
 商标分类
商标分类  商标转让
商标转让 
多通道小板Tray自动供料设备的制作方法
 2021-02-19 03:02:16|
2021-02-19 03:02:16| 409|
409| 起点商标网
起点商标网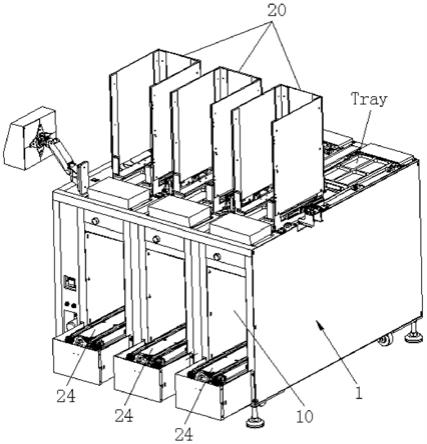
多通道小板tray自动供料设备
技术领域
[0001]
本发明涉及供料设备技术领域,具体提供一种多通道小板tray自动供料设备。
背景技术:
[0002]
tray盘,又称为料盘,是用来盛放加工零部件的器皿。目前tray盘的上下料通常采用人工作业方式,不仅费时、费力,且每次上下料数量少,从而作业效率低,生产成本大。
[0003]
有鉴于此,特提出本发明。
技术实现要素:
[0004]
为了克服上述缺陷,本发明提供了一种多通道小板tray自动供料设备,其自动化程度高,可一次性实现多层tray盘垛供料,提高了生产效率,降低了劳动强度,节约了生产成本。
[0005]
本发明为了解决其技术问题所采用的技术方案是:一种多通道小板tray自动供料设备,该自动供料设备与机械手配合工作,该自动供料设备包括机座箱和多组设置于所述机座箱上的tray盘供料装置,每一所述tray盘供料装置各具有一设置于所述机座箱上部上并用以供空tray盘垛放置的料仓、一布设于所述料仓旁边并用以将空tray盘逐一分离出的分盘机构、以及一亦布设于所述料仓旁边并能够将分离出的空tray盘推送至接料叉上的推盘机构,所述接料叉还能够进行上下移动定位,以使得经所述推盘机构推送出的空tray盘能够落在所述接料叉上、并叠放成垛;另外,在所述接料叉的下方还设置有一用以输送满载tray盘垛的输送机。
[0006]
作为本发明的进一步改进,多组所述tray盘供料装置并排布设在所述机座箱上,且多组所述tray盘供料装置还能够相互独立工作。
[0007]
作为本发明的进一步改进,将多组所述tray盘供料装置的并排排布方向定义为x轴方向,相应的,还定义有分别与x轴方向相垂直的y轴方向和竖直方向;
[0008]
所述机座箱为中空箱体结构,在所述机座箱顶侧上设置有多个沿y轴方向延伸、并分别与其中空内腔相贯通的工作口,且多个所述工作口还沿x轴方向并排排布;
[0009]
多组所述tray盘供料装置中的料仓分别对应的设置在多个所述工作口处,具体为:多个所述料仓各具有一横截面为u形的仓体和一为平板状的底板,多个所述底板分别对应的活动设置于多个所述工作口中,且每一所述底板还均能够相对所述工作口进行向上伸出或者向下回缩运动,多个所述仓体均定位设置于所述机座箱顶侧上,且同时多个所述仓体还分别对应的罩设于多个所述底板外;
[0010]
多组所述tray盘供料装置中的分盘机构亦分别对应的设置在多个所述工作口处,具体为:每一所述分盘机构各具有两个分离叉,两个所述分离叉沿x轴方向相对设置在与它们相对应的一所述底板两侧的上方处,且两个所述分离叉还能够相靠近或者远离运动;
[0011]
多组所述tray盘供料装置中的推盘机构亦分别对应的设置在多个所述工作口处,具体为:多个所述推盘机构各具有一推板,多个所述推板分别对应的活动设置于多个所述
底板上侧上,且多个所述推板还均能够沿y轴方向进行往复移动定位;
[0012]
多组所述tray盘供料装置中的接料叉分别活动设置在所述机座箱内腔中并对应于多个所述工作口的位置处,且对应于同一所述工作口的所述接料叉与所述底板还沿y轴方向间隔布置,且多个所述接料叉还分别能够相对多个所述工作口进行上下移动定位。
[0013]
作为本发明的进一步改进,实现每一所述底板均能够相对所述工作口进行向上伸出或者向下回缩运动的结构为:每一所述tray盘供料装置还各具有一对升降气缸,该对升降气缸沿x轴方向间隔布置、并分别定位设置于所述机座箱内腔中,该对升降气缸的活塞杆均指向向上、并均能够进行上下伸缩运动,且该对升降气缸的活塞杆上端还分别与它们相配合的一所述底板下侧面定位连接;
[0014]
实现两个所述分离叉能够相靠近或者远离运动的结构为:每一所述分盘机构还各具有一对侧推气缸,该对侧推气缸沿x轴方向相对设置在与它们相对应的一所述仓体外,该对侧推气缸的活塞杆均指向所述仓体内部、并能够进行相对或相背运动,且该对侧推气缸的活塞杆还分别与两个所述分离叉定位连接;
[0015]
另外,在每一所述仓体的相对两立侧上还分别设置有供两个所述分离叉活动穿置的穿孔。
[0016]
作为本发明的进一步改进,实现每一所述推板能够沿y轴方向进行往复移动定位的结构为:每一所述推盘机构还各具有一无杆气缸,所述无杆气缸设置于所述机座箱内腔中,且所述无杆气缸的缸体还与所述底板定位连接,所述无杆气缸的活塞能够于所述底板上沿y轴方向进行往复移动定位,同时所述无杆气缸的活塞还与所述推板定位连接;
[0017]
另外,在每一所述底板上还贯穿开设有一条沿y轴方向延伸、并供所述无杆气缸的活塞活动穿置的长条通孔,以及在每一所述仓体余下的一立侧上还设置有供分离出的空tray盘及所述推板自由穿置的穿槽。
[0018]
作为本发明的进一步改进,实现所述接料叉能够相对所述工作口进行上下移动定位的结构为:每一所述tray盘供料装置还各具有一升降机构,所述升降机构具有一定位设置于所述机座箱内腔中的电机、一沿竖直方向延伸并活动内置于所述机座箱内腔中的丝杆、以及一螺纹套接于所述丝杆上的螺母座,所述丝杆的下轴端通过传动组件与所述电机的动力输出轴传动连接,所述螺母座能够在所述丝杆及所述电机的协同带动下进行上下移动定位,且所述接料叉定位连接于所述螺母座上。
[0019]
作为本发明的进一步改进,所述输送机采用倍速链输送机。
[0020]
作为本发明的进一步改进,在所述机座箱内腔中定位设置有多个隔板,多个所述隔板将所述机座箱内腔划分成多个沿x轴方向并排排布的工作腔,且多个所述工作腔还分别与多个所述工作口一一对应且相贯通;
[0021]
另外,多个所述升降机构分别对应的内置于多个所述工作腔中,多个所述输送机亦分别对应的内置于多个所述工作腔中。
[0022]
本发明的有益效果是:
①
相较于现有技术,该自动供料设备的自动化程度高,可一次性实现多层tray盘垛供料,并且在加工过程中,只需要操作人员将空tray盘垛放置于料仓中、以及将装满零部件的tray盘垛从输送机上取走即可,其余可完全实现自动化作业,从而既提高了生产效率,又降低了操作人员的劳动强度,以及有效节约了生产成本。
②
在该自动供料设备中,由于多组所述tray盘供料装置可相互独立工作,因此便可根据生产情况来
适当调整tray盘供料装置的工作数量及工作程度,既提升了设备整体的适用性,又可对生产成本进行有效控制。
附图说明
[0023]
图1为本发明所述多通道小板tray自动供料设备处于第一视角下的立体结构示意图;
[0024]
图2为本发明所述多通道小板tray自动供料设备处于第二视角下的立体结构示意图;
[0025]
图3为本发明所述tray盘供料装置处于第一视角下的局部结构示意图;
[0026]
图4为本发明所述tray盘供料装置处于第二视角下的局部结构示意图;
[0027]
图5为本发明所述仓体与所述分盘机构装配在一起时的结构示意图;
[0028]
图6为本发明所述底板与所述升降气缸及所述分盘机构装配在一起时的结构示意图;
[0029]
图7为本发明所述推盘机构的结构示意图;
[0030]
图8为本发明所述接料叉与所述升降机构装配在一起时的结构示意图。
[0031]
结合附图,作以下说明:
[0032]
1—机座箱;10—工作腔;2—tray盘供料装置;20—料仓;200—仓体;201—底板;202—穿孔;203—长条通孔;21—分盘机构;210—分离叉;211—侧推气缸;22—推盘机构;220—推板;221—无杆气缸;222—导杆;23—接料叉;24—输送机;25—升降气缸;260—电机;261—丝杆;262—螺母座。
具体实施方式
[0033]
以下借由特定的具体实施例说明本发明的实施方式,熟悉此技艺的人士可由本说明书所揭示的内容轻易地了解本发明的其他优点及功效。
[0034]
须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技艺的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容所能涵盖的范围内。
[0035]
实施例:
[0036]
请参阅附图1~4所示,分别为本发明所述多通道小板tray自动供料设备处于两个不同视角下的立体结构示意图、以及所述tray盘供料装置处于两个不同视角下的局部结构示意图。
[0037]
本发明所述的多通道小板tray自动供料设备与机械手配合工作,该自动供料设备包括机座箱1和多组设置于所述机座箱1上的tray盘供料装置2,每一所述tray盘供料装置2各具有一设置于所述机座箱1上部上并用以供空tray盘垛放置的料仓20、一布设于所述料仓20旁边并用以将空tray盘逐一分离出的分盘机构21、以及一亦布设于所述料仓20旁边并能够将分离出的空tray盘推送至接料叉23上的推盘机构22,所述接料叉23还能够进行上下移动定位,以使得经所述推盘机构22推送出的空tray盘能够落在所述接料叉23上、并叠放
成垛;另外,在所述接料叉23的下方还设置有一用以输送满载tray盘垛(指的是装满零部件的tray盘垛)的输送机24。
[0038]
在本实施例中,优选的,多组所述tray盘供料装置2并排布设在所述机座箱1上,且多组所述tray盘供料装置2还能够相互独立工作。
[0039]
优选的,将多组所述tray盘供料装置2的并排排布方向定义为x轴方向,相应的,还定义有分别与x轴方向相垂直的y轴方向和竖直方向;
[0040]
所述机座箱1为中空箱体结构,在所述机座箱1顶侧上设置有多个沿y轴方向延伸、并分别与其中空内腔相贯通的工作口,且多个所述工作口还沿x轴方向并排排布;
[0041]
多组所述tray盘供料装置2中的料仓20分别对应的设置在多个所述工作口处,具体为:多个所述料仓20各具有一横截面为u形的仓体200和一为平板状的底板201,多个所述底板201分别对应的活动设置于多个所述工作口中,且每一所述底板201还均能够相对所述工作口进行向上伸出或者向下回缩运动,多个所述仓体200均定位设置于所述机座箱1顶侧上,且同时多个所述仓体200还分别对应的罩设于多个所述底板201外;
[0042]
多组所述tray盘供料装置2中的分盘机构21亦分别对应的设置在多个所述工作口处,具体为:每一所述分盘机构21各具有两个分离叉210,两个所述分离叉210沿x轴方向相对设置在与它们相对应的一所述底板201两侧的上方处,且两个所述分离叉210还能够相靠近或者远离运动;
[0043]
多组所述tray盘供料装置2中的推盘机构22亦分别对应的设置在多个所述工作口处,具体为:多个所述推盘机构22各具有一推板220,多个所述推板220分别对应的活动设置于多个所述底板201上侧上,且多个所述推板220还均能够沿y轴方向进行往复移动定位;
[0044]
多组所述tray盘供料装置2中的接料叉23分别活动设置在所述机座箱1内腔中并对应于多个所述工作口的位置处,且对应于同一所述工作口的所述接料叉23与所述底板201还沿y轴方向间隔布置,且多个所述接料叉23还分别能够相对多个所述工作口进行上下移动定位。
[0045]
进一步优选的,实现每一所述底板201均能够相对所述工作口进行向上伸出或者向下回缩运动的结构为:每一所述tray盘供料装置2还各具有一对升降气缸25(请参阅附图3、4和6所示),该对升降气缸25沿x轴方向间隔布置、并分别定位设置于所述机座箱1内腔中,该对升降气缸25的活塞杆均指向向上、并均能够进行上下伸缩运动,且该对升降气缸25的活塞杆上端还分别与它们相配合的一所述底板201下侧面定位连接;
[0046]
实现两个所述分离叉210能够相靠近或者远离运动的结构为:每一所述分盘机构21还各具有一对侧推气缸211(请参阅附图3~6所示),该对侧推气缸211均定位安装于所述机座箱1顶侧上、并沿x轴方向相对设置在与它们相对应的一所述仓体200外,该对侧推气缸211的活塞杆均指向所述仓体200内部、并能够进行相对或相背运动,且该对侧推气缸211的活塞杆还分别与两个所述分离叉210定位连接;
[0047]
另外,在每一所述仓体200的相对两立侧上还分别设置有供两个所述分离叉210活动穿置的穿孔202(参阅图5所示)。
[0048]
进一步优选的,实现每一所述推板220能够沿y轴方向进行往复移动定位的结构为:每一所述推盘机构22还各具有一无杆气缸221(请参阅附图7所示),所述无杆气缸221设置于所述机座箱1内腔中,且所述无杆气缸221的缸体还与所述底板201定位连接,所述无杆
气缸221的活塞能够于所述底板201上沿y轴方向进行往复移动定位(即实现活塞靠近或者远离于所述接料叉23),同时所述无杆气缸221的活塞还与所述推板220定位连接;另外,为提升所述推板220移动稳定度,还可配设有沿y轴方向延伸、并与所述无杆气缸221的缸体定位连接的导杆222,所述推板220通过法半直线轴承活动套装于所述导杆222上;
[0049]
另外,在每一所述底板201上还贯穿开设有一条沿y轴方向延伸、并供所述无杆气缸221的活塞活动穿置的长条通孔203(请参阅附图6所示),以及在每一所述仓体200余下的一立侧上还设置有供分离出的空tray盘及所述推板220自由穿置的穿槽,所述穿槽为开口朝下的u形槽结构。
[0050]
在本实施例中,优选的,实现所述接料叉23能够相对所述工作口进行上下移动定位的结构为:每一所述tray盘供料装置2还各具有一升降机构,请参阅附图3、4和8所示,所述升降机构具有一定位设置于所述机座箱1内腔中的电机260、一沿竖直方向延伸并活动内置于所述机座箱1内腔中的丝杆261、以及一螺纹套接于所述丝杆261上的螺母座262,所述丝杆261的下轴端通过传动组件与所述电机260的动力输出轴传动连接,所述螺母座262能够在所述丝杆261及所述电机260的协同带动下进行上下移动定位,且所述接料叉23定位连接于所述螺母座262上。说明:所述传动组件可采用多种形式,如可采用:a、直角涡轮减速机;b、直角传动齿轮;c、“皮带轮及同步皮带组合”;等。这属于本领域技术人员所熟知的技术手段,故在此不作详述。
[0051]
在本实施例中,优选的,所述输送机24采用倍速链输送机。
[0052]
优选的,在所述机座箱1内腔中定位设置有多个隔板,多个所述隔板将所述机座箱1内腔划分成多个沿x轴方向并排排布的工作腔10(请参阅附图2所示),且多个所述工作腔10还分别与多个所述工作口一一对应且相贯通;
[0053]
另外,多个所述升降机构分别对应的内置于多个所述工作腔10中,多个所述输送机24亦分别对应的内置于多个所述工作腔10中。
[0054]
在本发明中,因多组所述tray盘供料装置2能够相互独立工作、且工作方法相同,为便于说明,以下仅以其中一所述tray盘供料装置的工作方法为例进行说明,具体为:
[0055]
①
操作人员将空tray盘垛放置于所述料仓20中,并且为了便于描述,将空tray盘垛中的tray盘从上往下依次编号为1号~n号;
[0056]
②
plc控制器控制该对升降气缸25的活塞杆向上伸出,以带动所述底板201及其上的空tray盘垛一起向上移动一段距离;然后plc控制器再控制该对侧推气缸211的活塞杆进行相对运动,以实现两个所述分离叉210能够插置于(n-1)号tray盘的下方,即实现将n号tray盘分离出;随后该对升降气缸25复位,plc控制器控制所述无杆气缸221工作,所述无杆气缸221带动所述推板220沿y轴方向直线运动,实现将n号tray盘推送至所述接料叉23上;
[0057]
③
机械手工作,将n号tray盘中装满零部件;然后plc控制器控制所述升降机构工作,以带动所述接料叉23向下移动一个tray盘高度的距离;
[0058]
④
plc控制器先控制该对升降气缸25的活塞杆向上伸出一段距离后、再控制该对侧推气缸211复位,使得第1号~(n-1)号组成的空tray盘垛落在所述底板201上;然后plc控制器再控制该对升降气缸25的活塞杆继续向上伸出一段距离后、再控制该对侧推气缸211的活塞杆进行相对运动,以实现两个所述分离叉210能够插置于(n-2)号tray盘的下方,即实现将(n-1)号tray盘分离出;随后该对升降气缸25复位至最开始位置,plc控制器控制所
述无杆气缸221工作,所述无杆气缸221带动所述推板220沿y轴方向直线运动,实现将(n-1)号tray盘推送至位于所述接料叉23上的满载n号tray盘上;
[0059]
说明:实际工作中的
③
和
④
步分界不像上述明显,当机械手开始往n号tray盘中装零部件时,plc控制器也已开始控制该对升降气缸25的活塞杆向上伸出;以下同理,不再细述;
[0060]
⑤
机械手工作,将(n-1)号tray盘中装满零部件;然后plc控制器控制所述升降机构工作,以带动所述接料叉23再向下移动一个tray盘高度的距离;
[0061]
……
,重复操作上述步骤
④
~
⑤
,直至满载tray盘垛形成;然后所述接料叉23在所述升降机构的带动下将满载tray盘垛置于所述输送机24上,所述输送机24将满载tray盘垛送出,工作完成。
[0062]
综上所述,本发明所述多通道小板tray自动供料设备的自动化程度高,可一次性实现多层tray盘垛供料,且在加工过程中,只需操作人员将空tray盘垛放置于料仓中、及将装满零部件的tray盘垛从输送机上取走即可,其余可完全实现自动化作业,既提高了生产效率,又降低了操作人员的劳动强度,有效节约了生产成本。此外,在该自动供料设备中,由于多组所述tray盘供料装置可相互独立工作,因此便可根据生产情况来适当调整tray盘供料装置的工作数量及工作程度,既提升了设备整体的适用性,又可对生产成本进行有效控制。
[0063]
以上所述仅是本发明的优选实施方式,但并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为在本发明的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips