
 商标分类
商标分类  商标转让
商标转让 
一种袋装物料双机械手自动装车装置的使用方法与流程
 2021-02-19 11:02:39|
2021-02-19 11:02:39| 152|
152| 起点商标网
起点商标网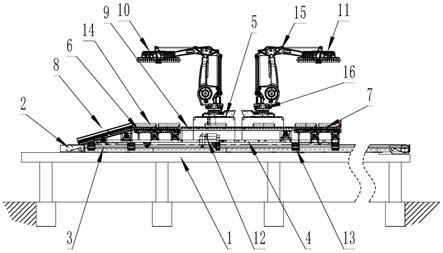
[0001]
本发明涉及双机械手行走式装车装置的使用,尤其是一种袋装物料双机械手自动装车装置的使用方法。
背景技术:
[0002]
目前,我国的化肥、水泥、面粉、饲料的加工的一些原材料加工的粉状颗粒生产企业较多,外运销售产品大多数原材料加工的为袋装物料,袋装物料转运装车时,一般采用人工或单机械手装车机进行装车,需要设置固定的装车位置,大多数需要人工辅助进行装车,由于固定的装车位置少,装车的车辆需要等待、排队进行装车,造成了装车缓慢,装车的劳动强度大、装车效率低,造成了产品的堆积库存大,占地面积大,影响产品的生产和销售;鉴于上述原因,现提出一种袋装物料双机械手自动装车装置的使用方法。
技术实现要素:
[0003]
本发明的目的是为了克服袋装物料转运装车时,一般采用人工或单机械手装车机进行装车,需要设置固定的装车位置,大多数需要人工辅助进行装车,由于固定的装车位置少,装车的车辆需要等待、排队进行装车,造成了装车缓慢,装车的劳动强度大、装车效率低,影响产品的生产和销售,通过合理的设计,提供一种袋装物料双机械手自动装车装置的使用方法,本发明的双机械手自动装车装置能够通过双机械手小车上面的第一机械手、第二机械手同时进行装车,双机械手自动装车装置的机构紧凑,设备和装车位占地面积小,能够加快装车的速度,产品不会堆积,及时发往销售的终端,降低库存量,能够增加产品的生产,确保企业的产品流通畅销于市场。
[0004]
本发明为了实现上述目的,采用如下技术方案一种袋装物料双机械手自动装车装置的使用方法,所述的袋装物料双机械手自动装车装置,是由装车输送平台、输送主皮带、小车轨道、双机械手小车、机械手座、第一抓取滚筒机、第二抓取滚筒机、爬坡机、输送滚筒装置、第一机械手、第二机械手、小车行走装置、行走轮、袋装物料、机械臂、机械臂旋转机构、整包电机减速机、整包方棍子、圆棍子构成;装车输送平台上面纵向的中心设置为输送主皮带,输送主皮带两侧设置一对小车轨道,小车轨道上方设置双机械手小车,双机械手小车上面中部设置一对机械手座,一对机械手座下部与双机械手小车之间预留为槽型的腔体,槽型腔体中设置为输送滚筒装置,输送滚筒装置两端对称设置为第一抓取滚筒机、第二抓取滚筒机,输送滚筒装置两对的上面对应第一抓取滚筒机、第二抓取滚筒机上面设置,第一抓取滚筒机前端与输送主皮带的上面之间为斜坡设置为爬坡机,爬坡机下面两端与双机械手小车之间设有斜坡形的支座;第一抓取滚筒机、第二抓取滚筒机的前端分别设有袋装物料的传送带计数感应器,传送带计数感应器与输送主皮带控制线路之间设有开关控制装置;传送带计数感应器设置为单、双的抓取量,单抓取设置为一袋预留一袋,双设置为抓取两袋预留两袋;
[0005]
爬坡机下面分别设置两个整包电机减速机,爬坡机下部的斜面设置为整包方棍
子,爬坡机上部的斜面设置为圆棍子;输送主皮带、爬坡机、第一抓取滚筒机、输送滚筒装置、第二抓取滚筒机的上面设置为袋装物料的输送通道;
[0006]
两个机械手座上部分别设置为一对机械臂,一对两个机械臂下端分别与两个机械手座之间设置机械臂旋转机构,一对机械臂上端分别设置为第一机械手、第二机械手,两个机械臂之间为背靠背设置,两个机械臂分别设置为度至度的旋转区间;第一机械手、第二机械手分别与传送带计数感应器之间设置自启动装置的线路;
[0007]
小车轨道上面与双机械手小车的前端、后端之间设置至少两对行走轮,小车轨道一侧与双机械手小车中部之间设置小车行走装置;小车轨道对应小车行走装置的一侧设有齿条,小车行走装置对应齿条设有齿轮,齿轮与齿条的轮齿对应咬合设置;输送主皮带的长度设置至少一个装车位;
[0008]
当需要进行袋装物料装车时,袋装物料的运输车辆通过人工驾驶进入袋装物料双机械手自动装车装置的装车位后停止,传送带计数感应器对应运输车辆装载量设置为双的抓取量时;输送主皮带、爬坡机、第一抓取滚筒机、输送滚筒装置、第二抓取滚筒机、第一机械手、第二机械手同时启动,袋装物料库的输送机对应输送主皮带的前端进行连续缓慢的输送袋装物料;袋装物料进入输送主皮带运行至爬坡机时,爬坡机通过整包方棍子、圆棍子进行袋装物料向上爬行至第一抓取滚筒机。
[0009]
当第一抓取滚筒机上面连续通过四袋的袋装物料时,传送带计数感应器完成四袋的袋装物料记数后,输送主皮带停止运行后,输送主皮带停止时,第一抓取滚筒机上面为两袋的袋装物料,输送滚筒装置的上面为预留两袋的袋装物料;第一机械手自启动对应第一抓取滚筒机的上面抓取两袋袋装物料进行提升、旋转进行装车。
[0010]
当两袋袋装物料离开第一抓取滚筒机上面的同时,开关控制装置重新启动,输送主皮带带动袋装物料向前运行,四袋袋装物料通过第一抓取滚筒机上面时,第一机械手完成第一次的装车回到原位,输送主皮带、第一机械手重复以上的工序进行输送,装车。
[0011]
当输送滚筒装置上面的袋装物料连续向前运行,两袋的袋装物料进入第二抓取滚筒机时,第一抓取滚筒机上面同时进入两袋袋装物料;第一机械手、第二机械手同时自启动,第一机械手抓取第一抓取滚筒机上面的两袋袋装物料,抓取第二抓取滚筒机上面的两袋袋装物料同时进行装车。
[0012]
按装以上的工序,四袋袋装物料通过输送主皮带爬坡机,第一抓取滚筒机、第二抓取滚筒机的上面同时进入两袋袋装物料,第一机械手、第二机械手分别抓取第一抓取滚筒机、第二抓取滚筒机上面的两袋袋装物料同时进行装车;运输车辆的袋装物料装车完成后,人工驾驶运输车辆离开装车位,装车位进入第二辆运输车辆,重复以上的装车工序进行装车。
[0013]
有益效果:本发明的双机械手自动装车装置能够通过双机械手小车上面的第一机械手、第二机械手同时进行装车,双机械手自动装车装置的机构紧凑,设备和装车位占地面积小,能够加快装车的速度,产品不会堆积,及时发往销售的终端,降低库存量,能够增加产品的生产,确保企业的产品流通畅销于市场。
附图说明
[0014]
下面结合附图对本发明作进一步说明:
[0015]
图1是总装结构示意图;
[0016]
图2是图1的俯视结构示意图;
[0017]
图3是图1的双机械手小车结构示意图;
[0018]
图4是图1的上部结构示意图;
[0019]
图5是图1的左视结构示意图;
[0020]
图6是图5的局部结构示意图;
[0021]
图7是图1的爬坡机结构示意图;
[0022]
图8是图7的俯视端结构示意图;
[0023]
图1、2、3、4、5、6、7、8中:装车输送平台1、输送主皮带2、小车轨道3、双机械手小车4、机械手座5、第一抓取滚筒机6、第二抓取滚筒机7、爬坡机8、输送滚筒装置9、第一机械手10、第二机械手11、小车行走装置12、行走轮13、袋装物料14、机械臂15、机械臂旋转机构16、整包电机减速机17、整包方棍子18、圆棍子19。
具体实施方式
[0024]
下面结合实施例与具体实施方式对本发明作进一步详细说明:
[0025]
实施例1
[0026]
装车输送平台1上面纵向的中心设置为输送主皮带2,输送主皮带2两侧设置一对小车轨道3,小车轨道3上方设置双机械手小车4,双机械手小车4上面中部设置一对机械手座5,一对机械手座5下部与双机械手小车4之间预留为槽型的腔体,槽型腔体中设置为输送滚筒装置9,输送滚筒装置9两端对称设置为第一抓取滚筒机6、第二抓取滚筒机7,输送滚筒装置9两对的上面对应第一抓取滚筒机6、第二抓取滚筒机7上面设置,第一抓取滚筒机6前端与输送主皮带2的上面之间为斜坡设置为爬坡机8,爬坡机8下面两端与双机械手小车4 之间设有斜坡形的支座;第一抓取滚筒机6、第二抓取滚筒机7的前端分别设有袋装物料14 的传送带计数感应器,传送带计数感应器与输送主皮带2控制线路之间设有开关控制装置;传送带计数感应器设置为单、双的抓取量,单抓取设置为一袋预留一袋,双设置为抓取两袋预留两袋;
[0027]
爬坡机8下面分别设置两个整包电机减速机17,爬坡机8下部的斜面设置为整包方棍子 18,爬坡机8上部的斜面设置为圆棍子19;输送主皮带2、爬坡机8、第一抓取滚筒机6、输送滚筒装置9、第二抓取滚筒机7的上面设置为袋装物料14的输送通道;
[0028]
两个机械手座5上部分别设置为一对机械臂15,一对两个机械臂15下端分别与两个机械手座5之间设置机械臂旋转机构16,一对机械臂15上端分别设置为第一机械手10、第二机械手11,两个机械臂15之间为背靠背设置,两个机械臂15分别设置为90度至180度的旋转区间;第一机械手10、第二机械手11分别与传送带计数感应器之间设置自启动装置的线路;
[0029]
小车轨道3上面与双机械手小车4的前端、后端之间设置至少两对行走轮13,小车轨道 3一侧与双机械手小车4中部之间设置小车行走装置12;小车轨道3对应小车行走装置12的一侧设有齿条,小车行走装置12对应齿条设有齿轮,齿轮与齿条的轮齿对应咬合设置;输送主皮带2的长度设置至少一个装车位;
[0030]
当需要进行袋装物料14装车时,袋装物料14的运输车辆通过人工驾驶进入袋装物
料双机械手自动装车装置的装车位后停止,传送带计数感应器对应运输车辆装载量设置为双的抓取量时;输送主皮带2、爬坡机8、第一抓取滚筒机6、输送滚筒装置9、第二抓取滚筒机7、第一机械手10、第二机械手11同时启动,袋装物料14库的输送机对应输送主皮带2的前端进行连续缓慢的输送袋装物料14;袋装物料14进入输送主皮带2运行至爬坡机8时,爬坡机8通过整包方棍子18、圆棍子19进行袋装物料14向上爬行至第一抓取滚筒机6。
[0031]
实施例2
[0032]
当第一抓取滚筒机6上面连续通过四袋的袋装物料14时,传送带计数感应器完成四袋的袋装物料14记数后,输送主皮带2停止运行后,输送主皮带2停止时,第一抓取滚筒机6上面为两袋的袋装物料14,输送滚筒装置9的上面为预留两袋的袋装物料14;第一机械手10 自启动对应第一抓取滚筒机6的上面抓取两袋袋装物料14进行提升、旋转进行装车。
[0033]
实施例3
[0034]
当两袋袋装物料14离开第一抓取滚筒机6上面的同时,开关控制装置重新启动,输送主皮带2带动袋装物料14向前运行,四袋袋装物料14通过第一抓取滚筒机6上面时,第一机械手10完成第一次的装车回到原位,输送主皮带2、第一机械手10重复以上的工序进行输送,装车。
[0035]
实施例4
[0036]
当输送滚筒装置9上面的袋装物料14连续向前运行,两袋的袋装物料14进入第二抓取滚筒机7时,第一抓取滚筒机6上面同时进入两袋袋装物料14;第一机械手10、第二机械手 11同时自启动,第一机械手10抓取第一抓取滚筒机6上面的两袋袋装物料14,抓取第二抓取滚筒机7上面的两袋袋装物料14同时进行装车。
[0037]
实施例5
[0038]
按装以上的工序,四袋袋装物料14通过输送主皮带2爬坡机8,第一抓取滚筒机6、第二抓取滚筒机7的上面同时进入两袋袋装物料14,第一机械手10、第二机械手11分别抓取第一抓取滚筒机6、第二抓取滚筒机7上面的两袋袋装物料14同时进行装车;运输车辆的袋装物料14装车完成后,人工驾驶运输车辆离开装车位,装车位进入第二辆运输车辆,重复以上的装车工序进行装车;输送主皮带2根据装车位的长度,双机械手小车4通过小车行走装置12沿轨道对应不同的运输车辆进行装车。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips