
 商标分类
商标分类  商标转让
商标转让 
管道加工流水线的制作方法
 2021-02-19 00:02:04|
2021-02-19 00:02:04| 322|
322| 起点商标网
起点商标网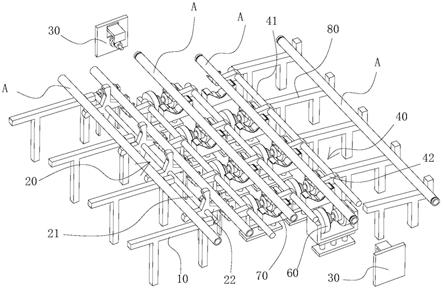
[0001]
本实用新型涉及管道加工领域,具体就是一种管道加工流水线。
背景技术:
[0002]
管道(a)的生产过程中一般需要对其管端进行加工,例如翻边、加筋、打标等工序,加工时需要将单独的一根管道(a)放置到加工工位上,然后由设备对其进行加工。
[0003]
现有技术中,加工管道(a)时需要人工将管道(a)放置在工位上,再由人工将加工好的管道(a)取下堆放,该操作费时费力,效率低下。或者由吊具将待加工的大型管道(a)放置在工位上对其加工,该操作也同样需要人力参与,存在效率低下的问题。
技术实现要素:
[0004]
本实用新型的目的是提供一种对管道的管端进行自动化加工的管道加工流水线。
[0005]
为实现上述目的,本实用新型的方案为:一种管道加工流水线,包括用于摆放管道并使管道沿其斜面滚动的斜置的托管料台架,托管料台架的低端设置有转运一根管道的取料装置,取料装置的放料端下游设置有对管道进行径向定位和轴向输送的驱动装置,驱动装置的输送方向上设置有管端加工装置,取料装置与驱动装置之间以及驱动装置与存料台架之间设置有转运管道的转运装置。
[0006]
这样各工位能够独立工作,再由转运装置将各工位上的管道a转运至其他工位,工位上的驱动装置将管道输送至管端加工装置处再驱动加工完成的管道退出加工工位,然后将其放置在存料台架上,以便于后续的打包或其他加工工序,该系统全程无需人工参与,不同装置之间可分别工作,实现流水线化生产,生产效率高。
附图说明
[0007]
图1、2、4为本实用新型的结构示意图;
[0008]
图3为图2的局部放大图。
具体实施方式
[0009]
一种管道加工流水线,包括用于摆放管道a并使管道a沿其斜面滚动的斜置的托管料台架10,托管料台架10的低端设置有转运一根管道a的取料装置20,取料装置20的放料端下游设置有对管道a进行径向定位和轴向输送的驱动装置,驱动装置的输送方向上设置有管端加工装置30,取料装置20与驱动装置之间以及驱动装置与存料台架80之间设置有转运管道a的转运装置40。
[0010]
上述方案中,管道会滚动积累在托管料台架10的低端,取料装置20从该处取一根管道a并将其放置在驱动装置上,驱动装置驱使管道a至管端加工装置30处对其进行加工,加工后驱动装置驱使管道a返回,然后通过转运装置40将其放置在存料台架80上,这样各工位能够独立工作,再由转运装置40将各工位上的管道a转运至其他工位,工位上的驱动装置
将管道a输送至管端加工装置30处再驱动加工完成的管道a退出加工工位,然后将其放置在存料台架80上,以便于后续的打包或其他加工工序,该系统全程无需人工参与,不同装置之间可分别工作,实现流水线化生产,生产效率高。
[0011]
所述转运装置40包括轴芯与管道a轴芯平行的驱动轴41,驱动轴41的周向设置有至少一个摆臂42,摆臂42的悬置端铰接有用于托撑管道a的开口始终朝上的v形托卡43,v形托卡的回转面与前后管道放置位在管道轴向上错位避让布置。上述方案中v形托卡43与前后管道放置位在管道a的轴芯方向上错位布置,避免v形托卡43与管道放置位相互干涉,v形托卡43运动至上游工位时其将上游工位上的管道a托起使管道a随v形托卡43运动,托卡运动至下游工位时其将管道a放置在下游工位上自身随摆臂42继续旋转。开口始终朝上的v形托卡43保证了其上的管道a不会掉落。
[0012]
所述v形托卡43的铰接轴通过传动链与驱动轴41相连,v形托卡43相对于摆臂42的自转方向与摆臂42的转动方向相反且传动比为1:1。这样便能保证v形托卡43随摆臂42转动时其开口始终朝上。
[0013]
所述托管料台架10的低端设置有挡料斜块,取料装置20包括轴芯与管道a轴芯平行的转轴21,转轴21周向均匀间隔布置有至少三个杆长方向垂直于其轴芯方向的托杆22,托杆22取料时其悬置端位于以第一待取管道a和第二待取管道a的轴芯为边界的竖直区域内,托杆22的取料面的背侧设置有v形托料缺口221,托杆22的取料面与相邻的托杆22的v形托料缺口221构成管道a的引导面。上述方案中托杆22与托管料台架10上的管道a接触时,仅有一根管道a的重心在托杆22上,托杆22继续旋转产生斜度,管道a便会从托杆22悬置端滚动至其根部,再从其根部滚动至另一根托杆22的v形托料缺口221处。这样便完成了单根管道a的取出。
[0014]
当v形托料缺口221达到开口朝上的位置时,其旁侧设置有置料架50,置料架50上设置有辊芯方向水平且与管道a轴芯垂直的v形动力辊51。这样v形托料缺口221到达该位置时便可以将其上管道a放置在置料架50上,托杆22自身继续旋转,同时置料架50上的v形动力辊51能够调整管道a的轴向位置以便于后续工位的取用加工。
[0015]
所述驱动装置为辊芯方向水平且与管道a轴芯垂直的“工”形动力辊60。“工”形动力辊60能够更有效地对管道a经行进行定位防止其滚动,便于加工。
[0016]
所述“工”形动力辊60为升降辊,“工”形动力辊60旁侧设置有辊芯与管道a轴芯平行的托辊70,前后两个托辊70共同托撑管道a构成管道放置位,前后两个托辊70辊芯连线的中点位于“工”形动力辊60的轴向中间面上,“工”形动力辊60位于低位时其托撑面低于前后两个托辊70的托撑面,“工”形动力辊60位于高位时其托撑面高于前后两个托辊70的托撑面。上述方案中轴向中间面是指在“工”形动力辊60轴向的中间位置所在的竖直面,放置管道a时便由两个托辊70托撑管道a,只有在需要输送管道a时,“工”形动力辊60再升起将管道a抬起至准确高度,这样避免“工”形动力辊60频繁受到放置管道a的冲击力保证了其精度,同时该处便能适应各种高度的加工装置。
[0017]
所述管端加工装置30的夹具中心与位于高位的“工”形动力辊60上的管道a轴芯重合,管端加工装置30在该管道a的两端侧分别设置一个或在管道a的一端侧设置一个。这样在同一驱动装置上便能对管道的两端均进行加工。
[0018]
所述驱动装置及管端加工装置30在管道运输方向上设置有至少两组。这样可以设
置多种管端加工装置30或者对管道的两端分别加工。所述存料台架80斜置,其高端与转运装置衔接,低端设置有挡料块。加工完成后的管道a便置于存料台架80上,同时沿存料台架80滚动至低位,便于后续工位从该处取用管道a。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 流水线

 热门咨询
热门咨询




tips