
 商标分类
商标分类  商标转让
商标转让 
一种连续纤维增强复合管缠绕设备的制作方法
 2021-02-21 09:02:26|
2021-02-21 09:02:26| 353|
353| 起点商标网
起点商标网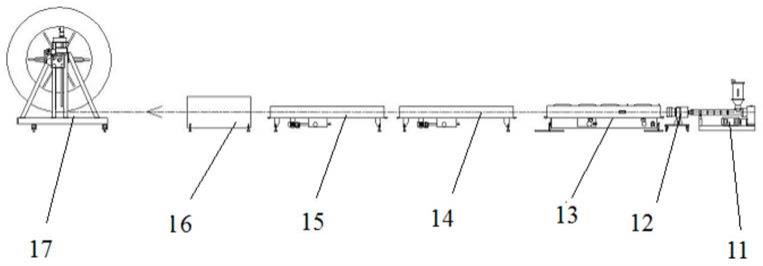
[0001]
本实用新型涉及连续纤维增强缠绕的技术领域,具体是一种连续纤维增强复合管缠绕设备。
背景技术:
[0002]
石油和天然气产业历来是管道业的大市场,近年“页岩改革”改变了世界能源的大格局;开发页岩气和煤层气等非常规油气资源成为很多国家的战略重点。但是过去几乎都是采用钢管;近年来随着技术的进步,经验的积累,全球油气产业越来越多的采用钢管和塑料管复合的管道,这类管道既借用了塑料的耐腐蚀,耐磨的优良性能,又借用了钢管的钢性,满足了较高使用压力的需要,但是钢管柔性差,不能盘卷供应,接头较多,油气产业的管道常处在恶劣的环境下,如崎岖的荒原,沙漠,沼泽和水下,采用可盘卷连续长管不仅可以明显降低铺设费用,也加快了铺设进度,而且安全可靠。但是纯塑料管道耐温、耐压性能差,不能满足高压力使用需求,于是需要积极研发新型增强材料,将这些增强材料与塑料管道相结合,设计了连续纤维增强热塑性复合管,简称rtp,大多采用三层结构,内层为热塑性塑料管,中间层是起增强作用的玻璃纤维增强单向带,外层是起保护作用的外包覆层,rtp管道已在天然气高压输送、海底输水等领域广泛应用。随之需要一种新型的连续纤维增强复合管缠绕设备来满足连续生产的需要。
技术实现要素:
[0003]
本实用新型的目的在于提供一种连续纤维增强复合管缠绕设备,能够快速并连续生产rtp复合管。
[0004]
实现上述目的的技术方案是:
[0005]
一种连续纤维增强复合管缠绕设备,包括:内层挤出设备和增强层缠绕外包覆挤出设备,其中,
[0006]
所述内层挤出设备包括:
[0007]
用于挤出管料的挤出机;
[0008]
安装于所述挤出机的出口,用于将管料加工形成内管的内管模具;
[0009]
位于所述内管模具的下一工序位置,容所述内管通过的真空箱;
[0010]
位于所述真空箱的下一工序位置,对所述内管进行两次喷淋的两个喷淋箱;
[0011]
位于所述喷淋箱的下一工序位置,用于牵引所述内管移动的第一牵引机;以及
[0012]
位于所述第一牵引机的下一工序位置,用于收卷所述内管的第一收卷机;
[0013]
所述增强层缠绕外包覆挤出设备包括:
[0014]
收卷有所述内管的放卷机;
[0015]
对来自所述放卷机的所述内管缠绕增强层缠绕单向带,形成中间层的加热缠绕装置;
[0016]
通过安装于出口的包覆模具,在中间层表面进行包覆以形成外包覆层的包覆挤出
机;
[0017]
位于所述包覆挤出机的下一工序位置,用于对包覆后形成的复合管进行吹风和冷却的吹风冷却装置;
[0018]
位于所述吹风冷却装置的下一工序位置,用于牵引复合管移动的第二牵引机;以及
[0019]
用于将复合管进行收卷的第二收卷机。
[0020]
优选的,所述加热缠绕装置包括:依次相接的第一加热烘箱、第一缠绕机、第二加热烘箱、第二缠绕机、第三加热烘箱、第三缠绕机、第四加热烘箱、第四缠绕机和第五加热烘箱,
[0021]
所述第一加热烘箱位于所述放卷机的下一工序位置;
[0022]
所述第五加热烘箱位于所述包覆挤出机的上一工序位置。
[0023]
优选的,所述吹风冷却装置包括:依次相接的第一吹风环、第一冷却箱、第二冷却箱和第二吹风环,其中,所述第一吹风环位于所述包覆挤出机的下一工序位置,所述第二吹风环位于所述第二牵引机的上一工序位置。
[0024]
优选的,还包括:位于所述第二牵引机的下一工序位置,用于对复合管激光打印的激光打印机;以及
[0025]
位于所述激光打印机的下一工序位置,用于对复合管进行切割,并将切割后的复合管送至所述第二收卷机的切割机。
[0026]
本实用新型的有益效果是:本实用新型通过内层挤出和增强层缠绕外包覆挤出,能够连续快速的生产rtp复合管,实用性较强。配置的加热缠绕装置和吹风冷却装置能有效确保成品的质量。
附图说明
[0027]
图1是本实用新型中内层挤出设备的正视结构图;
[0028]
图2是本实用新型中内层挤出设备的俯视结构图;
[0029]
图3是本实用新型中增强层缠绕外包覆挤出设备的俯视结构图;
[0030]
图4是本实用新型中增强层缠绕外包覆挤出设备的正视结构图。
具体实施方式
[0031]
下面将结合附图对本实用新型作进一步说明。
[0032]
请参阅图1-4,本实用新型的连续纤维增强复合管缠绕设备,包括:内层挤出设备和增强层缠绕外包覆挤出设备。
[0033]
内层挤出设备包括:挤出机11、内管模具12、真空箱13、两个喷淋箱14、15、第一牵引机16和第一收卷机17。
[0034]
挤出机11用于挤出管料。内管模具12安装于挤出机11的出口,用于将管料加工形成内管,即:热塑性塑料管。内管挤出管料为树脂,如:pp聚丙烯、hdpe聚乙烯、pa聚酰胺。
[0035]
真空箱13位于内管模具12的下一工序位置,让内管通过其内设置的真空环境。
[0036]
两个喷淋箱14、15位于真空箱的下一工序位置,依次对内管进行两次喷淋。
[0037]
第一牵引机16位于喷淋箱15的下一工序位置,用于牵引内管移动。
[0038]
第一收卷机17位于第一牵引机16的下一工序位置,用于收卷内管。
[0039]
增强层缠绕外包覆挤出设备包括:放卷机201、加热缠绕装置、包覆挤出机211、吹风冷却装置、第二牵引机217、激光打印机218、切割机219、第二收卷机220。
[0040]
放卷机201收卷有内管。内管可以从第一收卷机17那获取。
[0041]
加热缠绕装置对来自放卷机201的内管缠绕增强层缠绕单向带,形成中间层。增强层缠绕单向带为玻璃纤维单向带、碳纤维单向带、芳纶纤维单向带或玄武岩纤维单向带。增强层缠绕单向带树脂种类为:pp聚丙烯、hdpe聚乙烯、pa聚酰胺。
[0042]
具体地,加热缠绕装置包括:依次相接的第一加热烘箱202、第一缠绕机203、第二加热烘箱204、第二缠绕机205、第三加热烘箱206、第三缠绕机207、第四加热烘箱208、第四缠绕机209和第五加热烘箱210,第一加热烘箱202位于放卷机201的下一工序位置;第五加热烘箱210位于包覆挤出机211的上一工序位置。5台加热烘箱、4台缠绕机摆布成2台交叉缠绕,1台左旋转,1台右旋转。利用绕内管中心线圆周旋转的至少两个缠绕带放卷架放卷缠绕带,使缠绕带拉直并以与中心管中心线成55
°-
70
°
角度缠绕于内管的外周上随内管同步移动。每台缠绕机安装有放卷增强层缠绕单向带,每台缠绕机放卷带盘是2的倍数。根据管经计算爆破压力,得出绕机放卷带盘数,增强层缠绕单向带宽度。缠绕机放卷带盘宽度:25-200mm。各加热烘箱采用是红外卤素加热管,是红外线快中波加热管,温度精度控制正负2度。12根加热管均匀排布在系统内腔,形成一个环形结构,对管子进行360度无死角加热,受热均匀。整个烘箱分上下2部分,打开清理方便。
[0043]
包覆挤出机211通过安装于出口的包覆模具212,在中间层表面进行包覆以形成外包覆层,从而形成复合管。
[0044]
吹风冷却装置位于包覆挤出机211的下一工序位置,对复合管进行吹风和冷却。具体地,吹风冷却装置包括依次相接的第一吹风环213、第一冷却箱214、第二冷却箱215和第二吹风环216,其中,第一吹风213环位于包覆挤出机211的下一工序位置,第二吹风环216位于第二牵引机217的上一工序位置。
[0045]
第二牵引机217位于吹风冷却装置的下一工序位置,用于牵引复合管轴向移动。
[0046]
激光打印机218位于第二牵引机217的下一工序位置,用于对复合管激光打印。
[0047]
切割机219位于激光打印机218的下一工序位置,用于对复合管进行切割,并将切割后的复合管送至第二收卷机220。
[0048]
第二收卷机220用于将复合管进行收卷。
[0049]
以上实施例仅供说明本实用新型之用,而非对本实用新型的限制,有关技术领域的技术人员,在不脱离本实用新型的精神和范围的情况下,还可以作出各种变换或变型,因此所有等同的技术方案也应该属于本实用新型的范畴,应由各权利要求所限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips