
 商标分类
商标分类  商标转让
商标转让 
一种吊挂流水线工作站及控制方法与流程
 2021-02-20 05:02:18|
2021-02-20 05:02:18| 333|
333| 起点商标网
起点商标网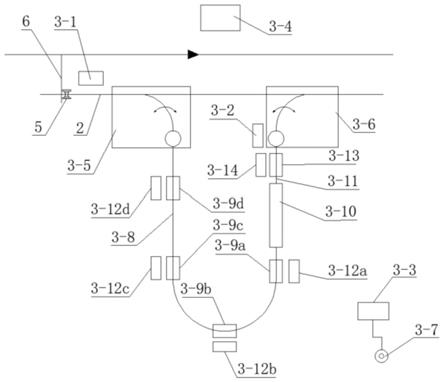
[0001]
本发明主要涉及吊挂流水线技术领域,尤其涉及一种吊挂流水线工作站及其控制方法。
背景技术:
[0002]
吊挂流水线用于服装、家纺生产企业,如图1所示其包括环形主轨2和环形主轨2一侧的传动机构,该传动机构由电机4驱动,传动机构上安装有驱动器6,在环形主轨2走向的外侧间隔设有若干工作站3,每个工作站的下方均设有一个工位,吊挂在衣架5上的衣片由系统控制通过环形主轨被驱动器6推动到指定的工作站进行加工,加工完成后从该工作站进入环形主轨被送至下一个工作站进行下一道工序的加工。
[0003]
现有的工作站包括进站机构、进站支轨、提升机构、出站支轨、出站机构。进站机构可分离的与环形主轨连接,进站机构的出口端与进站支轨连接,进站支轨的出口端与提升机构连接,提升机构的出口端与出站支轨连接,出站支轨的出口端与出站机构连接,出站机构与环形主轨可分离的连接。提升机构进口的进站支轨上和提升机构出口的出站支轨上均安装有放行机构,从环形主轨进入工作的衣架被阻挡在提升机构进口的放行机构处,随后进入的衣架依次排列,直到排队至靠进进站机构处安装的满检装置时,衣架停止进站。排列在进站支轨上最前面的衣架被放行至提升机构进口,由提升机构输送至最低的工作点进行加工,加工完成后提升至出站支轨,从出站支轨经出站机构进入环形主轨。工作点加工完成的衣架被提升至出站支轨后,提升机构进口的进站支轨上的放行机构再放行一个衣架至提升机构进口,如此循环动作。该工作站由于在提升机构进口的进站支轨上只安装一个放行机构,衣架依次紧密排列;这种方式不适合篮子衣架或者物料体积比较大(被子、汽车用品)的生产企业,会造成篮子衣架或物料碰撞、缠绕等情况,从而影响系统稳定性。
技术实现要素:
[0004]
本发明的目的在于提供一种吊挂流水线工作站,可以对进站支轨上的衣架进行分段放行控制,尤其适用于进站支轨上的相邻物料承载装置需要分隔的情况,避免碰撞、缠绕。
[0005]
本发明提供的吊挂流水线工作站,包括进站支轨、出站支轨、提升机构、进站执行机构、出站执行机构、进站放行机构;所述提升机构的进口端、出口端分别对接所述进站支轨的出口端、出站支轨的进口端,所述进站执行机构可转动地与所述进站支轨的进口端连接,所述出站执行机构可转动地与所述出站支轨的出口端连接;靠近所述工作站的进站口设置有进站读卡器,所述出站执行机构的进口处设置有出站读卡器,其特征在于:所述进站放行机构为多个,多个进站放行机构间隔设置在所述进站支轨上;针对每个进站放行机构,还设置有用于检测该进站放行机构处是否已满的检测装置。
[0006]
本发明通过在进站支轨上间隔设置多个进站放行机构,使得物料承载装置,如衣架,进入进站支轨后,由进站放行机构逐级放行,避免某一个进站放行机构处停有多个物料
承载装置,避免物料承载装置相互碰撞缠绕。也可以根据需要,将一个进站放行机构处停留多个物料承载装置。
[0007]
本发明通过检测装置检测物料承载装置,只允许某一个进站放行机构处停留一个物料承载装置,当检测装置检测到相应的进站放行机构处有一个物料承载装置,则表示该进站放行机构处已满。
[0008]
物料承载装置经提升机构提升后,有两种方式从工作站进入主轨,其一是,提升机构提升至出站支轨,直接进入出站执行机构的进口,其二是,设置出站放行机构,所述出站放行机构设置在所述出站支轨上;还设置有用于检测所述出站放行机构处是否已满的出站满检装置,或,所述出站读卡器用于检测所述出站放行机构处是否已满,如果出站放行机构处已满,则提升机构不启动,避免出站放行机构处堆积物料承载装置。
[0009]
本发明通过出站满检装置或出站读卡器检测出站放行机构处的物料承载装置,只允许出站放行机构处停留一个物料承载装置,当出站满检装置或出站读卡器检测到出站放行机构处有一个物料承载装置,则表示出站放行机构处已满。
[0010]
本发明还包括通讯数据控制器,所述进站读卡器、出站读卡器、进站执行机构、出站执行机构、提升机构、进站放行机构、检测装置与通讯数据控制器通信连接。
[0011]
本发明还提供一种吊挂流水线工作站控制方法,包括:
[0012]
判断进站执行机构前方的进站放行机构处是否已满,该进站放行机构紧邻进站执行机构,如果该进站放行机构处未满,则通过进站执行机构接收物料承载装置至进站支轨;
[0013]
判断某一进站放行机构处是否已满,如果该进站放行机构处未满,则该进站放行机构的后一级进站放行机构执行放行动作。
[0014]
本发明所提到的前一级、后一级、前方、后方,是沿衣架在进站支轨上的前进方向来确定的,进站执行机构位于第四进站放行机构的后方,第四进站放行机构位于进站执行机构的前方,第四进站放行机构相对于第三进站放行机构来说,是后一级进站放行机构,第三进站放行机构相对于第四进站放行机构来说,是前一级进站放行机构。
[0015]
本发明在进站支轨上间隔设置多个进站放行机构,采用逐级控制的方法,即,某一进站放行机构未满的情况下,该进站机构的后一级进站放行机构才执行放行动作,放行物料承载装置。只有进站执行机构前方的进站放行机构处未满的情况下,主轨上的物料承载装置才能进入工作站。
[0016]
本发明只允许一个物料承载装置停留在进站放行机构处,当检测到进站放行机构处有一个物料承载装置,则判断该进站放行机构处已满。
[0017]
本发明采用主电脑进行控制,由进站读卡器获取物料承载装置信息并上传主电脑,主电脑判断该物料承载装置是否需要进入工作站,如果需要进入工作站,由检测装置检测进站执行机构前方的进站放行机构处是否有物料承载装置并将检测结果上传主电脑,由主电脑控制进站执行机构的动作;由检测装置检测相应的进站放行机构处是否有物料承载装置并上传主电脑,由主电脑控制该进站放行机构的后一级进站放行机构动作。
[0018]
本发明在每个工作站设置通讯数据控制器,由通讯数据控制器接收工作站内的各种数据并上传主电脑,以及接收主电脑的数据或指令,对工作站内的设备进行控制。本发明的进站读卡器、检测装置通过通讯数据控制器上传数据给主电脑,主电脑通过通讯数据控制器来控制进站执行机构、进站放行机构的动作。
[0019]
本发明还包括对提升机构的控制,具体为:接收启动提升机构的指令,判断出站支轨是否已满,若出站支轨已满,提升机构不启动;若未满,提升机构启动,将提升机构上的物料承载装置提升至出站支轨后提升机构停止,延时一定时间后,提升机构再次启动,在提升机构停止的时间内,位于提升机构后方的进站放行机构执行放行动作,该位于提升机构后方的进站放行机构紧邻提升机构。
[0020]
提升机构启动,衣架从工作位提升进入出站支轨后,提升机构后方的进站放行机构才放行一个衣架至提升机构的进口处,然后,当提升机构再次启动,提升机构进口处的衣架从衣架下降段进入工作位。本申请采用延时控制,在衣架从提升机构的衣架提升段进入出站支轨的这个过程中,因为进站放行机构没有放衣架至提升机构的进站口,所以在提升机构第一次启动时不会有衣架从衣架下降段进入工作位,从而,当提升机构再次启动并停止后,也不会导致有衣架停留在提升机构的衣架上升段上。
[0021]
现有技术中,按一次提升按钮,衣架从工作位通过衣架提升段向上运行的过程中,提升机构进口处的挂载有代加工物料的衣架也随着链条的运转从衣架下降段向工作位的方向运行,由于衣架提升段通常比衣架下降段长,从而导致挂载有代加工物料的衣架停留在衣架提升段上等待加工,行业内普遍认为按一次提升按钮,衣架从提升机构的进口下降和从工作站处上升同时进行,有利于提高效率,但实际上,由于大型衣料的加工时间较长,如果衣架停留在衣架提升段上,反而会影响流水线下一环节的加工,影响整体的工作效率,因此,采用两次启停,不仅克服了行业偏见、解决了因衣架在衣架提升段上停留带来的容易导致链条变形乃至断裂的问题,而且提高了整体的工作效率。
[0022]
本发明只允许出站放行机构处停留一个物料承载装置,判断出站支轨是否已满的方式为:检测出站支轨上的出站放行机构处是否有物料承载装置,如果有物料承载装置,则表示出站支轨已满。
[0023]
本发明还包括对出站放行机构的控制,具体为:判断出站执行机构进口处是否有物料承载装置,如果没有物料承载装置,则出站放行机构执行放行动作,出站执行机构进口处只允许停留一个物料承载装置,当判断该物料承载装置可以出站时,出站执行机构将其带出站,避免出站执行机构同时带走多个物料承载装置的情况。
[0024]
出站读卡器检测出站执行机构进口处是否有物料承载装置并将检测结果通过通讯数据控制器上传主电脑,如果检测结果表示出站执行机构进口处没有物料承载装置,主电脑通过通讯数据控制器控制出站放行机构执行放行动作;
[0025]
由出站满检装置或出站读卡器检测出站放行机构处是否有物料承载装置,并将检测结果通过通讯数据控制器上传主电脑,如果检测结果表示出站放行机构处没有物料承载装置,主电脑通过通讯数据控制器控制提升机构启动;由主电脑或通讯数据控制器对延时时间计时,延时时间满后,由主电脑通过通讯数据控制器,或者直接由通讯数据控制器控制提升机构再次启动,在提升机构停止的时间内,由主电脑通过通讯数据控制器,或者直接由通讯数据控制器控制位于提升机构后方、且紧邻提升机构的进站放行机构执行放行动作。
[0026]
本发明在进站支轨上间隔的安装多个进站放行机构,每个进站放行机构只能停留一个衣架,从而将篮子衣架或大体积物料间隔开,防止篮子衣架或大体积物料挤压缠绕在一起,提高运行稳定性。后方的进站放行机构动作根据前方进站放行机构处是否有衣架来进行动作,保证衣架逐级放行。
附图说明
[0027]
图1为现有吊挂流水线的结构示意图;
[0028]
图2为实施例1的结构示意图;
[0029]
图3为实施例2的结构示意图;
[0030]
图4为提升机构的结构示意图;
[0031]
图5为控制系统结构示意图。
[0032]
图中:2、主轨;3、工作站;4、电机;5、衣架;6、驱动器;3-1、进站读卡器;3-2、出站读卡器;3-3、触摸屏;3-4、通讯数据控制器;3-5、进站执行机构;3-6、出站执行机构;3-7、提升按钮;3-8、进站支轨;3-9a、第一进站放行机构;3-9b、第二进站放行机构;3-9c、第三进站放行机构;3-9d、第四进站放行机构;3-10、提升机构;3-11、出站支轨;3-12a、第一检测装置;3-12b、第二检测装置;3-12c、第三检测装置;3-12d、第四检测装置;3-13、出站放行机构;3-14、出站满检装置;3-15、工作位读卡器。
具体实施方式
[0033]
下面结合附图详细说明本发明的具体实施方式。
[0034]
实施例1:
[0035]
如图2所示,结合图4、5,工作站3包括进站读卡器3-1、出站读卡器3-2、触摸屏3-3、通讯数据控制器3-4、进站执行机构3-5、出站执行机构3-6、提升按钮3-7、进站支轨3-8、进站放行机构(3-9a、3-9b、3-9c、3-9d)、提升机构3-10、出站支轨3-11、检测装置(3-12a、3-12b、3-12c、3-12d)、出站放行机构3-13、出站满检装置3-14。进站执行机构3-5、出站执行机构3-6与主轨2可分离的连接,进站读卡器3-1安装在进站口前面,出站读卡器3-2安装在出站执行机构3-6进口处,出站放行机构3-13位于提升机构3-10与出站执行机构3-6之间,出站放行机构3-13对应位置安装有出站满检装置3-14。出站满检装置3-14、检测装置可以采用公开号cn102599673a公开的服装生产流水线等待区数量控制机构中的有关结构,实现出站放行机构3-13的满检,判断出站放行机构3-13上的衣架是否已满,此时出站满检装置3-14是设置在出站放行机构3-13处,图2中的出站满检装置3-14、检测装置的位置仅仅是示意,本领域技术人员知道如何设置,本领域技术人员也知道可以采用现有的任何实现满检检测的装置进行检测。
[0036]
进站支轨3-8上间隔的安装有多个进站放行机构(3-9a、3-9b、3-9c、3-9d),本实施例安装了四个,从提升机构3-10至进站执行机构3-5依次为第一进站放行机构3-9a、第二进站放行机构3-9b、第三进站放行机构3-9c、第四进站放行机构3-9d,每个进站放行机构3-9a、3-9b、3-9c、3-9d的对应位置安装有第一检测装置3-12a、第二检测装置3-12b、第三检测装置3-12c、第四检测装置3-12d。
[0037]
如图4所示,提升机构3-10的低点安装有工作位读卡器3-15,用于读取此时位于工作位的衣架的信息。
[0038]
如图5所示,通讯数据控制器3-4与进站读卡器3-1、出站读卡器3-2、工作位读卡器3-15、触摸式平板3-3、进站执行机构3-5、出站执行机构3-6、进站放行机构、提升机构3-10、检测装置、出站放行机构3-13、出站满检装置3-14连接。提升按钮3-7与触摸式平板3-3连接。各个工作站的通讯数据控制器依次串接,主电脑与其中一个通讯数据控制器连接。也可
以采用各工作站的通讯数据控制器分别与主电脑连接的方式。可以合理预见的是,也可以取消通讯数据控制器,本实施例的工作站中与通讯数据控制器连接的设备,如进站读卡器等直接与主电脑通讯连接。
[0039]
其工作流程如下:
[0040]
如图2所示,进站支轨3-8被进站放行机构3-9a、3-9b、3-9c、3-9d分割成四段(不包括第一进站放行机构3-9a至提升机构3-10之间的这段),以进站支轨的每段只允许存放一个衣架,当某段进站支轨有衣架时,该衣架会移动至进站放行机构处,被进站放行机构阻挡,当检测到该段对应的进站放行机构有一个衣架则表示该段进站支轨已满,以最后一段进站支轨已满(即,进站放行机构3-9d处有衣架)表示整个工作站已满为例,进行说明。
[0041]
衣架5从环形主轨2被驱动器6推至进站读卡器3-1,进站读卡器3-1将该衣架信息上传给通讯数据控制器3-4,通讯数据控制器3-4上传给主电脑判断是否满足进站条件。进站条件包括该衣架是否应该进该工作站,以及工作站是否已满。工作站是否已满由进站支轨上第四检测装置3-12d是否有衣架信息来判断,如果第四检测装置3-12d检测到有衣架信息说明工作站已满,到达进站口的主轨上的衣架不进站。如果满足进站条件,主电脑向通讯数据控制器下发进站指令,通讯数据控制器3-4控制进站执行机构动作与环形主轨2连接,衣架a由进站执行机构3-5进入进站支轨3-8上,被第四进站放行机构3-9d阻挡,此时对应的第四检测装置3-12d检测到衣架信号。衣架a被第四进站放行机构3-9d阻挡,需要进一步确定该衣架a是否应当被向前放行,此时,需要判断第三进站放行机构3-9c处是否有衣架,本发明由第三检测装置3-12c来检测第三进站放行机构3-9c处是否有衣架。若有衣架,第四进站放行机构3-9d不动作,衣架a未被放行而是停在3-9d处不动;若没有衣架,第四进站放行机构3-9d放行,衣架a移动至第三进站放行机构3-9c处。由第二检测装置3-12b来判断第二进站放行机构3-9b处是否有衣架,如果有衣架,第三进站放行机构3-9c不动作,如果没有衣架,第三进站放行机构3-9c放行,衣架a移动至进站第二放行机构3-9b处。由第一检测装置3-12a来判断第一进站放行机构3-9a处是否有衣架,如果有衣架,第二进站放行机构3-9b不动作,如果没有衣架,第二进站放行机构3-9b放行,衣架a移动至第一进站放行机构3-9a处。
[0042]
每一进站放行机构放行后一段时间(该时间足以衣架从后一进站放行机构移动至前一进站放行机构)后,前一检测装置未检测到衣架,则后一进站放行机构再动作一次,保证衣架被有效方向。如此,衣架逐级移动至最前面的第一进站放行机构3-9a处。
[0043]
举例来说,当第一检测装置3-12a未检测到第一进站放行机构3-9a处有衣架,那么第二进站放行机构3-9b放行一个衣架;当第二检测装置3-12b未检测到第二进站放行机构3-9b处有衣架,那么第三进站放行机构3-9c放行一个衣架;当第三检测装置3-12c未检测到第三进站放行机构3-9c处有衣架,那么第四进站放行机构3-9d放行一个衣架;当第四检测装置3-12d未检测到第四进站放行机构3-9d处有衣架,那么进站执行机构3-5放行一个衣架(前提是,主轨上的衣架应该进入进站支轨3-8)。也就是说,只要前一进站放行机构处没有衣架,后一进站放行机构就放行一个衣架;需要说明的是,为简化控制,无论执行放行操作的进站放行机构处是否有衣架,该进站放行机构都进行一次动作。很显然地,也可以加入一个判断条件,即,假设第一进站放行机构处没有衣架,先判断第二进站放行机构处是否有衣架,如果有衣架,则第二进站放行机构执行放行动作,如果第二进站放行机构处也没有衣架时,则第二进站放行机构不执行放行动作,所谓的不执行放行动作,既包括第二进站放行机
构收到不进行动作的指令,对该指令予以执行,也包括没有收到任何指令,第二进站放行机构不动。由第二检测装置来检测第二进站放行机构处是否有衣架。
[0044]
下面再具体说明一下第一进站放行机构3-9a、提升机构3-10、出站放行机构3-13、出站执行机构3-6之间的动作配合。
[0045]
按一下提升按钮3-3,提升链条动作一次后停止,然后第一进站放行机构3-9a动作,将衣架放行至提升机构3-10的进口,提升机构3-10再次动作,将进口的衣架输送至最低点进行加工。加工完成后,按一下提升按钮3-3,判断出站放行机构3-13处是否有衣架,出站放行机构3-13处是否有衣架由出站满检装置3-14来检测。若有衣架,则提升机构3-10不动作,出站放行机构3-13处最多只能停留一个衣架;若没有衣架,提升机构3-10将最低点的衣架提升至出站支轨3-11,然后第一进站放行机构3-9a动作(此时不管3-9a处是否有衣架都会放行),放行一个衣架至提升机构3-10的进口,提升机构3-10再次动作,将提升机构进口处的衣架输送最低点。提升机构两次动作,第一次将加工完成的位于最低点的衣架提升至出站支轨3-11,第二次将提升机构的进口处衣架输送至最低点,第一次动作完成后,会停顿一定时间,在这个停顿的时间内,第一放行机构3-9a进行一次放行动作。提升至出站支轨的衣架停留在出站放行机构3-13处。如出站执行机构3-13的出口处没有衣架时(即,出站执行机构3-6的进口端没有衣架),出站放行机构3-13将衣架放行至出站执行机构3-6进口,出站读卡器3-2检测到衣架,满足出站条件时,出站执行机构3-6动作将衣架放行至环形主轨2上。
[0046]
本实施例的第一、二、三、四进站放行机构、出站放行机构、出站执行机构处都只允许停留一个衣架,本领域技术人员可以根据需要,允许第一、二、三、四进站放行机构、出站放行机构处停留两个甚至更多个衣架。
[0047]
实施例2:
[0048]
与实施例1不同的地方,出站放行机构3-13处省略了出站满检装置3-14,将出站读卡器3-2安装在出站放行机构3-13对应处。
[0049]
由此,工作位的衣架加工完成后,按一下提升按钮3-3,判断出站放行机构3-13处是否有衣架,出站放行机构3-13处是否有衣架由出站读卡器3-2来检测。若有衣架提升机构3-10不动作;若没有衣架,提升机构3-10将最低点的衣架提升至出站支轨3-11。提升至出站支轨的衣架停留在出站放行机构3-13处。出站读卡器3-2检测到衣架,将该衣架等待出站的信号发送给通讯数据控制器3-4,当满足出站条件时,出站放行机构3-13放行,通过出站执行机构3-6动作将衣架放行至环形主轨上。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips