
 商标分类
商标分类  商标转让
商标转让 
一种注塑模具侧边深倒钩脱模机构的制作方法
 2021-02-21 09:02:21|
2021-02-21 09:02:21| 281|
281| 起点商标网
起点商标网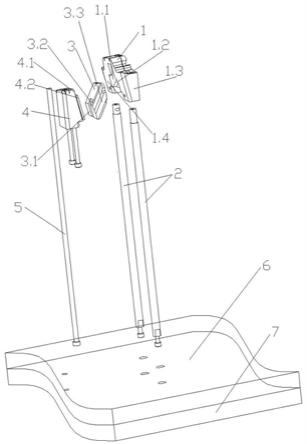
[0001]
本发明涉及注塑模具技术领域,具体讲是一种注塑模具侧边深倒钩脱模机构。
背景技术:
[0002]
如图1所述,该塑料制品的底部有倒钩101,在倒钩边上有凸条102,基于有倒钩的存在,则无法采用最常规的上下分离一次开模,而且倒钩101与凸条102之间的间距仅有15mm左右,两者相距非常接近,从而使注塑模具无法采用常规的斜导柱脱模,即通过斜导柱先将倒钩101分离一段距离,再最后正常上下脱模,因为这么狭小的空间没有安装斜导柱的位置,而且会影响到其他零件的正常安装。所以目前急需一款使成型后的塑料制品能正常脱模的注塑模具结构。
技术实现要素:
[0003]
本发明要解决的技术问题是,提供一种二次顶出结构中直顶块里做抽芯,倒钩先横向移动摆脱上下的干涉再竖直上下脱模,使产品能正常脱模,占用空间位置不受限制,在实际应用中,结构紧凑、简单可靠、便于维护的注塑模具侧边深倒钩脱模机构。
[0004]
本发明的技术方案是,提供一种具有以下结构的注塑模具侧边深倒钩脱模机构,包括顶块、顶杆、抽芯块、固定块、顶针、第一顶针板、第二顶针板和模板;所述顶块、抽芯块和固定块嵌入在模板的凹腔内,所述顶块的顶面、抽芯块的顶面、固定块的顶面和模板的顶面作为整个产品的第一型腔的底面;成型所述的产品的倒钩的第二型腔位于抽芯块的侧面,该抽芯块的另一侧为第一斜面并且通过t型导轨结构导向活动连接在固定块的第二斜面上,所述第一斜面与竖直面之间的角度α为锐角,成型所述的产品的凸条的第三型腔位于顶块的顶面,所述抽芯块与顶块的活动配合,该活动配合至少用于在所述抽芯块被第二斜面上导向活动时能够具有左右方向的运动;所述顶针的底部与第一顶针板固定,顶部穿过模板的通孔,所述顶杆的底部与第二顶针板固定,所述顶杆的顶部插入模板,并与顶块固定。
[0005]
优选的,顶块设有通道,所述的所述抽芯块与顶块的活动配合是指所述抽芯块与顶块的通道活动配合。
[0006]
优选的,通道为斜向通道,所述的所述抽芯块与顶块的活动配合是指:所述抽芯块与顶块的斜向通道活动配合,该斜向通道用于导向所述抽芯块斜向往复运动。
[0007]
优选的,所述抽芯块的斜向往复运动的方向与第一斜面之间的角度β为锐角,所述角度α小于角度β。
[0008]
优选的,所述角度α为10度。
[0009]
优选的,所述角度β为40度。
[0010]
优选的,通道设于顶块的居中位置,顶块被通道前后对称划分为前部和后部这前后两部分,所述抽芯块活动配合于前后两部分之间。
[0011]
优选的,顶杆的顶动端与所述的前后两部分连接。
[0012]
优选的,顶杆的数量为两根,并相互平行设置,一根顶杆的顶动端与所述的前部连接,另一根顶杆的顶动端与所述的后部连接。
[0013]
优选的,所述固定块的第二斜面设有t型导轨,所述抽芯块的第一斜面上设有与t型导轨滑动配件的长槽。
[0014]
采用以上结构后,本发明与现有技术相比具有以下优点:采用滑块结构分步脱模,即先顶动顶块往上,顶块往上的同时带动抽芯块向上,但是基于抽芯块是沿着固定块的第二斜面滑动,故抽芯是往上移动的同时还向靠近固定块的方向移动(即向左移动),而靠近固定块移动,能使成型后的倒钩能摆脱横向干涉,最后使倒钩能顺利上下脱模。而且本结构在狭小的空间能就能实现,且可靠性好、结构简单。二次顶出结构中直顶块里做抽芯,占用空间位置不受限制,在实际应用中,结构紧凑、简单可靠、便于维护。
附图说明
[0015]
图1为本发明的模具成型的产品的结构示意图。
[0016]
图2为本发明的爆炸示意图。
[0017]
图3为本发明的注塑成型后的示意图。
[0018]
图4为本发明的开模第一步的示意图。
[0019]
图5为本发明的开模第二步的示意图。
[0020]
图6为本发明的开模的示意图。
[0021]
图7为本发明的合模复位第一步的示意图。
[0022]
图8为本发明的合模复位第二步的示意图。
[0023]
图中所示,1、顶块,1.1、通道,1.2、导槽,1.3、前部,1.4、后部,2、顶杆,3、抽芯块,3.1、第一斜面,3.2、长槽,3.3、斜向导轨,4、固定块,4.1、第二斜面,4.2、t型导轨,5、顶针,6、第一顶针板,7、第二顶针板,8、模板,11、第二型腔,12、第三型腔,101、倒钩,102、凸条。
具体实施方式
[0024]
下面结合附图对本发明作进一步说明。
[0025]
图5、6、7、8等附图主要用于表达开合模的情况,由于空间较小,所以进行了附图标记省略,但是这些省略的附图标记并不影响理解本发明,相关未标记的附图标记可参考图1、2、3、4等附图。
[0026]
如图1-2所示,本发明的注塑模具侧边深倒钩脱模机构,包括顶块1、顶杆2、抽芯块3、固定块4、顶针5、第一顶针板6、第二顶针板7和模板8。
[0027]
所述顶块1、抽芯块3和固定块4嵌入在模板8的凹腔内,所述顶块1的顶面、抽芯块3的顶面、固定块4的顶面和模板8的顶面作为整个产品的第一型腔的底面。
[0028]
成型倒钩101的第二型腔11位于抽芯块3的侧面,另一侧为第一斜面3.1并且通过t型导轨结构滑动连接在固定块4的第二斜面4.1上,所述固定块4的第二斜面4.1设有t型导轨4.2,所述抽芯块3的第一斜面3.1上设有与t型导轨4.2滑动配件的长槽3.2。所述第一斜面3.1与竖直面之间的角度α为锐角,所述角度α为10度。成型凸条102的第三型腔12位于顶块1的顶面,如图2、3所示,所述抽芯块3活动配合在顶块1的通道1.1内,所述抽芯块3沿通道1.1的
运动方向与第一斜面3.1之间的角度β为锐角,所述角度β为40度,所述角度α小于角度β。
[0029]
如图2、3所示,通道1.1为斜向通道,所述抽芯块3与顶块1的斜向通道活动配合,该斜向通道用于导向所述抽芯块3斜向往复运动,这样能够更有利于实现本结构在狭小的空间内应用,即当需要成型的倒钩101和凸条102之间的间距更小的时候,利用斜向通道可以实现,如果不是斜向通道的设计,那么将导致顶块1左右方向的尺寸变大。
[0030]
为了使运动更为平稳、可靠以及保障精度,如图2所示,通道1.1设于顶块1的居中位置,顶块1被通道1.1前后对称划分为前部1.3和后部1.4这前后两部分,所述抽芯块3活动配合于前后两部分之间,而顶杆2的顶动端则与所述的前后两部分连接。本例中,顶杆2的数量为两根,并相互平行设置,一根顶杆2的顶动端与所述的前部连接,另一根顶杆2的顶动端与所述的后部连接。
[0031]
本例中,为了使抽芯块3运动更为平稳、可靠以及保障精度,前部1.3和后部1.4相对的面上均设有导槽1.2,相应的抽芯块3的前后两侧面均设有与导槽1.2相配合的斜向导轨3.3。前述结构可参考图2。
[0032]
所述顶针5的底部与第一顶针板6固定,顶部穿过模板8的通孔,所述顶杆2的底部与第二顶针板7固定,所述顶杆2的顶部插入模板8,并与顶块1固定。
[0033]
如图3所示,合模状态,所述顶块1的顶面、抽芯块3的顶面和固定块4的顶面齐平;如图4所示,开模第一步状态,所述第一顶针板6和第二顶针板7同步上升距离h1,距离h1大于或者等于倒钩101的高度,所述第二顶针板7推动顶块1竖直向上,所述顶块1带动抽芯块3沿着固定块4的第二斜面4.1倾斜向上以使抽芯块3向上运动的同时向左运动,抽芯块3受到导轨4.2和长槽3.2的干涉,只能沿着导轨4.2的方向往上滑动,即抽芯块3倾斜往上,而顶块1竖直往上,抽芯块3往上的距离小于顶块1往上的距离。
[0034]
所述抽芯块3的侧面远离模具的内侧面直到两者之间的距离大于成型后的倒钩101的宽度,成型后的倒钩101位于所述抽芯块3的侧面与模具的内侧面之间,这样,通过抽芯块3倾斜往上,从而使倒钩101能往上且摆脱上下方向的干涉。
[0035]
成型后的凸条102嵌入在所述的第三型腔12内,在上升距离h1过程中,同时第一顶针板6推动顶针5以及第二顶针板7推动顶块1竖直向上顶出成型后的产品;因锐角α的设置,所以当所述顶块1往上滑动的距离为h1时,所述抽芯块3往上滑动的距离为小于h1。
[0036]
如图5所示,开模第二步状态,所述第一顶针板6再上升距离h2,顶动成型后的产品继续往上,直到成型后的凸条102与抽芯块3的第三型腔分离。
[0037]
如图6所示,从开模到合模第一步:所述第一顶针板6向下移动距离h2,并带动顶针5向下移动距离h2。
[0038]
如图7和图8所示,从合模第一步到合模第二步:所述第一顶针板6和第二顶针板7同步向下移动距离h1,所述第一顶针板6带动顶针5向下移动距离h1,所述第二顶针板7带动顶块1和顶杆2向下,所述抽芯块3沿着t型导轨结构向下滑动并向右运动复位。
[0039]
以上所述仅是本发明的举例说明,故凡依本发明专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips