
 商标分类
商标分类  商标转让
商标转让 
一种棉花打包膜双层膜贴合机构的制作方法
 2021-02-21 07:02:32|
2021-02-21 07:02:32| 420|
420| 起点商标网
起点商标网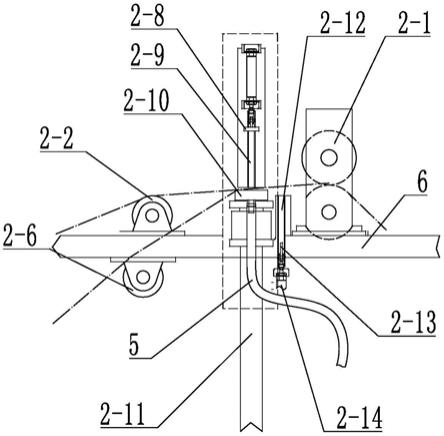
[0001]
本实用新型涉及一种棉花打包膜生产设备,尤其是一种用于将不同特性的两种膜贴合在一起的棉花打包膜双层膜贴合机构。
背景技术:
[0002]
随着机械化进程,棉花人工采摘成本越来越高,机采棉逐渐代替人工采摘,采棉机应用越来越广泛。采棉机机采棉需要使用打包膜,对采摘的棉花打包处理。
[0003]
目前,采棉机、打包膜及相关配套产品大多被国外公司所垄断,例如:打包膜属于消耗品,都使用采棉机原厂的成本较高。因此,发明人开发出一款能够替代原厂配套的打包膜的替代产品。即申请号:201922448048x所申请的一种用于自动打包机使用的打包膜。同时,发明人为了实现批量生产该打包膜,降低对采棉机原厂配套的依赖,降低农户打包膜的采购成本,降低棉花种植成本,开发了生产该打包膜的生产设备,即一次完成棉花打包膜复合、拼接的生产设备。
[0004]
在生产打包膜时,需要使用到两种不同性质的膜贴合在一起,之后将其切开,在切缝处用胶带连接,形成连续的且可分离的打包膜,两种不同的膜,即一层粘膜和一层底衬膜,底衬膜需要先贴合到粘膜上形成复合膜,之后将底衬膜裁开,使粘膜下贴附的底衬膜是断续状的,因此,生产设备中需要使用一种结构简单,使用方便的贴合装置,即一种棉花打包膜双层膜贴合机构。
技术实现要素:
[0005]
本实用新型公开了一种棉花打包膜复合拼接设备。
[0006]
本实用新型提供以下的技术方案:
[0007]
一种棉花打包膜复合拼接设备,包括机架(6),其特征在于:机架(6)上依次设有供料机构(1)、双层膜复合贴合机构(2)、双层膜复合膜拼合机构(3)和成品膜收卷机构。
[0008]
所述双层膜复合贴合机构能够将不同的两层膜贴合在一起,并且其中一层膜是断续的贴合在另一层膜上,双层膜复合膜拼合机构能够将连续的膜切分开,并在切缝处贴压折叠胶带和粘接胶带,切分开的膜通过折叠胶带和粘接胶带连接起来,并且也能够实现分离,最后通过成品膜收卷机构进行收卷;
[0009]
具体结构如下:
[0010]
所述供料机构包含:设有两组放膜辊(1-3),一组放膜辊(1-3)上放置底衬膜卷,另一组放膜辊(1-3)上放置粘膜卷,通过放膜辊(1-3)转动,使底衬膜()和粘膜()两种不同的膜进入双层膜复合贴合机构(2)。
[0011]
所述双层膜复合贴合机构至少包含:贴合装置(2-3)和底衬膜切膜装置,
[0012]
所述贴合装置(2-3)包含压膜块移动轨道(2-9),所述压膜块移动轨道(2-9)固定设置在机架(6)上,压膜块移动轨道(2-9)上设有能够上下移动的压膜压块(2-8)和底衬膜负压吸台(2-10),压膜压块(2-8)和底衬膜负压吸台(2-10)通过各自的升降机构在轨道限
定区域内上下移动,即压膜压块(2-8)通过压块升降机构(2-5)驱动上下移动,底衬膜负压吸台(2-10)通过底衬膜负压吸台升降机构(2-11)驱动上下移动,
[0013]
所述底衬膜负压吸台(2-10)为内部中空的腔体,底衬膜负压吸台(2-10)的上表面设有吸气孔a(2-15),吸气孔a(2-15)将内腔与外界连通,底衬膜负压吸台(2-10)上能够连接吸气管(5),使底衬膜(1-1)能够吸附在底衬膜负压吸台(2-10)的上表面,所述压膜压块(2-8)设在底衬膜负压吸台(2-10)的上方,压膜压块(2-8)向下移动能够压合在的底衬膜负压吸台(2-10)上表面,所述底衬膜和粘膜通过压膜压块(2-8)压合在底衬膜负压吸台(2-10)上实现贴合;
[0014]
所述底衬膜切膜装置包含底衬切膜刀(2-13)和底衬膜切刀升降机构(2-14),所述底衬膜切刀升降机构(2-14)固定设置在机架(6)上,底衬膜切刀升降机构(2-14)上设有一个自由活动的活动端,所述底衬切膜刀(2-13)固定在底衬膜切刀升降机构(2-14)的活动端,所述底衬膜切膜装置设在贴合装置(2-3)的后方,所述底衬切膜刀(2-13)升降作业时,只能将底衬膜(1-1)切断;
[0015]
作为优选,可以设有底衬膜切刀移动轨道(2-12),所述底衬切膜刀(2-13)能够在底衬膜切刀移动轨道(2-12)上运动。
[0016]
作为改进,贴合装置(2-3)的前端可以设有压膜辊a(2-1)、牵引辊a(2-2)、展膜辊a(2-6)和张力检测辊a(2-4)中的至少一种,
[0017]
贴合装置(2-3)的后端也可以设有压膜辊a(2-1)、牵引辊a(2-2)、展膜辊a(2-6)和张力检测辊a(2-4)中的至少一种,
[0018]
所述压膜辊a(2-1)为上下设置的两个对辊,两个对辊表面贴合相对转动,能够对通过其贴合面薄膜施加压力,可以使不同的两层膜相互贴合,或者使通过的膜更加舒展,
[0019]
所述牵引辊a(2-2)为柱状体,能够主动转动,薄膜贴合在其表面,驱动薄膜运动,
[0020]
所述展膜辊a(2-6)为柱状体,其表面设有想两端倾斜的槽体,或者是想两侧螺旋的螺纹,薄膜贴在其表面,能够使薄膜向两侧展平,避免薄膜褶皱,
[0021]
薄膜从原料卷释放后,需要检测器张力,设置张力检测辊a(2-4)用于检测薄膜的张力。
[0022]
所述双层膜复合膜拼合机构包含:复合膜吸台移动轨道(3-7)、胶带粘接装置行走轨道(3-16)和胶带切刀轨道(6-8),所述复合膜吸台移动轨道(3-7)和胶带粘接装置行走轨道(3-16)均固定在机架(6)上,
[0023]
所述复合膜吸台移动轨道(3-7)和胶带切刀轨道(6-8)呈横向设置,即与膜的行走方向平行,
[0024]
所述胶带粘接装置行走轨道(3-16)呈纵向设置,即与膜的行走方向垂直,
[0025]
所述复合膜吸台移动轨道(3-7)上设有能够自由移动的复合膜吸附装置,所述复合膜吸附装置包含两个复合膜吸台(3-17)和吸台顶升机构(3-21);所述复合膜吸台(3-17)为内部中空的腔体,复合膜吸台(3-17)的上表面设有吸气孔b(3-4),吸气孔b(3-4)将内腔与外界连通,复合膜吸台(3-17)上能够连接负压吸气管(5),使复合膜能够吸附在两个复合膜吸台(3-17)的上表面,
[0026]
两个复合膜吸台(3-17)之间设有开槽(3-5),所述开槽(3-5)贯穿两个复合膜吸台(3-17),开槽(3-5)处设有复合膜切割装置,复合膜切割装置包含复合膜切刀(3-13)和复合
膜切刀轨道(3-15),所述复合膜切刀(3-13)通过复合膜切刀轨道(3-15)上下移动,当复合膜被吸附在复合膜吸台(3-17)上表面时,复合膜切刀()向上移动,能够将复合膜切开,且被切开的复合膜还能够吸附在复合膜吸台(3-17)上表面;所述复合膜吸附装置通过行走机构(3-18)在复合膜吸台移动轨道(3-7)上移动;
[0027]
即所述复合膜切割装置包含:复合膜切刀(3-13)、复合膜切刀升降机构(3-15),所述复合膜切刀升降机构(3-15)固定设置在可移动固定架(3-19)上,复合膜切刀升降机构(3-15)上设有一个自由活动的活动端,所述复合膜切刀(3-13)固定在复合膜切刀升降机构(3-15)的活动端,所述复合膜切膜装置设在复合膜吸附装置的中间,所述复合膜切刀(3-13)作业时,将两个吸台(3-17)表面吸附的复合膜中间切断;
[0028]
所述胶带粘接装置行走轨道(3-16)上设有能够自由移动的移动滑块(3-25),移动滑块(3-25)上设有胶带粘接装置,所述胶带粘接装置包含:能够固定粘接胶带的粘接胶带安装辊(3-12)、能够固定折叠胶带的折叠胶带安装辊(3-14)、能够调节压胶带辊压力的调节弹簧(3-22)、曲柄(3-23)、胶带放卷鸭嘴(3-24)和压胶带辊(3-11),所述压胶带辊(3-11)能够贴合在复合膜吸台(3-17)表面横向移动,所述横向移动是与复合膜运动方向相垂直的方向,粘接胶带安装辊(3-12)和折叠胶带安装辊(3-14)上分别安装不同的胶带,该胶带能够绕过胶带放卷鸭嘴(3-24)和压胶带辊(3-11)贴合在复合膜吸台(3-17)上吸附的复合膜上表面,即胶带放卷鸭嘴(3-24)将胶带和压胶带辊(3-11)压紧;
[0029]
所述胶带切刀轨道(6-8)上设有能够在胶带切刀轨道(6-8)上自由移动的胶带切刀架(3-9),胶带切刀架(6-9)上设有胶带切刀(3-10),胶带切刀(3-10)能够将粘接胶带和折叠胶带切断;
[0030]
所述胶带切刀(3-10)将粘接胶带和折叠胶带切断后,胶带放卷鸭嘴(3-24)能够将胶带压在压胶带辊(3-11)上,防止胶带因为切断而出现褶皱。
[0031]
作为改进,还可以设有复合膜裁边装置,所述复合膜裁边装置包括:复合膜裁边刀运动轨道(3-26)、复合膜裁边刀(3-27),所述复合膜裁边刀运动轨道(3-26)固定在机架(6)上,所述复合膜裁边刀(3-27)固定在复合膜裁边刀运动轨道(3-26)上,复合膜裁边刀(3-27)在裁边刀运动轨道(3-26)上横向移动,所述横向移动是与复合膜运动方向相垂直的方向。
[0032]
所述复合膜裁边装置是将复合膜的连接部进行缩小,即连接部的幅宽小于复合膜的正常幅宽。
[0033]
所述成品膜收卷机构:包含收膜辊(4-2),底衬膜(1-1)和粘膜(1-2)通过双层膜复合贴合机构(2)将两层不同的膜贴合为一层膜之后,进入双层膜复合膜拼合机构(3)进行分切和拼合,最终在收膜辊(4-2)上实现收卷。
[0034]
本申请是将两种不同性能特点的薄膜,通过复合拼接设备组合成用于棉花采收时使用的棉花打包膜;解决打包膜生产过程中,包覆薄膜(即底衬膜)和粘接薄膜的复合、拼接、裁边、收卷等问题,并通过“u”型和平直胶带一起粘接将两张打包膜粘接在一起,反复上述工序实现棉花打包膜连续生产成膜卷。
[0035]
将一种薄膜分段涂覆成粘性,通过“u”型胶带粘接将两张打包膜粘接在一起,反复上述工序实现棉花打包膜连续生产成膜卷。
[0036]
通过复合拼接机的连续生产,将两种不同特性的薄膜复合在一起,通过真空吸台
将两种膜复合粘贴;通过张力调节和纠偏装置控制牵引过程薄膜的张紧度和位置偏移;通过胶带粘接装置可实现可分离式粘接接头的自动粘接;通过真空吸台和滑动模组保证打包膜牵引时可分离式粘接接头不被打开。
[0037]
1、将成卷的包覆薄膜和粘接薄膜通过吊装装置分别放置在衬膜和粘膜放膜机构上;由各自放卷电机对卷膜进行放卷,粘接薄膜(粘膜)由机台上部的牵引机构牵引,包覆薄膜(底衬膜)由下部的牵引机构牵引,同时由各自放膜机构上的纠偏装置和张力控制装置,纠正薄膜牵引过程中的偏移和调整薄膜的张紧度。
[0038]
2、两种薄膜通过牵引机构牵引进入复合吸附机构,当包覆薄膜起头到达真空吸台处,放膜机构和牵引装置停止;此时真空吸台将包覆薄膜起头部分通过真空吸附,然后真空吸台带着包覆薄膜(底衬膜)起头部分在顶升气缸的作用下上移,将衬膜起头部分贴附在粘接薄膜上,通过复合下压装置将两种膜复合粘贴;然后真空吸台去除真空通压缩空气,真空吸台在气缸作用下下移,包覆薄膜在压缩空气作用下被吹起,实现真空吸台与包覆薄膜的分离;随后两种薄膜在放膜机构和牵引机构作用下继续放膜和牵引工序,通过对辊牵引装置将两种膜完全复合;当两种膜复合达到衬膜设定的长度后,真空吸台上移通真空,将包覆薄膜(底衬膜)吸附,然后由薄膜切割装置将衬膜切断,真空吸台带着衬膜下移,此时粘膜与衬膜复合完成后,在牵引装置作用下继续运动,完成薄膜复合过程;
[0039]
3、复合后的薄膜在牵引辊的带动下运动,当复合膜的长度达到整张膜设定的长度时,放膜机构和牵引机构停止,然后拼接机上的两个真空吸台在顶升机构的作用下上移,与薄膜下表面接触随后通真空,两个真空吸台将复合膜与粘接薄膜分别吸附,然后由切割装置在复合膜与粘接薄膜连接处切断,随后胶带粘接机构下移,由粘接机构将薄膜切断处通过折叠胶带和平直胶带粘接在一起,形成可分离式的粘接接头;粘接机上的贴标机将二维码标签自动粘贴到复合膜上;然后放膜机构和牵引机构运动,真空吸台和切割装置在滑动模组的带动下运动,此时裁边机构对打包膜进行裁边;当运动到收膜装置时,滑动模组停止,同时两个真空吸台去除真空通压缩空气,两个真空吸台在气缸作用下下移,打包膜在压缩空气作用下被吹起,实现真空吸台与打包膜的分离,完成打包膜的拼接工序。打包膜完成复合拼接后,由收膜装置将打包膜收卷,当整卷膜生产完成后,由吊装装置将成卷打包膜从收卷装置上吊下,放到包装台上进行包装入库。
[0040]
复合拼接装置重复上述工序,从而实现打包膜的连续生产,并形成卷膜,利于棉花采收机的使用。
[0041]
1、两种薄膜的复合粘合机构,将两种薄膜复合粘合在一起;
[0042]
2、胶带粘接机构,实现胶带的放卷和粘接;
[0043]
3、打包膜粘接机构,完成薄膜的吸附、切割、拼接;
[0044]
4、薄膜真空吸附机构,完成薄膜的真空吸附和分离;
[0045]
打包膜模组运动机构,保证可分离粘接接头的结构。
附图说明
[0046]
图1是本实用新型整机主视结构示意图。
[0047]
图2是双层膜复合贴合机构构结构示意图。
[0048]
图3是贴合装置结构示意图。
[0049]
图4是底衬膜负压吸台结构示意图。
[0050]
图5是双层膜复合膜拼合机构结构示意图。
[0051]
图6是复合膜拼接机构结构示意图
[0052]
图7是复合膜拼接机构左视结构示意图。
[0053]
图8是复合膜吸台结构示意图。
[0054]
图9是图中7a部分结构示意图。
[0055]
图10是本实用新型生产的打包膜结构示意图。
[0056]
图11是打包膜成卷过程示意图。
[0057]
图中所示:1是供料机构,1-1是底衬膜,1-2是粘膜,1-3是放膜辊,
[0058]
2是双层膜复合贴合机构,2-1是压膜辊,2-2是牵引辊a,2-3是贴合装置,2-4是张力检测辊a,2-5是压块升降机构,2-6是展膜辊a,2-8是压膜压块,2-9是压膜块移动轨道,2-10是底衬膜负压吸台,2-11是底衬膜负压吸台升降机构,2-12是底衬膜切刀移动轨道,2-13是底衬膜切刀,2-14是底衬膜切刀升降机构,2-15是吸气孔a,
[0059]
3是双层膜复合膜拼合机构,3-1是张力检测辊b,3-2是牵引辊b,3-3是展膜辊b,3-4是是吸气孔b,3-5是通孔,3-6是复合膜拼接机构,3-7是复合膜吸台移动轨道,3-8是胶带切刀轨道,3-9是胶带切刀架,3-10是胶带切刀,3-11是压胶带辊,3-12是粘接胶带安装辊,3-13是复合膜切刀,3-14是折叠胶带安装辊,3-15是复合膜切刀轨道,3-16是胶带粘接装置行走轨道,3-17是复合膜吸台,3-18是行走机构,3-19是可移动固定架,3-21是吸台顶升机构,3-22是弹簧,3-23是曲柄,3-24是胶带放卷鸭嘴,3-25是移动滑块,3-26是裁边刀运动轨道,3-27是裁边刀,3-28是折叠胶带,3-29是粘接胶带,3-30是粘胶层,3-31是可分离层,
[0060]
4是成品膜卷收机构,4-1是复合膜卷,4-2是收膜辊,
[0061]
5是吸气管,6是机架。
具体实施方式
[0062]
下面详细说明本实用新型的优选实施方式。
[0063]
实施例1:参照图1,为本实用新型实施例1的结构示意图,
[0064]
一种棉花打包膜复合拼接设备,包括供料机构1、双层膜复合贴合机构2、双层膜复合膜拼合机构3和成品膜收卷机构。
[0065]
所述供料机构包含:机架6,机架6上设有两组放膜辊(1-3),一组放膜辊(1-3)上放置底衬膜卷,另一组放膜辊(1-3)上放置粘膜卷,通过放膜辊(1-3)转动,使底衬膜和粘膜两种不同的膜进入双层膜复合贴合机构(2)。
[0066]
所述双层膜复合贴合机构包含:机架6,机架6上设有贴合装置2-3和底衬膜切膜装置,
[0067]
所述贴合装置2-3包含压膜块移动轨道2-9,所述压膜块移动轨道2-9固定设置在机架6上,压膜块移动轨道2-9上设有能够上下移动的压膜压块2-8和底衬膜负压吸台2-10,压膜压块2-8和底衬膜负压吸台2-10通过各自的升降机构在轨道限定区域内上下移动,即压膜压块2-8通过压块升降机构2-5驱动并完成上下移动,底衬膜负压吸台2-10通过底衬膜负压吸台升降机构2-11驱动并完成上下移动,
[0068]
所述底衬膜负压吸台2-10为内部中空的腔体,底衬膜负压吸台2-10的上表面设有
吸气孔a2-15,吸气孔a2-15将内腔与外界连通,底衬膜负压吸台2-10上能够连接吸气管5,使底衬膜1-1能够吸附在底衬膜负压吸台2-10的上表面,所述压膜压块2-8设在底衬膜负压吸台2-10的上方,压膜压块2-8向下移动能够压合在的底衬膜负压吸台2-10上表面,所述底衬膜和粘膜通过压膜压块2-8压合在底衬膜负压吸台2-10上实现贴合;
[0069]
所述底衬膜切膜装置包含底衬切膜刀2-13和底衬膜切刀升降机构2-14,所述底衬膜切刀升降机构2-14固定设置在机架6上,底衬膜切刀升降机构2-14上设有一个自由活动的活动端,所述底衬切膜刀2-13固定在底衬膜切刀升降机构2-14的活动端,所述底衬膜切膜装置设在贴合装置2-3的后方,所述底衬切膜刀2-13升降作业时,只能将底衬膜1-1切断;
[0070]
作为优选,可以设有底衬膜切刀移动轨道2-12,所述底衬切膜刀2-13能够在底衬膜切刀移动轨道2-12上运动。
[0071]
作为改进,贴合装置2-3的前端可以设有压膜辊a2-1、牵引辊a2-2、展膜辊a2-6和张力检测辊a2-4中的至少一种,
[0072]
贴合装置2-3的后端也可以设有压膜辊a2-1、牵引辊a2-2、展膜辊a2-6和张力检测辊a2-4中的至少一种,
[0073]
所述压膜辊a2-1为上下设置的两个对辊,两个对辊表面贴合相对转动,能够对通过其贴合面薄膜施加压力,可以使不同的两层膜相互贴合,或者使通过的膜更加舒展,
[0074]
所述牵引辊a2-2为柱状体,能够主动转动,薄膜贴合在其表面,驱动薄膜运动,所述展膜辊a2-6为柱状体,其表面设有想两端倾斜的槽体,或者是想两侧螺旋的螺纹,薄膜贴在其表面,能够使薄膜向两侧展平,避免薄膜褶皱,
[0075]
薄膜从原料卷释放后,需要检测器张力,设置张力检测辊a2-4用于检测薄膜的张力。
[0076]
所述双层膜复合膜拼合机构包含:机架6,机架6上设有复合膜吸台移动轨道3-7、胶带粘接装置行走轨道3-16和胶带切刀轨道6-8,所述复合膜吸台移动轨道3-7和胶带粘接装置行走轨道3-16均固定在机架6上,
[0077]
所述复合膜吸台移动轨道3-7和胶带切刀轨道6-8呈横向设置,即与膜的行走方向平行,
[0078]
所述胶带粘接装置行走轨道3-16呈纵向设置,即与膜的行走方向垂直,
[0079]
所述复合膜吸台移动轨道3-7上设有能够自由移动的复合膜吸附装置,所述复合膜吸附装置包含两个复合膜吸台3-17和吸台顶升机构3-21;所述复合膜吸台3-17为内部中空的腔体,复合膜吸台3-17的上表面设有吸气孔b3-4,吸气孔b3-4将内腔与外界连通,复合膜吸台3-17上能够连接负压吸气管5,使复合膜能够吸附在两个复合膜吸台3-17的上表面,
[0080]
两个复合膜吸台3-17之间设有开槽3-5,所述开槽3-5贯穿两个复合膜吸台3-17,开槽3-5处设有复合膜切割装置,复合膜切割装置包含复合膜切刀3-13和复合膜切刀轨道3-15,所述复合膜切刀3-13通过复合膜切刀轨道3-15上下移动,当复合膜被吸附在复合膜吸台3-17上表面时,复合膜切刀向上移动,能够将复合膜切开,且被切开的复合膜还能够吸附在复合膜吸台3-17上表面;所述复合膜吸附装置通过行走机构3-18在复合膜吸台移动轨道3-7上移动;
[0081]
即所述复合膜切割装置包含:复合膜切刀3-13、复合膜切刀升降机构3-15,所述复合膜切刀升降机构3-15固定设置在可移动固定架3-19上,复合膜切刀升降机构3-15上设有
一个自由活动的活动端,所述复合膜切刀3-13固定在复合膜切刀升降机构3-15的活动端,所述复合膜切膜装置设在复合膜吸附装置的中间,所述复合膜切刀3-13作业时,将两个吸台3-17表面吸附的复合膜中间切断;
[0082]
所述胶带粘接装置行走轨道3-16上设有能够自由移动的移动滑块3-25,移动滑块3-25上设有胶带粘接装置,所述胶带粘接装置包含:能够固定粘接胶带的粘接胶带安装辊3-12、能够固定折叠胶带的折叠胶带安装辊3-14、能够调节压胶带辊压力的调节弹簧3-22、曲柄3-23、胶带放卷鸭嘴3-24和压胶带辊3-11,所述压胶带辊3-11能够贴合在复合膜吸台3-17表面横向移动,所述横向移动是与复合膜运动方向相垂直的方向,粘接胶带安装辊3-12和折叠胶带安装辊3-14上分别安装不同的胶带,该胶带能够绕过胶带放卷鸭嘴3-24和压胶带辊3-11贴合在复合膜吸台3-17上吸附的复合膜上表面,即胶带放卷鸭嘴3-24将胶带和压胶带辊3-11压紧;
[0083]
所述胶带切刀轨道6-8上设有能够在胶带切刀轨道6-8上自由移动的胶带切刀架3-9,胶带切刀架6-9上设有胶带切刀3-10,胶带切刀3-10能够将粘接胶带和折叠胶带切断;
[0084]
所述胶带切刀3-10将粘接胶带和折叠胶带切断后,胶带放卷鸭嘴3-24能够将胶带压在压胶带辊3-11上,防止胶带因为切断而出现褶皱。
[0085]
作为改进,还可以设有复合膜裁边装置,所述复合膜裁边装置包括:复合膜裁边刀运动轨道3-26、复合膜裁边刀3-27,所述复合膜裁边刀运动轨道3-26固定在机架6上,所述复合膜裁边刀3-27固定在复合膜裁边刀运动轨道3-26上,复合膜裁边刀3-27在裁边刀运动轨道3-26上横向移动,所述横向移动是与复合膜运动方向相垂直的方向。
[0086]
所述复合膜裁边装置是将复合膜的连接部进行缩小,即连接部的幅宽小于复合膜的正常幅宽。
[0087]
所述成品膜收卷机构:包含收膜辊4-2,底衬膜1-1和粘膜1-2通过双层膜复合贴合机构(2)将两层不同的膜贴合为一层膜之后,进入双层膜复合膜拼合机构3进行分切和拼合,最终在收膜辊4-2上实现收卷。
[0088]
实际工作过程如下:
[0089]
1、将底衬膜1-1和粘膜1-2,分别放置在各自的放膜辊1-3上,并将底衬膜1-1和粘膜1-2送入双层膜复合贴合机构2中,同时将薄膜在压膜辊a2-1、牵引辊a2-2、展膜辊a2-6和张力检测辊a2-4上绕过,薄膜是通过上述各辊转动实现移动;
[0090]
2、将底衬膜1-1吸附在底衬膜负压吸台2-10上,粘膜1-2通过薄膜在压膜辊a2-1继续移动,向双层膜复合膜拼合机构3移动,当粘膜1-2运动距离到制定长度时,停止移动;
[0091]
3、将压膜压块2-8和底衬膜负压吸台2-10贴合,将粘膜1-2和底衬膜1-1贴合在一起形成复合膜,压膜压块2-8和底衬膜负压吸台2-10分开,同时底衬膜负压吸台2-10将底衬膜1-1释放并继续移动复合膜;
[0092]
4、当复合膜长度达到指定要求时,停止移动,底衬膜负压吸台2-10将底衬膜1-1吸附,底衬膜切刀2-13向上移动,将底衬膜1-1切断,且仅将底衬膜1-1切断,之后继续移动粘膜1-2;
[0093]
5、复合膜送入双层膜复合膜拼合机构3,将复合膜部分和单层粘膜1-2吸附在复合膜吸台3-17上,即复合膜部分吸附在前端吸台上,单层粘膜吸附在后端吸台上,复合膜和后方的单层膜的接缝停留在复合膜切刀3-13处,吸附完成后,通过复合膜切刀3-13上移将接
缝处切开,复合膜吸台3-17上方的粘接胶带和折叠胶带分别贴在上表面,即折叠胶带贴在单层粘膜上,粘接胶带贴在折叠胶带和复合膜部分,通过粘接胶带将切开的膜重新连接,之后通过移动可移动固定架3-19,移动速度与膜的移动速度相同,将薄膜在收卷机构进行收卷,
[0094]
6、依次往复实现不同的两层膜复合作业和拼接作业,实现连续生产。
[0095]
以上所述的仅是本实用新型/实用新型的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变化和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips