
 商标分类
商标分类  商标转让
商标转让 
复合材料压板线的制作方法
 2021-02-19 16:02:15|
2021-02-19 16:02:15| 125|
125| 起点商标网
起点商标网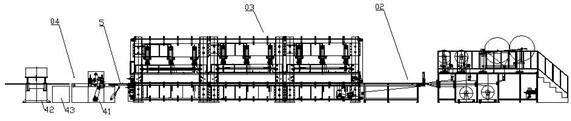
[0001]
本实用新型涉及机械和复合材料捏合成型技术领域,具体涉及一种复合材料压板。
背景技术:
[0002]
国内现有的箱式复合压板线具有以下缺点:
[0003]
1)箱式结构不合理,强度差,易变型;机械构件不能机械加工,产品质量靠人工保证,不可靠;没有导向和平衡装置,运行不稳定。
[0004]
2)油缸设计时采用固定安装,没有考虑加热后的材料膨胀特性,漏油是常态;液压阀采用的是管路阀,故障和漏油点多。
[0005]
3)传动装置的链轨采用的是钢件,易磨损,带轨不能正常工作。
[0006]
4)箱式结构在检测、调整和维修时都很困难。
[0007]
5)加热温度靠加热源控制,温度不稳定,做出的产品质量差。
技术实现要素:
[0008]
本实用新型要解决的技术问题是提供一种复合材料压板线,提高产品质量和生效效率。
[0009]
为解决上述技术问题,本实用新型采取如下技术方案:一种复合材料压板线,包括放卷组件、输送组件、压机组件和分切组件;所述的放卷组件用于各种卷材的自动放卷;所述的输送组件设置于放卷组件的下游,用于将从放卷组件上放出的物料输送至压机组件;所述的压机组件由三台框式压机组成;三台框式压机自上游至下游分别设置有预热组件、加热组件和冷却组件;所述的分切组件设置于所述压机组件的下游,输送组件将压制成型后的复合材料输送至分切组件进行横向和纵向切割。
[0010]
进一步地,所述的放卷组件包括气涨轴夹装装置、气涨轴和主动放卷装置;所述的气涨轴由气涨轴夹装装置固定;所述的主动放卷装置驱动气涨轴转动放卷。
[0011]
进一步地,所述的放卷组件还包括纠偏装置和自动张力装置。
[0012]
进一步地,所述的放卷组件还包括防折装置。
[0013]
进一步地,所述的输送组件为气压式输送机,包括气压输送压辊、输送带和静电除尘装置;所述的气压输送压辊带动输送带行进;所述的静电除尘装置在输送过程中进行除尘。
[0014]
进一步地,所述的输送组件还包括输送带涨紧装置、链条涨紧装置、上下带同步装置和纠偏装置。
[0015]
进一步地,所述的压机组件由三台框式压机组成;所述的框式压机包括框式机架和耳轴连接液压油缸;所述的耳轴连接液压油缸安装于框式机架顶部,由伺服液压系统控制对通过输送组件输送至框式机架内的物料进行压制;所述的预热组件和所述的加热组件均为模温机,预热组件与位于压板线最上游的框式压机连接;所述的加热组件与三台框式
压机中位于中游的框式压机连接;所述的冷却组件为冷水机,与位于压板线最下游的框式压机连接。
[0016]
所述的压机组件还包括导向装置、平衡装置和等高装置。
[0017]
进一步地,所述的压机组件还设置有故障报警和安全防护装置。
[0018]
进一步地,所述的分切组件包括多刀纵切机、横切机以及废料粉碎收集装置;所述横切机设置于多刀纵切机的下游;所述多刀纵切机和横切机之间设置废料粉碎收集装置,皮带输送机将切割下的肥料输送至废料粉碎收集装置。
[0019]
本实用新型的有益效果:
[0020]
1)本实用新型采用框式结构,全机械加工,刚性好,并配有导向、平衡、等高装置,产品质量稳定。
[0021]
2)油缸体和活塞杆连接均采用耳轴结构,并沿热膨胀切线布置,加热膨胀后油缸沿切线摆动,保证不漏油。
[0022]
3)传动链轨采用特制尼龙链轨,耐磨,不易损。
[0023]
4)框架机器的外侧采用活动门,便于调整维修。
[0024]
5)增加了二次循环温控系统,保证加热温度值在
±
2℃以内。
[0025]
6)机型由原来的加热、冷却成型改为预热、加热、冷却成型,提高生产效率。
[0026]
7)更换了隔热材料和增加了隔热材料的厚度提高了热效量。
附图说明
[0027]
为了更清晰地说明本实用新型实施例中的技术方案,下面将对实施例中所需要使用的附图简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0028]
图1 本实用新型的结构示意图。
[0029]
图2 本实用新型放卷组件的俯视图。
[0030]
图3为输送组件和压机组件的俯视图。
具体实施方式
[0031]
下面将通过具体实施方式对本实用新型的技术方案进行清楚、完整地描述。
[0032]
如图1-3所示,为本实用新型的一种复合材料压板线,包括放卷组件01、输送组件02、压机组件03和分切组件04;放卷组件01用于各种卷材的自动放卷;所述的输送组件02设置于放卷组件01的下游,用于将从放卷组件01上放出的物料输送至压机组件03;所述的压机组件03由三台框式压机31组成;三台框式压机31自上游至下游分别设置有预热组件32、加热组件33和冷却组件34;所述的分切组件04设置于所述压机组件03的下游,输送组件02将压制成型后的复合材料输送至分切组件04进行横向和纵向切割。
[0033]
本实用新型的放卷组件包括气涨轴夹装装置11、气涨轴12和主动放卷装置13;所述的气涨轴12由气涨轴夹装装置11固定;所述的主动放卷装置13驱动气涨轴转动放卷。放卷组件还包括纠偏装置和自动张力装置。放卷组件还包括防折装置。
[0034]
本实用新型的输送组件02为气压式输送机,包括气压输送压辊21、输送带22和静
电除尘装置;所述的气压输送压辊带动输送带行进;所述的静电除尘装置在输送过程中进行除尘。
[0035]
本实用新型的输送组件还包括输送带涨紧装置、链条涨紧装置、上下带同步装置和纠偏装置。
[0036]
本实用新型的压机组件03由三台框式压机组成;所述的框式压机包括框式机架31和耳轴连接液压油缸32;所述的耳轴连接液压油缸安装于框式机架顶部,由伺服液压系统(伺服电机油泵)控制33对通过输送组件输送至框式机架内的物料进行压制;所述的预热组件34和所述的加热组件35均为模温机,预热组件与位于压板线最上游的框式压机连接;所述的加热组件与三台框式压机中位于中游的框式压机连接;所述的冷却组件36为冷水机,与位于压板线最下游的框式压机连接。预热组件34一侧还是有电控箱37用于控制各种电器元件。
[0037]
所述的压机组件还包括导向装置、平衡装置和等高装置。
[0038]
本实用新型的压机组件还设置有故障报警和安全防护装置。
[0039]
本实用新型的分切组件04包括多刀纵切机41、横切机42以及废料粉碎收集装置43;所述横切机设置于多刀纵切机的下游;所述多刀纵切机和横切机之间设置废料粉碎收集装置,皮带输送机将切割下的肥料输送至废料粉碎收集装置。多刀纵切机上游还设置有气动翻转平台架5。
[0040]
本实用新型的机型由原来的加热、冷却成型改为预热、加热、冷却成型,提高生产效率。
[0041]
本实用新型的更换了隔热材料和增加了隔热材料的厚度提高了热效量。
[0042]
本实用新型的压板线可适用于各种纤维材料的复合成型,如麻毡板、pv板和玻纤板。由三台框式压机(预热、加热、冷却)和与之匹配的三套液压控制系统构成。放卷组件用于各种材料的放卷,纠偏通过三台框式压机压制、三台框式分别对物料进行预热、加热和冷却,压制成型后通过分切组件进行切割。
[0043]
本实用新型通过设计压力由原来的1000kn提高至3000kn,密度由原来的150g/cm2,提高至300g/cm2,平面厚度的公差由
±
0.5mm,提高至
±
0.2mm,由原来的块式出板改为连续出板,材料的利用率提高90%,产品合格率由原来的95%提高至99.5%,成产效率提高了40%,由于采用伺服电机油泵,噪音降低30%,能耗降低40%,并做到低故障率、无漏油、无污染。
[0044]
上面所述的实施例仅仅是本实用新型的优选实施方式进行描述,并非对本实用新型的构思和范围进行限定,在不脱离本实用新型设计构思的前提下,本领域中普通工程技术人员对本实用新型的技术方案作出的各种变型和改进均应落入本实用新型的保护范围,本实用新型的请求保护的技术内容,已经全部记载在技术要求书中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips