
 商标分类
商标分类  商标转让
商标转让 
一种板材层间垫条自动抽除的翻转机构、装置及系统的制作方法
 2021-02-18 23:02:42|
2021-02-18 23:02:42| 396|
396| 起点商标网
起点商标网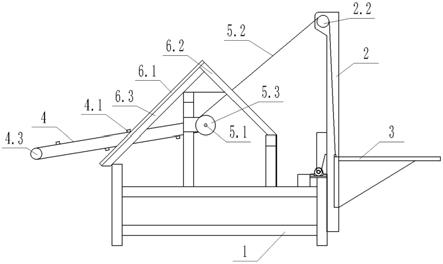
[0001]
本实用新型涉及一种板材层间垫条自动抽除的翻转机构、装置及系统,属于板材加工输送设备技术领域。
背景技术:
[0002]
木板是建筑行业及制作家具、装饰装修中常见的材料,板材的加工根据需要涉及多道工序:原木切割、拼接、喷胶、压合、再加工等,加工完成后的板材一般采取码垛的方式存放,以节省储存空间。木材中含有一定的水分,为了保证木材与木制品的质量和延长使用寿命,必须采取适当的措施使木材中的水分(木材的含水率)降低到允许的范围。要降低木材的含水率,须提高木材的温度,使木材中的水分蒸发并向木材外散发,所以在准备板材码放的过程中,会在板材垛的板材层间垂直于板材长度方向平行码放若干垫条,使板材垛的层间形成风干通道,以便于空气流动,使水分迅速地离开木材,加速板材的干燥,避免潮湿的板材紧密码放造成板材发生腐朽、霉变的可能,使板材的性能发生改变,从而影响板材制品的质量和使用寿命。板材干燥后,需要打包运输到施工现场使用,由于板材垛的层间码放有垫条,如果直接将板材垛打包运输,因为层间有垫条,板材垛的高度过高,运输不方便,而且占用了多余的运输空间,降低了运输的效率,并且浪费垫条,所以板材垛在打包之前需要将板材层间的垫条抽除回收、循环利用,板材再进行打包。
[0003]
现有的板材层间垫条的抽除一般采用人工抽除的方式,但由于板材垛每层的板材重量较大,靠人力直接抽出垫条的摩擦力很大,无法实现,即使借助机械抽出垫条,由于垫条与板材间的摩擦力太大可能会导致板材发生偏移、掉落,板材垛无法直接打包运输,需要重新码垛,反而增加了工作量。所以要抽除板材层间的垫条,一般是先将每层的板材取下,抽除垫条之后,再重新码垛打包,这个工作量很大,工人的工作强度大,工作效率低下。因此,需要一种板材层间垫条自动抽除的装置。
技术实现要素:
[0004]
本实用新型针对现有技术的上述问题,提供一种板材层间垫条自动抽除的翻转机构、装置及系统。
[0005]
本实用新型解决上述技术问题的技术方案如下:
[0006]
一种板材层间垫条自动抽除的翻转机构,包括机架、安装在机架上的翻转架和驱动机构;所述翻转架包括导轨和升降平台;所述导轨可转动安装在所述机架上,所述导轨上设有滑槽;所述升降平台的后端可移动的安装在所述滑槽上;所述驱动机构能够驱动所述导轨在所述机架上转动;所述驱动机构还能够驱动所述升降平台在所述导轨上平移。
[0007]
本实用新型的一种板材层间垫条自动抽除的翻转机构的工作原理:
[0008]
原始状态时,升降平台位于导轨的下端;在升降平台上放置板材垛,然后通过驱动机构带动导轨向后翻转倾斜到位,驱动机构再带动升降平台在导轨的滑槽上向上平移,当板材垛上的最上层板材移动至导轨的上端之上时,由于导轨的角度倾斜,在重力作用下最
上层板材从导轨上落下并与设于板材下方的垫条分离;驱动机构继续拉着升降平台向上平移,当最上层板材下方的垫条移动至导轨的上端之上时,垫条落下,即可取出这一层板材下的垫条;最上面一层板材落下后,驱动机构一直再带动升降平台在导轨的滑槽上向上平移,重复最上面一层板材与垫条分离的程序,直至最后一层板材与垫条分离、落下并取出垫条后,驱动机构带动升降平台和导轨复位。
[0009]
本实用新型的一种板材层间垫条自动抽除的翻转机构的有益效果是:通过翻转机构实现板材与垫条的自动分离,无需人工分离板材与垫条,大大减少了工作量,取垫条的操作节省了人力,提高了工作效率。
[0010]
在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
[0011]
进一步,所述升降平台包括多个平行臂,所述平行臂的后端可移动的对应安装在所述滑槽上。
[0012]
采取上述进一步技术方案的有益效果是,设置多个平行臂可以方便叉车或者链条等输送设备直接往升降平台上输送板材垛。
[0013]
本实用新型还公开了一种板材层间垫条自动抽除的装置,包括如上所述的翻转机构;还包括设于所述翻转机构后部的落料机构,所述落料机构包括支架和多个平行设置的板材输送链条;所述支架上设有倾斜的导向板;所述板材输送链条的一端设于所述导向板的下方,另一端延伸到所述导向板的后方。
[0014]
本实用新型的一种板材层间垫条自动抽除的装置的有益效果是:通过翻转机构分离板材与垫条,板材与垫条从翻转机构上落下时,通过落料机构的导向板引导板材和垫条滑落,板材的长度方向垂直于板材输送链条的输送方向,所以板材落下后落到板材输送链条上,经板材输送链条输出;垫条的长度方向平行于板材输送链条的输送方向,所以垫条经过板材输送链条之间的空隙落下,实现垫条与板材的自动分离和垫条的自动抽除。
[0015]
在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
[0016]
进一步,所述驱动机构包括驱动电机、驱动轴、驱动链条及安装在驱动轴上的链条绞盘;所述导轨的上端设有链轮,所述驱动链条的一端固定在所述升降平台上,另一端绕过所述链轮固定在所述链条绞盘上;所述驱动电机带动所述驱动轴转动。
[0017]
采取上述进一步技术方案的有益效果是,通过驱动电机带动驱动轴转动,驱动轴带动链条绞盘转动,链条绞盘卷收驱动链条,从而带动驱动链条拉着升降平台,由于驱动链条绕过导轨上端的链轮连接升降平台,所以驱动链条同时对导轨产生向后拉的力,当升降平台上放置有板材垛时,升降平台的重量很大,驱动链条拉动升降平台所需要的力大于驱动链条拉动导轨向后转动所需要的力,所以在驱动链条的作用下导轨先向后倾倒至落料机构的导向板上,然后升降平台缓慢向上平移。需要导轨和升降平台复位时,驱动电机反转带动驱动轴反向转动,驱动轴带动链条绞盘反向转动,链条绞盘放长驱动链条,升降平台失去驱动链条的拉力,所以升降平台在滑槽上缓慢向下平移,当升降平台移动到导轨的下端时,在升降平台的重力作用下,导轨缓慢向前转动,直至导轨复位。
[0018]
进一步,所述板材输送链条设于所述导向板下方的一端的输送链轮通过轴承安装在所述驱动轴上。
[0019]
采取上述进一步技术方案的有益效果是,板材输送链条的输送链轮与链条绞盘共轴设置,减少了所需的链轮轴的数量,优化了本装置的结构,节约成本,输送链轮通过轴承安装在驱动轴上,驱动轴的转动不影响板材输送链条的转动。
[0020]
进一步,所述支架包括前支撑件和后支撑件,所述导向板设于所述后支撑件上,所述导轨后倾时接触在所述前支撑件上。
[0021]
采取上述进一步技术方案的有益效果是,前支撑件给导轨提供定位和支撑作用。
[0022]
进一步,所述板材输送链条上间隔设有多个间隔块,相邻的间隔块之间的距离大于或者等于板材垛的单层板材的宽度之和;相邻的所述板材输送链条上的间隔块一一对应。
[0023]
采取上述进一步技术方案的有益效果是,板材从翻转机构上落下到板材输送链条上时,板材进入间隔块之间,间隔块可以引导和整理板材,使板材可以在板材输送链条上平行输送,减少人工整理的工作量。
[0024]
进一步,所述升降平台与所述导轨形成的角度为90
°
。
[0025]
采取上述进一步技术方案的有益效果是,板材垛在升降平台上时,因为升降平台与导轨相垂直,导轨翻转倾斜时,板材垛倚靠在导轨上不会散开,升降平台平移时,板材垛也可以保持原状,有利于板材和垫条的分离。
[0026]
本实用新型还公开了一种板材层间垫条自动抽除的系统,包括板材垛输送机构和如上所述的板材层间垫条自动抽除的装置;所述板材层间垫条自动抽除的装置设置在所述板材垛输送机构的后部;所述升降平台包括多个平行臂;所述板材垛输送机构包括多个平行设置的板材垛输送链条,所述板材垛输送链条延伸到所述导轨的后部;所述平行臂的位置对应在所述板材垛输送链条的空隙处。
[0027]
本实用新型的一种板材层间垫条自动抽除的系统的有益效果在于:通过板材垛输送机构向板材层间垫条自动抽除的装置输送板材垛,通过在升降平台设置多个平行臂,且平行臂的位置对应在板材垛输送链条的空隙处,使板材垛可以直接输送至平行臂的上方,无需人工搬运;通过板材层间垫条自动抽除的装置自动抽除垫条,实现了板材垛的自动输送、自动上料,实现了板材和垫条的自动分离,板材层间垫条的自动抽除。
[0028]
在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
[0029]
进一步,还包括垫条输送机构,所述垫条输送机构包括传送带;所述传送带设置在所述板材输送链条的下方。
[0030]
采取上述进一步技术方案的有益效果是,垫条输送机构设在板材输送链条的下方,垫条从板材输送链条的空隙处落下时,正好落在垫条输送机构上,通过垫条输送机构自动输送垫条至垫条回收机构,无需人工操作,自动回收垫条。
附图说明
[0031]
图1为本实用新型的一种板材层间垫条自动抽除的翻转机构的整体结构示意图;
[0032]
图2为实施例1的主视图;
[0033]
图3为实施例2的主视图;
[0034]
图4为本实用新型的一种板材层间垫条自动抽除的装置的整体结构示意图;
[0035]
图5为图4的俯视图;
[0036]
图6为输送链轮和链条绞盘与驱动轴的连接关系示意图;
[0037]
图7为本实用新型的一种板材层间垫条自动抽除的系统的整体结构示意图;
[0038]
图8为实施例4的板材垛输送至升降平台上方的示意图;
[0039]
图9为实施例4的板材垛随升降平台向上平移过程的示意图;
[0040]
图10为实施例4的自动抽除垫条过程的示意图;
[0041]
图11为实施例4的自动抽除垫条过程的俯视图。
[0042]
附图标记记录如下:1-机架,2-导轨,2.1-滑槽,2.2-链轮,3-升降平台, 3.1-平行臂,4-板材输送链条,4.1-间隔块,4.2-输送链轮,4.3-驱动链轮, 5.1-驱动轴,5.2-驱动链条,5.3-链条绞盘,6.1-导向板,6.2-前支撑件, 6.3-后支撑件,7-板材垛输送链条,8-传送带,9-板材垛,9.1-板材,9.2
-ꢀ
垫条。
具体实施方式
[0043]
以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
[0044]
需要说明的是,本实用新型所述的“前”、“后”都是以板材的输送方向来说的,本实用新型认为板材是从前往后输送的。
[0045]
实施例1
[0046]
如图1-2所示,一种板材层间垫条自动抽除的翻转机构,包括机架1、安装在机架1上的翻转架和驱动机构;所述翻转架包括导轨2和升降平台3;所述导轨2可转动安装在所述机架1上,所述导轨2上设有滑槽2.1;所述升降平台3的后端可移动的安装在所述滑槽2.1上;所述驱动机构能够驱动所述导轨2在所述机架1上转动;所述驱动机构还能够驱动所述升降平台3 在所述导轨2上平移。
[0047]
实施例2
[0048]
与实施例1不同的是,如图3所示,所述升降平台3包括多个平行臂3.1,所述平行臂3.1的后端可移动的对应安装在所述滑槽2.1上。
[0049]
实施例3
[0050]
如图4-6所示,一种板材层间垫条自动抽除的装置,包括如实施例1或 2所述的翻转机构;还包括设于所述翻转机构后部的落料机构,所述落料机构包括支架和多个平行设置的板材输送链条4;所述支架上设有倾斜的导向板6.1,所述导向板6.1的倾斜方向朝向所述翻转机构;所述翻转机构的导轨 2的顶部与导向板6.1的高度相适配,导轨2向后倾倒后,导轨2的上端与导向板6.1的上端接触;所述板材输送链条4的一端设于所述导向板6.1的下方,另一端所述穿过导向板6.1延伸到所述导向板6.1的后方。具体的,所述导向板6.1可以为一个平面板;也可以为多个间隔平行设置的条形板,条形板的长度方向平行于输送方向。
[0051]
所述驱动机构包括驱动电机(图中未示出)、驱动轴5.1、驱动链条5.2 及安装在驱动轴5.1上的链条绞盘5.3;所述导轨2的上端设有链轮2.2,所述驱动链条5.2的一端固定在所述升降平台3的后端上,另一端绕过所述链轮2.2固定在所述链条绞盘5.3上;所述驱动电机带动所述驱动轴5.1转动带动链条绞盘5.3转动收、放驱动链条5.2。
[0052]
所述板材输送链条4设于所述导向板6.1下方的一端连接输送链轮4.2,输送链轮
4.2通过轴承安装在所述驱动轴5.1上,驱动轴5.1的转动不影响输送链轮4.2的转动;所述板材输送链条4的另一端连接驱动链轮4.3,驱动链轮4.3带动板材输送链条4转动。
[0053]
所述导向板6.1上设有传感器,传感器能感应板材在导向板6.1上滑落,并且将信号传送给驱动链轮4.3的控制机构,控制机构每次接收到传感器的信号,就控制驱动链轮4.3带动板材输送链条4转动与板材数量相对应的距离;或者,板材输送链条4也可以为连续转动。
[0054]
所述支架包括前支撑件6.2和后支撑件6.3,前支撑件6.2与后支撑件 6.3相对倾斜设置,前支撑件6.2与后支撑件6.3的上端连接形成倒v形;所述导向板6.1设于所述后支撑件6.3上,所述导轨2后倾时接触在所述前支撑件6.2上。
[0055]
所述板材输送链条4上间隔设有多个间隔块4.1,相邻的间隔块4.1之间的距离大于或者等于板材垛的单层板材的总宽度,单层板材沿导向板6.1 滑落下时,板材进入间隔块4.1之间,间隔块4.1引导和整理板材,使板材可以在板材输送链条上平行输送;相邻的所述板材输送链条4上的间隔块 4.1一一对应。
[0056]
所述升降平台3与所述导轨2形成的角度为70
°-
120
°
,板材垛9随升降平台3在导轨2上平移时不易散开,优选的,升降平台3与所述导轨2形成的角度为90
°
。
[0057]
实施例4
[0058]
如图7所示,一种板材层间垫条自动抽除的系统,包括板材垛输送机构和如实施例3所述的板材层间垫条自动抽除的装置;所述板材层间垫条自动抽除的装置设置在所述板材垛输送机构的后部;所述升降平台3包括多个平行臂3.1;所述板材垛输送机构包括多个平行设置的板材垛输送链条7,所述板材垛输送链条7延伸到所述导轨2的后部;所述平行臂3.1的位置对应在所述板材垛输送链条7的空隙处;当所述导轨2未向后倾倒且平行臂3.1 位于导轨2的下端时,平行臂3.1的上端面的高度低于所述板材垛输送链条 7的上端面。
[0059]
还包括垫条输送机构,所述垫条输送机构包括传送带8;所述传送带8 设置在所述板材输送链条4的下方。
[0060]
如图7-11所示,本实施例自动抽除垫条的过程:
[0061]
板材垛输送链条7输送板材垛9至平行臂3.1的上方,板材垛9的放置角度为板材9.1的长度方向垂直于输送方向,垫条9.2的长度方向平行于输送方向;链条绞盘5.3转动,拉动导轨2向后倾倒,导轨2向后倾倒的过程中平行臂3.1随着导轨2向上转动托起板材垛9;导轨2倾倒在前支撑件6.2 上,链条绞盘5.3继续转动拉动平行臂3.1在导轨2上向上平移;
[0062]
板材垛9随着平行臂3.1向上平移至导轨2的上端,当板材垛9的最上层板材9.1的高度高于导轨2的上端时,这一层板材9.1沿着导向板6.1从翻转机构上滑落到板材输送链条4上,板材9.1被板材输送链条4输送至后续的加工机构;平行臂3.1继续向上平移,最上层板材9.1滑落后,其下方的垫条9.2平移至高于导轨2的上端处,垫条9.2沿着导向板6.1从翻转机构上滑落,由于垫条9.2的长度方向平行于输送方向,垫条9.2从板材输送链条4的空隙间掉落到传送带8上,由传送带8输送至垫条收集机构处;
[0063]
平行臂3.1继续向上平移,重复上述程序,直至板材垛9的各层板材9.1 与垫条9.2分离,并从翻转机构上落下后,即完成板材垛9的垫条自动抽除操作,链条绞盘5.3停止转动,平行臂3.1停止向上平移;链条绞盘5.3反向转动,平行臂3.1在导轨2上向下平移,平行臂3.1平移至导轨2的下端后,在平行臂3.1的重力作用下,导轨2向前翻转,复位,可以继续
抽除下一个板材垛的层间垫条。
[0064]
以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips