
 商标分类
商标分类  商标转让
商标转让 
一种全自动贴标机的制作方法
 2021-02-19 21:02:27|
2021-02-19 21:02:27| 303|
303| 起点商标网
起点商标网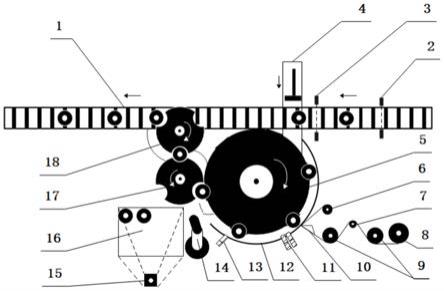
[0001]
本实用新型涉及包装机械工艺自动化的技术领域,更具体地,涉及一种全自动贴标机。
背景技术:
[0002]
随着经济全球化的推进和我国国民经济的不断提高,以包装机械为主的服务型制造业的需求逐渐增大,包装工业在建设强国及推动经济发展等方面,开始发挥日益重要的作用和影响。在药品生产、饮料包装等工艺生产过程中,贴标工作必不可少。目前,多数厂家仍采用纯人工或半自动化的工作方式,存在工作效率低,准确度低,外观粗糙以及卫生环境等诸多问题。因此,现有技术中亟需一种机械结构设计合理巧妙,控制方案准确高效,使贴标工艺高度自动化、标准化、模块化的技术方案。
技术实现要素:
[0003]
针对上述现有技术的不足,本实用新型提供了一种设计了合理巧妙的机械结构,配以准确高效的控制方案,使贴标工艺流程实现高速高精度,高度自动化,标准化,模块化的全自动贴标机。
[0004]
为实现上述目的,本实用新型通过下述技术方案予以实现:
[0005]
一种全自动贴标机,包括传送带,所述传送带上依次设置有来瓶计数器、来瓶检测传感器和助推器,所述传送带的一侧与所述助推器相对应的位置设置有主星轮、转接星轮和出口星轮,所述主星轮与所述转接星轮相切,所述转接星轮与所述出口星轮相切;所述主星轮周向环绕设置有护栏,所述护栏上还设置有硬毛刷和残品检测摄像头,所述护栏外侧设置有标签桶,所述标签桶上缠绕有标签纸带,所述标签纸带经过张力检测承力轮、张力传感器和标签剥离器,最终缠绕在贴标纸回收轮上,所述标签剥离器设置在所述护栏外并所述护栏相切;所述护栏外侧还设置有机械臂和残品收集箱,所述传送带、所述主星轮、所述转接星轮、所述出口星轮和所述张力检测承力轮均由电机驱动,所述来瓶计数器、所述来瓶检测传感器、所述助推器、所述张力传感器、所述标签剥离器、所述机械臂和所述定位摄像头均与plc连接。
[0006]
所述主星轮、所述转接星轮和所述出口星轮的圆周上都等间距设置有用于卡住瓶子的卡瓶槽。
[0007]
所述主星轮上的卡瓶槽数量是所述转接星轮和所述出口星轮的卡瓶槽数量的三倍,所述转接星轮和所述出口星轮的旋转角速度都是所述主星轮的旋转角速度的三倍。
[0008]
所述残品收集箱上还设置有定位摄像头。
[0009]
所述来瓶检测传感器为光电传感器。
[0010]
本实用新型与现有技术相比的有益效果是:
[0011]
1.利用plc控制助推器送瓶、机械臂去除残品,可以自动化完成瓶子分批进入、自动贴标、贴毕回送等过程,提高产业自动化程度;
[0012]
2.借助张力传感器,通过pid控制算法,控制主星轮、转接星轮、出口星轮以及张力检测承力轮的转速,实现对标签纸张力的实时调节,提高贴标平整度;
[0013]
3.占地面积小,无噪声,并且采用模式化有利于工厂的设施安置,可适应各种生产流水线,具备很好的兼容性;
[0014]
4.主要资金投入在机器装置本身,对路线等附属配置的投入极少,大大地节省了成本。
附图说明
[0015]
图1是本实用新型的结构示意图。
[0016]
图2是贴标张力检测控制装置的示意图。
[0017]
附图标记:1-传送带,2-来瓶计数器,3-来瓶检测传感器,4-助推器,5-主星轮,6-贴标纸回收轮,7-张力传感器,8-标签桶,9-张力检测承力轮,10-标签剥离器,11-硬毛刷,12-护栏,13-残品检测摄像头,14-机械臂,15-定位摄像头,16-残品收集箱,17-转接星轮,18-出口星轮。
具体实施方式
[0018]
如图1所示的全自动贴标机,包括传送带1,传送带1上依次设置有来瓶计数器2、来瓶检测传感器3和助推器4,来瓶检测传感器3为光电传感器,传送带1的一侧与助推器4相对应的位置设置有主星轮5、转接星轮17和出口星轮18,主星轮5与转接星轮17相切,转接星轮17与出口星轮18相切;主星轮5周向环绕设置有护栏12,护栏12上还设置有硬毛刷11和残品检测摄像头13,护栏12外侧设置有标签桶8,标签桶8上缠绕有标签纸带,标签纸带经过张力检测承力轮9、张力传感器7和标签剥离器10,最终缠绕在贴标纸回收轮6上,标签剥离器10设置在护栏12外并护栏12相切;护栏12外侧还设置有机械臂14和残品收集箱16,残品收集箱16上还设置有定位摄像头15,传送带1、主星轮5、转接星轮17、出口星轮18和张力检测承力轮9均由电机驱动,来瓶计数器2、来瓶检测传感器3、助推器4、张力传感器7、标签剥离器10、残品检测摄像头13、和机械臂14均与plc连接。
[0019]
主星轮5、转接星轮17和出口星轮18的圆周上都等间距设置有用于卡住瓶子的卡瓶槽。主星轮5每个卡瓶槽的下方分别设置一个可自由旋转的小托盘,并且在小托盘下方安装齿轮,通过齿轮的传动带动小托盘运动。主星轮5上的卡瓶槽数量是转接星轮17和出口星轮18的卡瓶槽数量的两倍,转接星轮17和出口星轮18的旋转角速度是主星轮5的旋转角速度的两倍。在本实用新型的其他实施例中,主星轮5上的卡瓶槽数量是转接星轮17和出口星轮18的卡瓶槽数量的三倍,转接星轮17和出口星轮18的旋转角速度都是主星轮5的旋转角速度的三倍。主星轮5、转接星轮17和出口星轮18依次啮合,将三个星轮设计成以上旋转角速度关系可以是瓶子可以刚好从主星轮5、转接星轮17和出口星轮18逐级传递到传送带1上。
[0020]
在本实施例中,主星轮5具有六个卡瓶槽,转接星轮17和出口星轮18具有三个卡瓶槽。主星轮5每个小托盘下方各有一个电感式传感器,还有1个用于原点回归的定位传感器;转接星轮17和出口星轮18下方各有一个用于原点回归的定位传感器。调整星轮位置时,首先要进行原点回归,得到星轮的确切位置,然后分别进行位置调整,使相邻两个星轮的卡瓶
口能够刚好彼此啮合。为了最大限度地防止瓶子侧翻或滑倒,使瓶子进入主星轮5时,小托盘是静止状态。主星轮5、转接星轮17和出口星轮18均由伺服电机驱动,瓶子运动到标签剥离器10一侧时,小托盘下侧的齿轮与主星轮5下方的齿轮啮合,通过齿轮的传动实现瓶体的旋转。护栏12可以防止瓶子侧翻或滑出。
[0021]
待贴标产品从上一道工序进入到贴标工序时,在传送带1始端,通过来瓶计数器2,记录来瓶数量,并将信号传递至plc控制器,若一定时间内通过的瓶子数量高于预设值,则控制贴标工序前的上一道工序减缓送瓶的速度;若来瓶数量没有超出预设值,则plc控制器产生控制信号使传送带1以正常速度运行,带动瓶子到达主星轮5的入瓶处。此时,来瓶检测传感器3检测到瓶子,产生信号使传送带1由常速运行状态变为停止状态,待主星轮5旋转至卡瓶槽对准瓶身时,本实施例中由plc控制的机械手构成的助推器4将瓶子由传送带1上迅速推入主星轮5的转盘,等待贴标。
[0022]
如图2所示,张力检测承力轮9为两个分别连接有末端电机和中间传递电机的轮,张力传感器7具有一个小轮,张力传感器7和两个张力检测承力轮9呈三角形位置关系设置,标签纸带以图2中的方式贴合缠绕在张力传感器7和两个张力检测承力轮9的外壁上,张力传感器7和两个张力检测承力轮9同向旋转,将标签纸带传送到标签剥离器10上。在末端电机与中间电机的驱动下,张力检测承力轮9转动,带动标签桶8转动,标签桶8上缠绕的标签纸带被拉出,经张力传感器7和两个张力检测承力轮9传送到标签剥离器10上。
[0023]
通过张力传感器7对贴标纸的张力实时测量,将张力数据传输至plc控制器,通过pid控制方法,调节贴标装置末端电机与中间传递电机转速,保证贴标纸有较强的张力,从而使得贴标平整。当判断出有瓶被推进主星轮5相应的小托盘的时候,延时一定时间,当该小托盘转到贴标的位置时,控制主星轮5的伺服电机按与主星轮5匹配的速度转动一个标签长度的距离,标签被标签剥离器10转出并且贴在转动的瓶身上。标签剥离器10上具有剥离板,可以将标签剥离,标签剥离器10上还具有用于检测标签位置的标签电眼,同时还能记录标签个数,并将信号传送至plc控制器,实现对停标位置,预出标长度,结束出标等贴标动作的精准控制。主星轮5外部护栏12上的两个硬毛刷11,用于标签在瓶身上的二次固定,可使标签紧密贴合瓶身。然后,标签纸带被继续传送到贴标纸回收轮6上并缠绕起来回收,伺服电机暂停等待下一次贴标。
[0024]
采用残品检测摄像头13对旋转的瓶身进行拍照采样,通过轮廓识别处理算法,识别瓶身标签形状与位置是否符合合格产品设定值,从而将成品与残品分流,针对特定厂家或产品,可识别标签固定位置的固定字符等,以此判断是否合格。对于无误完成贴标的产品继续向后传输,通过贴标检测的产品,继续随主星轮5旋转,直至与转接星轮17啮合,再通过出口星轮18将瓶子重新带到传送带1上,瓶子随传送带1运动到下一工序。对于贴标有误或遗漏贴标的产品,残品检测摄像头13传送信号给plc控制器并触发机械臂14改变该产品传送路径,通过机械臂14分流至残品收集箱16进行回收,以保证贴标的准确率,并通过设置在残品收集箱16上的定位摄像头15拍摄,记录不合格产品数与检测总数,用于产品性能分析。
[0025]
以上所述的仅是本实用新型的优选实施方式,但本实用新型并不局限于上述的具体实施方式,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips