
 商标分类
商标分类  商标转让
商标转让 
片针自动检测及包装设备的制作方法
 2021-02-20 10:02:04|
2021-02-20 10:02:04| 161|
161| 起点商标网
起点商标网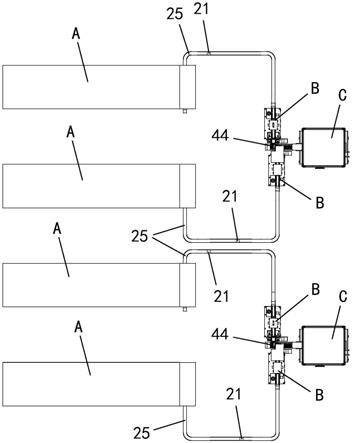
[0001]
本实用新型涉及针灸针加工设备领域,具体涉及一种片针自动检测及包装设备。
背景技术:
[0002]
泡罩式片针,指的是针灸针的一种包装形式,其结构组成通常包括透明的(如pvc材质)泡罩盒,泡罩盒中设有供放置针灸针的针槽,并且泡罩盒通过密封膜(如铝膜)密封,避免对泡罩盒中的针灸针造成污染。
[0003]
现有的片针加工过程大体分为泡罩盒的加工、针灸针的包装、片针的密封成型以及冲切成独立的片针产品,之后还要对多个片针产品进行堆垛装盒。上述加工过程于现有技术中大部分都采用人工作业,自动化程度较低,因此存在效率低、良品率低、成本高等不足,且完成整套工作通常需要多台不同的设备,无法实现集成化智能加工。
[0004]
因此,如何解决上述现有技术存在的不足,便成为本实用新型所要研究解决的课题。
技术实现要素:
[0005]
本实用新型的目的是提供一种片针自动检测及包装设备。
[0006]
为达到上述目的,本实用新型采用的技术方案是:
[0007]
一种片针自动检测及包装设备,包括泡罩式片针加工机、自动翻板码料机以及装盒机;
[0008]
所述泡罩式片针加工机包括伺服同步热封机构以及多工位检测机构;
[0009]
所述伺服同步热封机构包括热封轮以及送料轮,所述送料轮位于一水平送料导轨的前端,所述热封轮位于所述送料导轨的后端,热封轮以及送料轮的转轴均水平且沿送料导轨的宽度方向设置;泡罩盒料带经驱动在所述送料导轨上从前向后水平位移;
[0010]
所述泡罩盒料带移动至所述热封轮处与一密封膜料带结合,并通过一热压装置实现热封结合,成为片针料带;
[0011]
其中,所述热封轮的转轴上传动装配有一第一伺服电机,该第一伺服电机用以采集热封轮的转速脉冲信号;
[0012]
所述送料轮通过一第二伺服电机驱动旋转,该第二伺服电机与所述第一伺服电机均与一控制系统电性连接,构成第二伺服电机与热封轮的驱动电机做同步等速动作,进而驱动所述送料轮与所述热封轮同步等速转动;
[0013]
所述多工位检测机构包括四组,其中,第一检测机构为视觉检测,设于所述热封轮的前端,且设于所述送料导轨的上方;所述第一检测机构的摄像头向下正对送料导轨上完成针灸针接料的泡罩盒料带设置,用以检测泡罩盒料带的各针槽中是否有针;
[0014]
第二检测机构为视觉检测,设于所述热封轮的后端,该第二检测机构的摄像头正对热封成型后的片针料带设置,用以检测片针料带是否存在产品缺陷;
[0015]
第三检测机构对应冲切机构设置,该第三检测机构的光电传感器正对冲切处的所
述片针料带设置,用以检测片针料带是否与冲切机构的切刀对位;
[0016]
第四检测机构设于冲切机构的后端,该第四检测机构的光电传感器对应一取料机械臂的吸盘设置,所述吸盘用以将冲切后的各片针逐一吸取并放置于一出料通道中;所述第四检测机构用以检测所述取料机械臂的吸盘是否吸取到片针;
[0017]
所述自动翻板码料机包括片针自动翻板机构、出料检测及推送机构;
[0018]
所述片针自动翻板机构包括翻板器以及来料检测机构;
[0019]
所述翻板器包括翻板及第三伺服电机,所述翻板以其板面对应片针的位移方向设于片针传送带中,该片针传送带的入料端对应泡罩式片针加工机中出料通道的出料端设置;所述第三伺服电机驱动所述翻板做180度翻转运动,该翻板的转轴水平且对应片针传送带的宽度方向;
[0020]
所述来料检测机构包括第五检测机构,该第五检测机构的光电传感器对应片针传送带设置,且位于所述翻板的前端,用于采集片针传送带上的片针到位信息;
[0021]
所述第三伺服电机与所述第五检测机构均电性连接于控制系统,构成第三伺服电机对应所述片针的位置信息驱动所述翻板做间隙地翻转动作,进而将各所述片针一隔一地翻转180度,使各片针经过翻板器后,在片针传送带上呈正反交替状排列;
[0022]
所述出料检测及推送机构包括第六检测机构和第七检测机构,两者的光电传感器均对应片针传送带上的片针设置,且位于所述翻板的后端;其中,所述第六检测机构用于对片针进行计数,所述第七检测机构用于对片针进行正反检测;
[0023]
所述出料检测及推送机构还包括码料槽、推料槽以及水平推送板;
[0024]
所述码料槽对应所述片针传送带的后端下方设置,各所述片针从片针传送带的后端交替以正面向上、反面向上的状态向下落入所述码料槽中堆垛;
[0025]
所述推料槽位于所述码料槽的下方,两者之间通过一第一挡片隔断,且该第一挡片由一第一驱动器驱动做打开和关闭的动作;当第六检测机构计数至预定片针的数量时,所述第一挡片打开,连通所述码料槽以及所述推料槽,使堆垛完成的片针全部落入推料槽中;所述水平推送板对应所述推料槽的侧部设置,由一第二驱动器驱动做水平位移,进而将堆垛于推料槽中的片针整体推入至一下料通道中完成下料,该下料通道与所述装盒机的入料口对应设置;
[0026]
还包括第二挡片,该第二挡片设置于所述推料槽的底部,并由一第三驱动器驱动做打开和关闭的动作;当第七检测机构检测到片针未按正反交替排列出料时,所述第一挡片打开,连通所述码料槽以及所述推料槽,使堆垛错误的片针全部落入推料槽中,同时第二挡片打开,将这些片针进行剔除。
[0027]
上述技术方案中的有关内容解释如下:
[0028]
1.上述方案中,用于热封结合所述泡罩盒料带与所述密封膜料带的热压装置为电热压板或电热压轮。
[0029]
2.上述方案中,所述泡罩式片针加工机还包括泡罩盒料带成型机构以及针灸针自动分拣落针机构;
[0030]
所述泡罩盒料带成型机构通过热压成型将一平面状的原料料带成型为泡罩盒料带,成型后的泡罩盒料带上平行间隔设置有多个针槽,各所述针槽用于放置一根针灸针;
[0031]
所述针灸针自动分拣落针机构包括供料盒以及分针轮,所述供料盒中堆放有数根
针灸针,用于给所述分针轮供料;所述分针轮设于所述送料导轨的正上方,分针轮的圆周面上平行均布有数个定位槽,各定位槽中定位有一根针灸针;分针轮的出针口对应送料导轨上泡罩盒料带中的所述针槽设置;所述分针轮经转动将各定位槽中的针灸针逐一落入至泡罩盒料带中的各针槽中;
[0032]
所述分针轮的转轴平行于所述热封轮以及所述送料轮的转轴,且分针轮的转速与送料轮的转速对应。
[0033]
3.上述方案中,所述片针传送带为传送皮带或传送链,通过伺服电机驱动进行水平位移,进而将片针沿水平方向从前向后输送。
[0034]
4.上述方案中,所述翻板包括对称的两片状结构,分别位于片针传送带的宽度方向两侧,构成翻板对片针传送带的不干涉。
[0035]
5.上述方案中,还包括一下压板,该下压板对应所述推料槽出料方向的上方设置;在水平推送板将数个片针推出推料槽时,所述下压板向下对堆垛的数个片针施加压力。
[0036]
6.上述方案中,所述推料槽的底部设有一剔料斗,所述第二挡片对推料槽和剔料斗进行隔断,所述片针进入剔料斗中实现剔除。
[0037]
本实用新型的工作原理及优点如下:
[0038]
本实用新型一种片针自动检测及包装设备,包括泡罩式片针加工机、自动翻板码料机及装盒机;
[0039]
泡罩式片针加工机包括伺服同步热封机构及多工位检测机构;
[0040]
伺服同步热封机构包括热封轮及送料轮,送料轮位于送料导轨的前端,热封轮位于后端;泡罩盒料带在送料导轨上从前向后位移,并移动至热封轮处与密封膜料带结合,并通过热压成为片针料带;热封轮的转轴上传动装配有第一伺服电机,以采集热封轮的转速脉冲信号;送料轮通过第二伺服电机驱动旋转,该第二伺服电机根据热封轮的转速脉冲信号与热封轮的驱动电机做同步等速动作,进而驱动送料轮与热封轮同步等速转动;
[0041]
多工位检测机构包括四组,第一检测机构设于热封轮的前端且设于送料导轨上方,用以检测泡罩盒料带的各针槽中是否有针;第二检测机构设于热封轮的后端,用以检测热封后的片针料带是否存在产品缺陷;第三检测机构对应冲切机构设置,用以检测片针料带是否与冲切机构的切刀对位;第四检测机构设于冲切机构的后端,对应取料机械臂的吸盘设置,用以检测所述取料机械臂的吸盘是否吸取到片针;吸盘用以将冲切后的各片针逐一吸取并放置于出料通道中;
[0042]
自动翻板码料机包括片针自动翻板机构、出料检测及推送机构;
[0043]
片针自动翻板机构包括翻板器及来料检测机构;翻板器包括翻板及第三伺服电机,翻板以其板面对应片针的位移方向设于片针传送带中,片针传送带的入料端对应泡罩式片针加工机中的出料通道设置;第三伺服电机驱动翻板做每次180度的翻转;来料检测机构包括第五检测机构,对应片针传送带设置,且位于翻板的前端,用于采集片针传送带上的片针到位信息;第三伺服电机对应片针的位置信息驱动翻板做间隙地翻转,进而将各片针一隔一地翻转180度,使各片针经过翻板器后在片针传送带上呈正反交替状排列;
[0044]
出料检测及推送机构包括第六、第七检测机构,两者均对应片针传送带上的片针设置,且位于翻板的后端;第六检测机构用于对片针进行计数,第七检测机构用于对片针进行正反检测;还包括码料槽、推料槽及水平推送板;码料槽对应片针传送带的后端下方设
置,各片针交替以正面向上、反面向上的状态向下落入码料槽中堆垛;推料槽位于码料槽下方,两者间通过第一挡片隔断,该第一挡片由第一驱动器驱动打开和关闭;当第六检测机构计数至预定片针数量时,第一挡片打开连通码料槽及推料槽,使堆垛完成的片针全部落入推料槽中;水平推送板对应推料槽的侧部设置,由第二驱动器驱动做水平位移,将堆垛于推料槽中的料片推入至下料通道中,该下料通道与装盒机的入料口对应;还包括第二挡片,设置于推料槽的底部,由第三驱动器驱动打开和关闭;当第七检测机构检测到片针未按正反交替排列出料时,第一挡片打开,使堆垛错误的片针落入推料槽中,同时第二挡片打开,将这些片针剔除。
[0045]
相比现有技术而言,本实用新型的优点包括:
[0046]
一、通过泡罩式片针加工机中伺服同步热封机构的设置,构成送料轮得以与热封轮保持同步等速转动,由此可实现对泡罩盒料带位移的精准控制,避免由于热封轮的加工控制因素过多影响与送料轮的同步性,同时还避免了由于送料轮和热封轮的距离过远带来的同步性问题;
[0047]
二、通过泡罩式片针加工机中多工位检测机构的设置,确保了片针在各个生产环节均能得到有效监控,从而提高最终的良品率;
[0048]
三、通过自动翻板码料机中片针自动翻板机构的设置,构成翻板可做间隙地翻转动作,进而使各片针经翻板器后,可在片针传送带上呈正反交替状排列。以此减少片针出料堆垛的空间,同时可实现相邻片针的相对面为同种材质,避免铝膜压坏泡罩盒;
[0049]
四、通过自动翻板码料机中出料检测及推送机构的设置,可确保片针堆垛出料时能够确保数量以及堆垛方向的准确无误,并能保证出料的快速、平稳。
[0050]
综上,本实用新型具有自动化程度高的特点,不仅提高了生产效率,且保证了产品的良品率,还能降低人工成本;同时片针从起始的原料加工到最终的装盒出料可通过一整套设备完成,实现了集成化智能加工,填补了行业空白,具有突出的实质性特点和显著的进步。
附图说明
[0051]
附图1为本实用新型实施例中泡罩式片针加工机的正面结构示意图;
[0052]
附图2为本实用新型实施例中泡罩式片针加工机的立体图一;
[0053]
附图3为本实用新型实施例中泡罩式片针加工机的立体图二;
[0054]
附图4为本实用新型实施例中的热封轮及其驱动机构;
[0055]
附图5为本实用新型实施例中的送料轮及其驱动机构;
[0056]
附图6为本实用新型实施例中泡罩式片针加工机的结构原理图;
[0057]
附图7为本实用新型实施例中片针自动翻板码料机的立体图;
[0058]
附图8为本实用新型实施例中翻板器的立体图;
[0059]
附图9为本实用新型实施例中出料检测及推送机构的立体图;
[0060]
附图10为本实用新型实施例中出料检测及推送机构的结构原理图;
[0061]
附图11为本实用新型实施例的结构原理图。
[0062]
以上附图中:a.泡罩式片针加工机;b.自动翻板码料机;c.装盒机;1.热封轮;2.送料轮;3.送料导轨;4.泡罩盒料带;5.密封膜料带;6.片针料带;7.热压装置;8.第一伺服电
机;9.热封轮的驱动电机;10.第二伺服电机;11.原料料带;12.上、下加热板;13.上、下成形模;14.供料盒;15.分针轮;17.第一检测机构;18.第二检测机构;19.冲切机构;20.第三检测机构;21.片针;22.第四检测机构;23.取料机械臂;24.吸盘;25.出料通道;31.翻板;32.第三伺服电机;33.片针传送带;34.片针传送带的伺服电机;35.第五检测机构;36.第六检测机构;37.第七检测机构;38.码料槽;39.推料槽;40.水平推送板;41.第一挡片;42.第一驱动器;43.第二驱动器;44.下料通道;45.下压板;46.第二挡片;47.第三驱动器;48.剔料斗。
具体实施方式
[0063]
下面结合附图及实施例对本实用新型作进一步描述:
[0064]
实施例:以下将以图式及详细叙述对本案进行清楚说明,任何本领域技术人员在了解本案的实施例后,当可由本案所教示的技术,加以改变及修饰,其并不脱离本案的精神与范围。
[0065]
本文的用语只为描述特定实施例,而无意为本案的限制。单数形式如“一”、“这”、“此”、“本”以及“该”,如本文所用,同样也包含复数形式。
[0066]
关于本文中所使用的“第一”、“第二”等,并非特别指称次序或顺位的意思,亦非用以限定本案,其仅为了区别以相同技术用语描述的组件或操作。
[0067]
关于本文中所使用的“连接”或“定位”,均可指二或多个组件或装置相互直接作实体接触,或是相互间接作实体接触,亦可指二或多个组件或装置相互操作或动作。
[0068]
关于本文中所使用的“包含”、“包括”、“具有”等,均为开放性的用语,即意指包含但不限于。
[0069]
关于本文中所使用的用词(terms),除有特别注明外,通常具有每个用词使用在此领域中、在本案内容中与特殊内容中的平常意义。某些用以描述本案的用词将于下或在此说明书的别处讨论,以提供本领域技术人员在有关本案描述上额外的引导。
[0070]
关于本文中所使用的“前”、“后”、“上”、“下”等,均为方向性用词,在本案中仅为说明各结构之间位置关系,并非用以限定本案保护方案及实际实施时的具体方向。
[0071]
参见附图1~11所示,一种片针自动检测及包装设备,包括泡罩式片针加工机a、自动翻板码料机b以及装盒机c。
[0072]
如图1~6所示,所述泡罩式片针加工机a包括伺服同步热封机构以及多工位检测机构;
[0073]
所述伺服同步热封机构包括热封轮1以及送料轮2,所述送料轮1位于一水平送料导轨3的前端,所述热封轮2位于所述送料导轨3的后端,热封轮1以及送料轮2的转轴均水平且沿送料导轨3的宽度方向设置;泡罩盒料带4经包括所述送料轮2的一驱动机构驱动在所述送料导轨3上从前向后水平位移;所述驱动机构可包括一主动轮,该主动轮设于设备的后端,用于牵引泡罩盒料带4向后位移。
[0074]
所述泡罩盒料带4在所述送料导轨3上位移的同时完成针灸针的接料,并移动至所述热封轮1处与一密封膜料带5(可以是铝膜)结合,并通过一热压装置7实现热封结合,成为片针料带6,该片针料带6即为被密封膜料带5密封的,且针槽内装载有针灸针的泡罩盒料带4。
[0075]
优选的,所述热压装置7为电热压板或电热压轮,当泡罩盒料带4上附着密封膜料带6后通过热封轮1,并经由热压装置7对热封轮1上的料带进行热压实现两者的复合密封,成为片针料带6。
[0076]
其中,所述热封轮1的转轴上传动装配有一第一伺服电机8,该第一伺服电机8用以采集热封轮1的转速脉冲信号。即,所述第一伺服电机8在此充当编码器的作用,而热封轮1可通过一驱动电机9驱动旋转。
[0077]
所述送料轮2通过一第二伺服电机10驱动旋转,该第二伺服电机10与所述第一伺服电机8均与一控制系统电性连接,构成第二伺服电机10根据所述热封轮1的转速脉冲信号与热封轮1的驱动电机9做同步等速动作,进而驱动所述送料轮2与所述热封轮1同步等速转动,而具体的同步控制方法为现有技术,为本领域技术人员能够熟练掌握,由于并非本案的发明点,故本案中不做赘述。
[0078]
借此设计,可实现对泡罩盒料带4位移的精准控制,避免由于热封轮1的加工控制因素过多影响与送料轮2的同步性,同时还避免了由于送料轮2和热封轮1的距离过远带来的同步性问题。
[0079]
其中,所述泡罩式片针加工机还包括泡罩盒料带成型机构以及针灸针自动分拣落针机构。
[0080]
所述泡罩盒料带成型机构通过热压成型的方式将一平面状的原料料带11(如pvc料带)成型为泡罩盒料带4,成型后的泡罩盒料带4上平行间隔设置有多个针槽,各所述针槽用于放置一根针灸针。
[0081]
所述泡罩盒料带成型机构包括上、下加热板12以及上、下成形模13,由于泡罩盒料带成型机构的具体实施方案为现有技术,为本领域技术人员能够熟练掌握,且并非本案的发明点,故本案中不做赘述。
[0082]
所述针灸针自动分拣落针机构包括供料盒14以及分针轮15,所述供料盒14中堆放有数根针灸针,用于给所述分针轮15供料;所述分针轮15设于所述送料导轨3的正上方,分针轮15的圆周面上平行均布有数个定位槽,各定位槽中定位有一根针灸针;分针轮15的出针口对应送料导轨3上泡罩盒料带4中的所述针槽设置;所述分针轮15经转动将各定位槽中的针灸针逐一落入至泡罩盒料带4中的各针槽中。
[0083]
所述分针轮15的转轴平行于所述热封轮1以及所述送料轮2的转轴,且分针轮15的转速与送料轮2的转速对应;具体可通过设置伺服电机来驱动分针轮15旋转,该伺服电机同样根据第一伺服电机8的转速脉冲信号控制自身转速,以保证热封轮1、送料轮2以及分针轮15三者转速匹配,进而实现对泡罩盒料带4的精确落针。
[0084]
针灸针自动分拣落针机构的具体实施方案为现有技术,为本领域技术人员能够熟练掌握,由于并非本案的发明点,故本案中不做赘述。
[0085]
所述多工位检测机构包括四组,其中,第一检测机构17为视觉检测,设于所述热封轮1的前端以及分针轮15的后端,且设于所述送料导轨3的上方;所述第一检测机构17的摄像头向下正对送料导轨3上完成针灸针接料的泡罩盒料带4设置,用以检测泡罩盒料带4的各针槽中是否有针,排查是否存在缺针、多针的问题。
[0086]
第二检测机构18为视觉检测,设于所述热封轮1的后端以及冲切机构19的前端,该第二检测机构18的摄像头正对热封成型后的片针料带6设置,用以检测片针料带6是否存在
产品缺陷,例如密封膜是否与泡罩盒有效结合、密封膜是否将针灸针压在了非针槽区域、密封膜自身是否有破损等缺陷。
[0087]
第三检测机构20对应冲切机构19设置,该冲切机构19用于将片针料带6冲切为独立的片针21,其切刀的冲切速率与片针料带6的位移速度对应;各片针21中均具有多个针槽,每个针槽中定位有一根针灸针。第三检测机构20的光电传感器正对冲切处的所述片针料带6设置,用以检测片针料带6是否与冲切机构19的切刀对位,避免发生切偏的问题。
[0088]
第四检测机构22设于冲切机构19的后端,该第四检测机构22的光电传感器对应一取料机械臂23的吸盘24设置,所述吸盘24用以将冲切后的各片针21逐一吸取并放置于一出料通道25中;所述第四检测机构22用以检测所述取料机械臂23的吸盘24是否吸取到片针21;所述取料机械臂23的具体实施形式以及工作方式为现有技术,为本领域技术人员能够熟练掌握,由于并非本案的发明点,故本案中不做赘述。
[0089]
如图7~10所示,所述自动翻板码料机包括片针自动翻板机构、出料检测及推送机构。
[0090]
所述片针自动翻板机构包括翻板器以及来料检测机构;
[0091]
所述翻板器包括翻板31及第三伺服电机32,所述翻板31以其板面对应片针21的位移方向设于片针传送带33中,该片针传送带33的入料端对应泡罩式片针加工机中出料通道25的出料端设置;所述第三伺服电机32驱动所述翻板31做180度翻转运动,该翻板31的转轴水平且对应片针传送带33的宽度方向。
[0092]
其中,所述片针传送带33为传送皮带或传送链,通过伺服电机34驱动进行水平位移,进而将片针21沿水平方向从前向后输送。
[0093]
其中,所述翻板31包括对称的两片状结构,分别位于片针传送带33的宽度方向两侧,构成翻板31不干涉片针传送带33的位移。
[0094]
或者,也可在所述片针传送带33的中部开设开口,将所述翻板31转动设置于该开口中,以此避免翻板31对片针传送带的干涉。(未附图示)
[0095]
所述来料检测机构包括第五检测机构35,该第五检测机构35的光电传感器对应片针传送带33设置,且位于所述翻板31的前端,用于采集片针传送带33上的片针21到位信息。具体的,可对片针21进行计数,以偶数个或奇数个作为触发第三伺服电机32工作的信号。
[0096]
所述第三伺服电机32与所述第五检测机构35均电性连接于控制系统,构成第三伺服电机32对应所述片针21的位置信息驱动所述翻板31做间隙地翻转动作,进而将各所述片针21一隔一地翻转180度,使各片针21经过翻板器后在片针传送带33上呈正反交替状排列,从而减少片针21的堆垛空间,同时可实现相邻片针21的相对面为同种材质,避免铝膜压坏pvc泡罩盒。
[0097]
上述具体的控制方法为现有技术,为本领域技术人员能够熟练掌握,由于并非本案的发明点,故本案中不做赘述。
[0098]
所述出料检测及推送机构包括第六检测机构36和第七检测机构37,两者的光电传感器均对应片针传送带33上的片针21设置,且位于所述翻板31的后端。
[0099]
其中,所述第六检测机构36用于对片针21进行计数,检测片针21是否达到预设的装盒堆垛数量;所述第七检测机构37用于对片针21进行正反检测,检测片针21是否依次按正面向上、反面向上的状态交替排列。
[0100]
所述出料检测及推送机构还包括码料槽38、推料槽39以及水平推送板40。
[0101]
所述码料槽38对应所述片针传送带33的后端下方设置,各所述片针21从片针传送带33的后端交替以正面向上、反面向上的状态向下落入所述码料槽38中堆垛。
[0102]
所述推料槽39位于所述码料槽38的下方,两者之间通过一第一挡片41隔断,且该第一挡片41由一第一驱动器42(如气缸或直线电机)驱动做打开和关闭的动作;当第六检测机构36计数至预定片针21的数量时(如10片),控制系统发送控制信号给第一驱动器42,驱动所述第一挡片41打开,连通所述码料槽38以及所述推料槽39,使堆垛完成的片针21全部落入推料槽39中。
[0103]
所述水平推送板40对应所述推料槽39的侧部设置,由一第二驱动器43(如气缸或直线电机)驱动做水平位移,进而将堆垛于推料槽39中的片针21整体推入至一下料通道44中完成下料,该下料通道44与所述装盒机c的入料口对应设置。
[0104]
优选的,还包括一下压板45,该下压板45对应所述推料槽39出料方向的上方设置,在水平推送板40将数个片针21推出推料槽39时,所述下压板45(可通过气缸或直线电机驱动)向下对堆垛的数个片针21施加压力,使得这些片针21压合紧密。既有利于压缩装盒的空间占用,又能防止片针21散乱。
[0105]
还包括第二挡片46,该第二挡片46设置于所述推料槽39的底部,并由一第三驱动器47(如气缸或直线电机)驱动做打开和关闭的动作;当第七检测机构37检测到片针21未按正反交替排列出料时,所述第一挡片41打开,连通所述码料槽38以及所述推料槽39,使堆垛错误的片针21全部落入推料槽39中,同时第二挡片46打开将这些片针21进行剔除。
[0106]
优选的,所述推料槽39的底部设有一剔料斗48,所述第二挡片46对推料槽39和剔料斗48进行隔断,所述片针21进入剔料斗48中实现剔除。
[0107]
各检测机构的具体实施形式以及工作方式和原理均为现有技术,为本领域技术人员能够熟练掌握,由于并非本案的发明点,故本案中不做赘述。
[0108]
上述实施例中,由于装盒机是现有技术,且并非本案的发明点,因此装盒机的具体结构构造本案不作赘述。
[0109]
相比现有技术而言,本实用新型的优点包括:
[0110]
一、通过泡罩式片针加工机中伺服同步热封机构的设置,构成送料轮得以与热封轮保持同步等速转动,由此可实现对泡罩盒料带位移的精准控制,避免由于热封轮的加工控制因素过多影响与送料轮的同步性,同时还避免了由于送料轮和热封轮的距离过远带来的同步性问题;
[0111]
二、通过泡罩式片针加工机中多工位检测机构的设置,确保了片针在各个生产环节均能得到有效监控,从而提高最终的良品率;
[0112]
三、通过自动翻板码料机中片针自动翻板机构的设置,构成翻板可做间隙地翻转动作,进而使各片针经翻板器后,可在片针传送带上呈正反交替状排列。以此减少片针出料堆垛的空间,同时可实现相邻片针的相对面为同种材质,避免铝膜压坏泡罩盒;
[0113]
四、通过自动翻板码料机中出料检测及推送机构的设置,可确保片针堆垛出料时能够确保数量以及堆垛方向的准确无误,并能保证出料的快速、平稳。
[0114]
综上,本实用新型具有自动化程度高的特点,不仅提高了生产效率,且保证了产品的良品率,还能降低人工成本;同时片针从起始的原料加工到最终的装盒出料可通过一整
套设备完成,实现了集成化智能加工,填补了行业空白,具有突出的实质性特点和显著的进步。
[0115]
上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips