第一通道,所述斜滑块位于所述第一通道内,所述斜滑块通过弹簧连接所述后模镶件,当所述弹簧处于自由状态时,所述斜滑块的一端位于所述后模镶件外部。
[0015]
进一步地,所述斜滑块机构还包括前模斜滑块拉钩,所述斜滑块设有导向销,所述前模斜滑块拉钩与所述导向销的位置和形状相配合,用于带动所述导向销移动。
[0016]
进一步地,所述前模斜滑块拉钩包括连接座和弯钩,所述连接座连接所述弯钩,所述弯钩包括第一连接部和第二连接部,所述第一连接部的一端连接所述连接座,另一端连
接所述第二连接部,所述第二连接部与所述第一连接部的夹角为钝角,所述第二连接部远离所述第一连接部的一端为长方体状。
[0017]
进一步地,所述弯钩的数量为两个,所述导向销贯穿所述斜滑块,所述斜滑块的两侧均露出有所述导向销。
[0018]
进一步地,所述连接座的一端为斜面,该斜面的倾斜角度与所述第一通道的倾斜角度相垂直,所述斜滑块位于所述后模镶件外部的一端与所述斜面相配合。
[0019]
进一步地,所述导向销贯穿连接所述斜滑块镶件。
[0020]
进一步地,所述斜滑块设有限位销,所述后模镶件对应设有限位槽,所述限位销位于所述限位槽内。
[0021]
进一步地,所述斜滑块镶件通过插销连接所述斜滑块。
[0022]
进一步地,所述斜滑块内部设有第二通道和第三通道,所述第二通道自上而下设置,并只贯穿所述斜滑块的一端,所述第三通道水平设置,经过所述第二通道并贯穿所述斜滑块,所述斜滑块镶件位于所述第三通道中,所述斜滑块镶件设有凸起部,该凸起部位于所述第二通道中,所述弹簧位于所述第二通道中,所述弹簧的一端连接所述凸起部,另一端连接所述后模镶件。
[0023]
进一步地,所述后模镶件的两侧均设有后模镶件固定块。
[0024]
与现有技术相比,本实用新型具有以下优点:
[0025]
(1)本实用新型通过弹簧连接在后模镶件内斜向运动的斜滑块,实现对斜滑块镶件的斜向抽芯,采用了二板模具机构一次开模,斜滑块简单可靠,模具结构简单,稳定性好,适合量产。
[0026]
(2)本实用新型通过前模斜滑块拉钩与导向销结构,在合模时按压斜滑块,在开模时,通过弯钩带动导向销,进而拉动斜滑块与斜滑块镶件,配合弹簧进一步实现开模,提高了本实用新型的使用效率和可靠性。
[0027]
(3)本实用新型模具成本低,整个模具尺寸减小:斜滑块结构尺寸小占用空间少。
[0028]
(4)本实用新型加工工艺简单及周期短和易配模,制造成本低廉:不采用隧道斜滑块,本斜滑块结构简单。
[0029]
(5)本实用新型注塑生产周期短及生产效率高,采用了二板模具机构一次开模。
附图说明
[0030]
图1为背景技术中模具合模状态示意图;
[0031]
图2为背景技术中模具第一次开模状态示意图;
[0032]
图3为背景技术中模具第二次开模状态示意图;
[0033]
图4为本实用新型斜滑块机构的合模状态立体图;
[0034]
图5为本实用新型斜滑块机构的合模状态主视图;;
[0035]
图6为本实用新型前模斜滑块拉钩的立体图;
[0036]
图7为本实用新型前模斜滑块拉钩的主视图;
[0037]
图8为本实用新型前模斜滑块拉钩的仰视立体图;
[0038]
图9为本实用新型后模镶件的立体图;
[0039]
图10为本实用新型斜滑块的立体图;
[0040]
图11为本实用新型斜滑块的后视立体图;
[0041]
图12为本实用新型斜滑块机构部分组件的开模状态立体图;
[0042]
图13为本实用新型斜滑块机构部分组件的开模状态主视图;;
[0043]
图14为本实用新型模具的合模状态示意图;
[0044]
图15为本实用新型模具的开模状态示意图;
[0045]
图中,1、面板,2、a板,3、b板,10、前模,11、后模,20、前模斜滑块拉钩,201、连接座,202、弯钩,30、后模镶件,301、第一通道,302、限位槽,31、斜滑块镶件,311、凸起部,32、斜滑块,321、第二通道,322、第三通道,33、导向销,34、限位销,35、后模镶件固定块,36、弹簧,a20、t槽导向块,a21、斜滑块,a22、耐磨板,a30、第一组导柱导套,a31、第二组导柱导套,a32、尼龙塞,a33、限位垫片,a34、限位螺丝。
具体实施方式
[0046]
下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
[0047]
实施例1
[0048]
如图4和图5所示,本实施例提供一种模具用斜滑块机构,用于带动斜滑块镶件31进行斜向抽芯,斜滑块镶件31用于模具成型,斜滑块机构包括斜滑块32和后模镶件30,斜滑块镶件31连接斜滑块32,后模镶件30内设有供斜滑块32斜向运动的第一通道301,斜滑块32位于第一通道301内,斜滑块32通过弹簧5连接后模镶件30,当弹簧5处于自由状态时,斜滑块32的一端位于后模镶件30外部。第一通道301的倾斜角度与斜滑块镶件31成型部位的倾斜角度一致。
[0049]
斜滑块机构还包括前模斜滑块拉钩20,斜滑块32设有导向销33,前模斜滑块拉钩20与导向销33的位置和形状相配合,用于带动导向销33移动。
[0050]
下面对各部件以及具体操作过程进行具体描述。
[0051]
1、前模斜滑块拉钩20
[0052]
如图6至8所示,前模斜滑块拉钩20包括连接座201和弯钩202,连接座201连接弯钩202,弯钩202包括第一连接部和第二连接部,第一连接部的一端连接着连接座201,另一端连接第二连接部,第二连接部与第一连接部的夹角为钝角,第二连接部远离第一连接部的一端为长方体状。
[0053]
导向销33贯穿连接斜滑块镶件31。
[0054]
连接座201设有螺纹连接孔,用于通过螺丝连接前模。弯钩202的数量为两个,分别位于连接座201的两端,两弯钩202内侧的区域用于容纳与斜滑块32露出后模镶件30的部位。导向销33贯穿斜滑块镶件31和斜滑块32,斜滑块32的两侧均露出有导向销33,用于匹配连接两个弯钩202。
[0055]
连接座201的一端为斜面,该斜面的倾斜角度与第一通道301的倾斜角度相垂直,斜滑块32位于后模镶件30外部的一端与斜面相配合。斜面的设置使得斜滑块32在合模时能沿连接座201斜向运动,斜面倾斜角度的设置使得斜滑块32在合模时的受力方向与其在第一通道301内的运动方向一致,提高斜滑块32合模效率与稳定性。
[0056]
第一通道301的倾斜角度与斜滑块镶件31斜向成型部位的倾斜角度一致。
[0057]
2、后模镶件30
[0058]
如图9所示,后模镶件30的两侧均设有后模镶件固定块35,用于与后模固定。
[0059]
3、斜滑块32
[0060]
如图10和图11所示,斜滑块32设有限位销34,后模镶件30对应设有限位槽302,限位销34位于限位槽302内。斜滑块镶件31通过该限位销34连接斜滑块32。
[0061]
斜滑块32内部设有第二通道321和第三通道322,第二通道321自上而下设置,并只贯穿斜滑块32的一端,第三通道322从前到后设置,经过第二通道321并贯穿斜滑块32,斜滑块镶件31位于第三通道322中,斜滑块镶件31设有凸起部311,该凸起部311位于第二通道321中,弹簧5位于第二通道321中,弹簧5的一端连接凸起部311,另一端连接后模镶件30。
[0062]
4、工作原理
[0063]
如图4和图5所示,为斜滑块机构的合模状态,此时,斜滑块32受前模斜滑块拉钩20按压力作用,限位销34处于限位槽302最低端,带动斜滑块镶件31位于最低端,进行模具成型,同时弹簧36处于储能状态。
[0064]
如图12和图13所示,为斜滑块机构的开模状态,此时,前模斜滑块拉钩20远离斜滑块32,斜滑块32受弹簧36作用,限位销34处于限位槽302最高端。
[0065]
由于第一通道301的倾斜设置,当斜滑块机构处于合模状态时,斜滑块镶件31向外侧伸出;当斜滑块机构处于开模状态时,斜滑块镶件31向内侧收缩;当斜滑块机构逐渐进行合模时,限位销34由位于弯钩202的外侧,逐渐向内收缩,弯钩202逐渐向下移动,到达合模状态时,弯钩202勾住限位销34。
[0066]
5、具体操作过程
[0067]
将斜滑块32固定连接前模10,后模镶件30固定连接后模11,并装配好其它部件,进行模具动作。
[0068]
5.1、模具动作说明如下:
[0069]
如图14所示,合模动作包括以下步骤:
[0070]
s101:顶针板复位;
[0071]
s102:a/b合模;
[0072]
s103:斜滑块32顶面和前模斜滑块拉钩20的连接座201接触后,斜滑块32驱动;
[0073]
s104:斜滑块32和斜滑块镶件31同时按导向角度斜向下运动直到合模动作完成。
[0074]
如图15所示,开模动作包括以下步骤:
[0075]
s201:a/b开模过程中,前模斜滑块拉钩20带动导向销33移动;
[0076]
s202:导向销33带动斜滑块32按导向角度斜向上抽芯,从而使卡扣倒扣部分成型在斜滑块镶件31上的胶位脱离制品;
[0077]
s203:顶出制品;
[0078]
s204:取件。
[0079]
5.2、斜滑块机构注意点说明如下:
[0080]
1)斜滑块32抽芯时限位销34在限位槽302内移动,控制斜滑块行程;
[0081]
2)通过弹簧5限制斜滑块32抽芯后的位置,避免合模时碰坏前模斜滑块拉钩20;
[0082]
3)斜滑块32和斜滑块镶件31采用销固定在一起。
[0083]
以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 实用新型

 热门咨询
热门咨询




tips