
 商标分类
商标分类  商标转让
商标转让 
物料分截方法、装置、设备和介质与流程
 2021-02-20 06:02:28|
2021-02-20 06:02:28| 302|
302| 起点商标网
起点商标网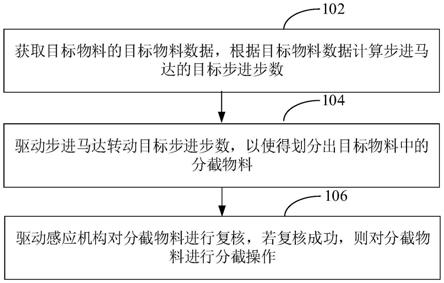
[0001]
本发明涉及物料加工技术领域,尤其是涉及物料分截方法、装置、设备和介质。
背景技术:
[0002]
打样及小批量涉及smt(surface mounted technology,表面组装技术)材料在配发订单用料时,涉及对各类材料的数量依照订单需求进行分截发放的问题。如果不分截则会存在如下问题或风险:1、若将贵重材料或紧缺材料一次性原包装投入生产系统,在生产后会存在材料的损耗或丢失,而这会影响后续订单进度的推进。2、若对机台抛出的材料不能及时回收使用,潮湿气或其他原因将导致元器件损坏,从而造成材料损失。3、造成生产计划系统数据的混乱,进而引发整个供应链出现数据不准确及其他不可控的风险。
[0003]
分截后配发能免除生产任务完成后对超额配发材料再次清点、检验和入库操作,减少了潜在的人工成本消耗,以及在材料流动过程中潜在的混料等品质风险。故而在smt打样及小批量订单运作中,需要对物料进行必要的分截处理,在此之后才能配发生产系统,从而防范潜在风险。
技术实现要素:
[0004]
基于此,有必要针对上述问题,提供针对小批量物料生产的物料分截方法、装置、设备和介质。
[0005]
一种物料分截的方法,所述方法包括:
[0006]
获取目标物料的目标物料数据,根据所述目标物料数据计算步进马达的目标步进步数;其中,所述目标物料中包括待分截的分截物料;
[0007]
驱动所述步进马达转动所述目标步进步数,以使得划分出所述目标物料中的分截物料;
[0008]
驱动感应机构对所述分截物料进行复核,若复核成功,则对所述分截物料进行分截操作。
[0009]
在其中一个实施例中,所述目标物料数据包括料间距及目标分截数量,所述获取目标物料的目标物料数据,根据所述目标物料数据计算步进马达的目标步进步数,包括:
[0010]
获取所述料间距及所述目标分截数量,计算所述料间距与所述目标分截数量的乘积值,将所述乘积值作为所述分截物料的目标分截长度;
[0011]
获取步进单位长度,根据所述目标分截长度及所述步进单位长度计算所述步进马达的目标步进步数。
[0012]
在其中一个实施例中,所述驱动感应机构对所述分截物料进行复核,若复核成功,则对所述分截物料进行分截操作,包括:
[0013]
驱动所述感应机构检测所述分截物料的实际分截数量,判断所述实际分截数量与所述目标分截数量是否一致;
[0014]
若所述实际分截数量与所述目标分截数量一致,则判定复核成功,对所述分截物
料进行分截操作。
[0015]
在其中一个实施例中,分截操作后所述目标物料放置于目标料盘,所述目标料盘贴有目标标签;所述分截物料放置于分截料盘,所述分截料盘贴有分截标签;
[0016]
在所述对所述分截物料进行分截操作之后,还包括:
[0017]
扫描所述分截标签,录入所述分截物料的所述实际分截数量;
[0018]
根据所述实际分截数量计算所述目标物料的剩余物料数量,扫描所述目标标签,录入所述目标物料的剩余物料数量。
[0019]
在其中一个实施例中,在所述获取目标物料的目标物料数据之前,还包括:
[0020]
检测所述目标物料的首端是否存在空格物料;
[0021]
若所述目标物料的首端存在空格物料,则依次检测所述目标物料中的非空格物料,将所述非空格物料中的首个作为物料分截起点。
[0022]
在其中一个实施例中,所述获取目标物料的目标物料数据,包括:
[0023]
接收从触控屏输入的所述目标物料的目标物料数据,将所述目标物料数据存储于本地存储介质;
[0024]
当进行分截操作时,从所述本地存储介质调用所述目标物料数据。
[0025]
在其中一个实施例中,所述获取目标物料的目标物料数据,还包括:
[0026]
向数据系统发送对应所述目标物料数据的数据请求指令,接收所述数据系统发送的所述目标物料数据。
[0027]
一种物料分截装置,所述装置包括:
[0028]
计算模块,用于获取目标物料的目标物料数据,根据所述目标物料数据计算步进马达的目标步进步数;其中,所述目标物料中包括待分截的分截物料;
[0029]
马达驱动模块,用于驱动所述步进马达转动所述目标步进步数,以使得划分出所述目标物料中的分截物料;
[0030]
分截模块,用于驱动感应机构对所述分截物料进行复核,若复核成功,则对所述分截物料进行分截操作。
[0031]
一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时,使得所述处理器执行如下步骤:
[0032]
获取目标物料的目标物料数据,根据所述目标物料数据计算步进马达的目标步进步数;其中,所述目标物料中包括待分截的分截物料;
[0033]
驱动所述步进马达转动所述目标步进步数,以使得划分出所述目标物料中的分截物料;
[0034]
驱动感应机构对所述分截物料进行复核,若复核成功,则对所述分截物料进行分截操作。
[0035]
一种物料分截设备,包括存储器和处理器,所述存储器存储有计算机程序,所述计算机程序被所述处理器执行时,使得所述处理器执行如下步骤:
[0036]
获取目标物料的目标物料数据,根据所述目标物料数据计算步进马达的目标步进步数;其中,所述目标物料中包括待分截的分截物料;
[0037]
驱动所述步进马达转动所述目标步进步数,以使得划分出所述目标物料中的分截物料;
[0038]
驱动感应机构对所述分截物料进行复核,若复核成功,则对所述分截物料进行分截操作。
[0039]
本发明提供了物料分截方法、装置、设备和介质,可基于小批量订单的目标物料数据,确定步进马达的目标步进步数,并控制步进马达只转动目标步进步数,从而划分出目标物料中的分截物料,而不会造成物料的浪费或缺失。进一步的,在对物料进行复核之后,才进行分截操作,可确保分截物料数量的准确性。
附图说明
[0040]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0041]
其中:
[0042]
图1为一个实施例中物料分截方法的流程示意图;
[0043]
图2为一个实施例中物料分截装置的示意图;
[0044]
图3为一个实施例中物料分截装置的结构示意图;
[0045]
图4为一个实施例中物料分截设备的结构框图。
具体实施方式
[0046]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0047]
如图1所示,图1为一个实施例中物料分截方法的流程示意图。参见图2,本物料分截方法应用于物料分截装置,该物料分截装置包括通讯接口1、触控屏2、步进马达3、传动导轨4、及切割刀口5。本实施例中物料分截方法提供的步骤包括:
[0048]
步骤102,获取目标物料的目标物料数据,根据目标物料数据计算步进马达的目标步进步数。
[0049]
其中,目标物料数据包括目标物料的数量、分截材料的数量及剩余材料的数量。不同订单对物料的需求不同,在对小批量的物料加工过程中仅需使用到目标物料中的一部分。因此需在物料加工之前确定目标物料中分截物料的数量,从而避免出现物料损耗及造成数据混乱等问题。目标步进步数则可用于控制步进马达3转动特定距离,从而划分出目标物料中的分截物料。
[0050]
在一个具体实施例中,通过从触控屏2或数据系统获取目标物料数据。具体的,接收从触控屏2手动输入的目标物料的目标物料数据,将目标物料数据存储于本地存储介质。当检测到需要进行目标物料的分截操作时,从本地存储介质调用该目标物料数据。除此之外,当检测到需要进行目标物料的分截操作时,物料分截装置还可以通过通讯接口1连接pc终端,并向其他数据系统如企业资源计划系统(erp,enterprise resource planning)或制造执行系统(mes,manufacturingexecution system)发送对应目标物料数据的数据请求指
令。当外部数据系统响应该数据请求指令并调取相应目标物料数据后,物料分截装置可接收外部数据系统发送的目标物料数据。
[0051]
在一个具体实施例中,目标物料数据还具体包括料间距及目标分截数量。其中,目标物料是等间隔固定加工于料带之上,料间距则是指料带上每个单一目标物料之间的间隔。而目标分截数量则是指,在当前的小批量订单中目标物料内需要分截的单一目标物料的数量。相应的,本实施例中步进步数的计算步骤具体包括:首先,获取料间距及目标分截数量,计算料间距与目标分截数量的乘积值,将乘积值作为分截物料的目标分截长度。示例性的,以规格不同的目标物料0402、0805及1612为例,设定目标分截数量均为1000pcs(pieces)。而其中0402的料间距为2mm,0805的料间距为4mm,1612的料间距为16mm。那么0402的目标分截长度则为2000mm,0805的目标分截长度为4000mm,1612的目标分截长度为16000mm。其次,获取步进单位长度,根据目标分截长度及步进单位长度计算步进马达3的目标步进步数。本实施例中,料带上还加工有等间隔的料位孔,该料位孔可与分截装置的料带进行固定,从而被步进电机带动。具体的,料位孔的间隔为通常加工为4mm,而这与1单位的步进步数对应。因此,0402对应的目标步进步数为500个单位,0805对应的目标步进步数为1000个单位,1612对应的目标步进步数为4000个单位。可以理解的是,本实例中对于物料规格、料位孔间隔等参数的设定不仅限于上述具体数值,在此不做额外限定。
[0052]
进一步的,目标物料数据还包括物料宽度。在进行物料分截时,只有在物料宽度与传递带宽度匹配的前提下,孔位齿轮才能正常带动物料进行后续数量核算,以及控制物料边缘正常向前滚动供应,从而避免完全使用料位孔的力度带动,防止潜在的拉裂等损伤料位孔的风险。因此,本实施例在驱动步进马达3转动前,还需判断传递带与目标物料之间的宽度是否匹配。在传递带与目标物料之间的宽度匹配时,才执行步骤104。
[0053]
在一个具体实施例中,在获取目标物料的目标物料数据之前,还需检测目标物料的首端是否存在空格物料。这是因为空格物料实际不包含可用于后续加工的目标物料,若在料带前端存在空格物料,则将造成实际分截物料数量的误判。因此若检测到目标物料的首端存在空格物料,则从首端开始依次检测目标物料中的非空格物料,当检测到非空格物料时,将非空格物料中的首个作为物料分截起点。对应的,在后续进行复核时也仅从首个非空格物料开始进行统计。
[0054]
步骤104,驱动步进马达转动目标步进步数,以使得划分出目标物料中的分截物料。
[0055]
参见图2,本实施例中,目标物料在进行分截时放置于传动导轨4之上,而该传动导轨4与步进马达3连接,从而物料分截装置通过驱动步进马达3能带动传动导轨4上的目标物料移动。目标步进步数限定了步进马达3的转动距离,也即限定了传动导轨4的移动距离。物料分截装置中的切割刀口5,相对于传动导轨4垂直设置,当步进马达3工作目标步进步数后,也就会在切割刀口5的两侧分别划分出目标物料中的分截物料以及剩余物料。
[0056]
步骤106,驱动感应机构对分截物料进行复核,若复核成功,则对分截物料进行分截操作。
[0057]
具体的,在生产料带时会对每个料位孔或间隔料位孔进行顺序编排,从而确定每个料位孔的顺序。在驱动步进马达3转动前,驱动感应机构检测料位孔的初始顺序;而在步进马达3转动结束时,驱动感应机构检测料位孔的终止顺序。基于初始顺序和终止顺序可确
定料位孔的通过个数,且由于料位孔的通过个数与不同规格的目标物料之间存在特定的对应关系,因此可进一步确定分截物料的实际分截数量。示例性的,每个通过的料位孔对应2pcs 0402,每个通过的料位孔对应1pcs 0805,而每4个通过的料位孔对应1pcs 1612。最后判断实际分截数量与目标分截数量是否一致。若实际分截数量与目标分截数量一致,则判定复核成功,驱动切割刀口5对分截物料垂直进行分截操作。
[0058]
进一步的,本实施中原则上一次分截只将一个单位料盘内的目标物料分为2部分,其中一部分配发订单投入生产,另外一段则存入仓库。但可以理解的是,当目标物料只有一盘,而多个订单同时使用时,也可将目标物料分截为多个不同数量的分截物料。
[0059]
上述物料分截方法,可基于小批量订单的目标物料数据,确定步进马达3的目标步进步数,并控制步进马达只转动目标步进步数,从而划分出目标物料中的分截物料,而不会造成物料的浪费或缺失。进一步的,在对物料进行复核之后,才进行分截操作,可确保分截物料数量的准确性。
[0060]
进一步的,在上述物料分截方法中,在对目标物料进行分截操作后,将目标物料中的剩余物料放置于目标料盘,该目标料盘用于仓储保存,在下一次物料分截时取出使用。其中,在该目标料盘上还贴有目标标签,该目标标签用于记录剩余物料的数量及规格等参数。相应的,将分截物料放置于分截料盘,该分截料盘可用于承载运输分截物料。其中,该分截料盘上还贴有分截标签,该分截标签则用于记录分截物料的数量及规格等参数,在实际加工物料之前还可通过扫描分截标签再次进行复核。
[0061]
在本实施例中,通过扫描分截标签,可将分截物料的实际分截数量录入分截标签。而将初始的目标物料数量扣减实际分截数量即可计算剩余物料数量,通过扫描目标标签,可将剩余物料数量录入目标标签。
[0062]
可以理解的是,材料的分截数据还可以来自于装置连接的系统数据库。目标料盘也可以是原本放置目标物料的料盘,当材料分截后,系统可以自动地计算剩余物料数量,并通过装置生成新的目标标签,以覆盖在原有的目标标签上。
[0063]
在一个实施例中,如图3所示,提出了一种物料分截装置,该装置包括:
[0064]
计算模块302,用于获取目标物料的目标物料数据,根据目标物料数据计算步进马达的目标步进步数;其中,目标物料中包括待分截的分截物料;
[0065]
马达驱动模块304,用于驱动步进马达转动目标步进步数,以使得划分出目标物料中的分截物料;
[0066]
分截模块306,用于驱动感应机构对分截物料进行复核,若复核成功,则对分截物料进行分截操作。
[0067]
上述物料分截装置,可基于小批量订单的目标物料数据,确定步进马达的目标步进步数,并控制步进马达只转动目标步进步数,从而划分出目标物料中的分截物料,而不会造成物料的浪费或缺失。进一步的,在对物料进行复核之后,才进行分截操作,可确保分截物料数量的准确性。
[0068]
在一个实施例中,目标物料数据包括料间距及目标分截数量,计算模块302,还具体用于:获取料间距及目标分截数量,计算料间距与目标分截数量的乘积值,将乘积值作为分截物料的目标分截长度;获取步进单位长度,根据目标分截长度及步进单位长度计算步进马达的目标步进步数。
[0069]
在一个实施例中,分截模块306,还具体用于:驱动感应机构检测分截物料的实际分截数量,判断实际分截数量与目标分截数量是否一致;若实际分截数量与目标分截数量一致,则判定复核成功,对分截物料进行分截操作。
[0070]
在一个实施例中,分截操作后目标物料放置于目标料盘,目标料盘贴有目标标签;分截物料放置于分截料盘,分截料盘贴有分截标签;物料分截装置还包括:剩余物料数量录入模块,用于:扫描分截标签,录入分截物料的实际分截数量;根据实际分截数量计算目标物料的剩余物料数量,扫描目标标签,录入目标物料的剩余物料数量。
[0071]
在一个实施例中,物料分截装置还包括:空格物料检测模块,用于检测目标物料的首端是否存在空格物料;若目标物料的首端存在空格物料,则依次检测目标物料中的非空格物料,将非空格物料中的首个作为物料分截起点。
[0072]
在一个实施例中,计算模块302,还具体用于:接收从触控屏输入的目标物料的目标物料数据,将目标物料数据存储于本地存储介质;当进行分截操作时,从本地存储介质调用目标物料数据。
[0073]
在一个实施例中,计算模块302,还具体用于:向数据系统发送对应目标物料数据的数据请求指令,接收数据系统发送的目标物料数据。
[0074]
图4示出了一个实施例中物料分截设备的内部结构图。如图4所示,该物料分截设备包括通过系统总线连接的处理器、存储器和网络接口。其中,存储器包括非易失性存储介质和内存储器。该物料分截设备的非易失性存储介质存储有操作系统,还可存储有计算机程序,该计算机程序被处理器执行时,可使得处理器实现物料分截方法。该内存储器中也可储存有计算机程序,该计算机程序被处理器执行时,可使得处理器执行物料分截方法。本领域技术人员可以理解,图4中示出的结构,仅仅是与本申请方案相关的部分结构的框图,并不构成对本申请方案所应用于其上的物料分截设备的限定,具体的物料分截设备可以包括比图中所示更多或更少的部件,或者组合某些部件,或者具有不同的部件布置。
[0075]
一种物料分截设备,包括存储器、处理器以及存储在该存储器中并可在该处理器上执行的计算机程序,该处理器执行该计算机程序时实现如下步骤:获取目标物料的目标物料数据,根据目标物料数据计算步进马达的目标步进步数;其中,目标物料中包括待分截的分截物料;驱动步进马达转动目标步进步数,以使得划分出目标物料中的分截物料;驱动感应机构对分截物料进行复核,若复核成功,则对分截物料进行分截操作。
[0076]
在一个实施例中,目标物料数据包括料间距及目标分截数量,获取目标物料的目标物料数据,根据目标物料数据计算步进马达的目标步进步数,包括:获取料间距及目标分截数量,计算料间距与目标分截数量的乘积值,将乘积值作为分截物料的目标分截长度;获取步进单位长度,根据目标分截长度及步进单位长度计算步进马达的目标步进步数。
[0077]
在一个实施例中,驱动感应机构对分截物料进行复核,若复核成功,则对分截物料进行分截操作,包括:驱动感应机构检测分截物料的实际分截数量,判断实际分截数量与目标分截数量是否一致;若实际分截数量与目标分截数量一致,则判定复核成功,对分截物料进行分截操作。
[0078]
在一个实施例中,分截操作后目标物料放置于目标料盘,目标料盘贴有目标标签;分截物料放置于分截料盘,分截料盘贴有分截标签;在对分截物料进行分截操作之后,还包括:扫描分截标签,录入分截物料的实际分截数量;根据实际分截数量计算目标物料的剩余
物料数量,扫描目标标签,录入目标物料的剩余物料数量。
[0079]
在一个实施例中,在获取目标物料的目标物料数据之前,还包括:检测目标物料的首端是否存在空格物料;若目标物料的首端存在空格物料,则依次检测目标物料中的非空格物料,将非空格物料中的首个作为物料分截起点。
[0080]
在一个实施例中,获取目标物料的目标物料数据,包括:接收从触控屏输入的目标物料的目标物料数据,将目标物料数据存储于本地存储介质;当进行分截操作时,从本地存储介质调用目标物料数据。
[0081]
在一个实施例中,获取目标物料的目标物料数据,还包括:向数据系统发送对应目标物料数据的数据请求指令,接收数据系统发送的目标物料数据。
[0082]
一种计算机可读存储介质,该计算机可读存储介质存储有计算机程序,该计算机程序被处理器执行时实现如下步骤:获取目标物料的目标物料数据,根据目标物料数据计算步进马达的目标步进步数;其中,目标物料中包括待分截的分截物料;驱动步进马达转动目标步进步数,以使得划分出目标物料中的分截物料;驱动感应机构对分截物料进行复核,若复核成功,则对分截物料进行分截操作。
[0083]
在一个实施例中,目标物料数据包括料间距及目标分截数量,获取目标物料的目标物料数据,根据目标物料数据计算步进马达的目标步进步数,包括:获取料间距及目标分截数量,计算料间距与目标分截数量的乘积值,将乘积值作为分截物料的目标分截长度;获取步进单位长度,根据目标分截长度及步进单位长度计算步进马达的目标步进步数。
[0084]
在一个实施例中,驱动感应机构对分截物料进行复核,若复核成功,则对分截物料进行分截操作,包括:驱动感应机构检测分截物料的实际分截数量,判断实际分截数量与目标分截数量是否一致;若实际分截数量与目标分截数量一致,则判定复核成功,对分截物料进行分截操作。
[0085]
在一个实施例中,分截操作后目标物料放置于目标料盘,目标料盘贴有目标标签;分截物料放置于分截料盘,分截料盘贴有分截标签;在对分截物料进行分截操作之后,还包括:扫描分截标签,录入分截物料的实际分截数量;根据实际分截数量计算目标物料的剩余物料数量,扫描目标标签,录入目标物料的剩余物料数量。
[0086]
在一个实施例中,在获取目标物料的目标物料数据之前,还包括:检测目标物料的首端是否存在空格物料;若目标物料的首端存在空格物料,则依次检测目标物料中的非空格物料,将非空格物料中的首个作为物料分截起点。
[0087]
在一个实施例中,获取目标物料的目标物料数据,包括:接收从触控屏输入的目标物料的目标物料数据,将目标物料数据存储于本地存储介质;当进行分截操作时,从本地存储介质调用目标物料数据。
[0088]
在一个实施例中,获取目标物料的目标物料数据,还包括:向数据系统发送对应目标物料数据的数据请求指令,接收数据系统发送的目标物料数据。
[0089]
需要说明的是,上述物料分截方法、装置、设备及计算机可读存储介质属于一个总的发明构思,物料分截方法、装置、设备及计算机可读存储介质实施例中的内容可相互适用。
[0090]
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,该程序可存储于一非易失性计算机可读取存储
介质中,该程序在执行时,可包括如上述各方法的实施例的流程。其中,本申请所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可包括非易失性和/或易失性存储器。非易失性存储器可包括只读存储器(rom)、可编程rom(prom)、电可编程rom(eprom)、电可擦除可编程rom(eeprom)或闪存。易失性存储器可包括随机存取存储器(ram)或者外部高速缓冲存储器。作为说明而非局限,ram以多种形式可得,诸如静态ram(sram)、动态ram(dram)、同步dram(sdram)、双数据率sdram(ddrsdram)、增强型sdram(esdram)、同步链路(synchlink)dram(sldram)、存储器总线(rambus)直接ram(rdram)、直接存储器总线动态ram(drdram)、以及存储器总线动态ram(rdram)等。
[0091]
以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
[0092]
以上实施例仅表达了本申请的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本申请专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本申请构思的前提下,还可以做出若干变形和改进,这些都属于本申请的保护范围。因此,本申请专利的保护范围应以所附权利要求为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips