
 商标分类
商标分类  商标转让
商标转让 
一种具有电气防摆功能的长钢轨吊装数控同步集控系统的制作方法
 2021-02-18 23:02:34|
2021-02-18 23:02:34| 327|
327| 起点商标网
起点商标网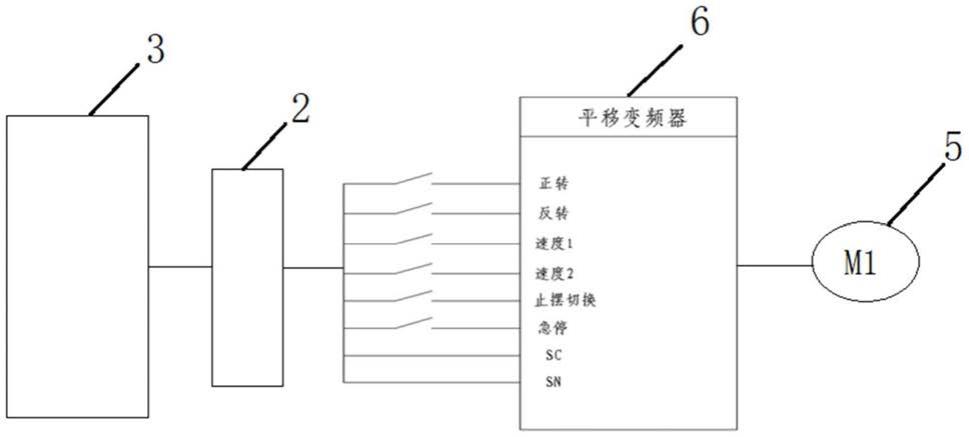
[0001]
本实用新型涉及一种长钢轨吊装数控同步集控系统,更具体地,涉及一种具有电气防摆功能的长钢轨吊装数控同步集控系统。
背景技术:
[0002]
随着我国铁路行业的快速发展,对钢轨焊接基地的自动化控制程度提出了更高的要求。其中对100米或500米长钢轨的吊装提出了自动化群吊控制模式。这样不仅大大减少钢轨吊装运输的人力,也大大提高了钢轨吊装的效率。同时,钢轨吊装人员的安全系数也明显提高。为此,各个焊轨厂都对长钢轨的吊装采用集中群吊的工作模式。吊轨作业中被吊钢轨以及吊具摆动对吊轨的精度和作业效率影响极大,吊具和钢轨的摆动若依靠其自然衰减停止耗时很长,而横移走行速度越高,摆动幅度更大和所需衰减时间也更长。若减少等待时间,则定位精度就无法保证。为了保证100米或500米长钢轨吊装中的晃动问题,以前采用机械防摆功能。机械防摆的动力源主要有两种:气动和电动。而其中气动的效果较好。缺点就是排放气管和气源,特别是在天气比较寒冷的地区比较容易产生冷凝水,影响使用效果。此外有些吊装作业,吊机使用不是很频繁,吊机横梁机架较低,无法安装机械防摆装置,这些吊装作业效率要求不是很高,所以,此时需要设计一种新的防摆控制模式,能具有控制简单,实施容易,效果显著的特点。
技术实现要素:
[0003]
本实用新型的目的在于,提供一种具有电气防摆功能的长钢轨吊装数控同步集控系统,能够在进行长钢轨同步吊装作业过程中,实现简单有效的吊机防摆功能,保证吊机平移机构平滑的进行速度切换,满足吊机停止状态下,把摆幅控制在
±
10mm范围内。
[0004]
本实用新型解决其技术问题采用的技术方案如下:
[0005]
一种具有电气防摆功能的长钢轨吊装数控同步集控系统,包括吊机1、继电器2、plc3,吊机1上安装有平移电机5,所述plc3与继电器2相连,所述继电器2通过平移变频器6与所述平移电机5连接。
[0006]
作为进一步改进,所述平移变频器6中设定有速度1和速度2,所述平移电机5的转速为三挡:速度1闭合、速度2闭合或速度1和速度2全部断开。
[0007]
作为进一步改进,所述吊机1上安装有起升电机8,所述起升电机8与起升变频器7连接,所述起升变频器7与平移变频器6连接。
[0008]
作为进一步改进,所述起升变频器7中设定有速度a和速度b,所述起升电机8的转速为三挡:速度a闭合、速度b闭合或速度a和速度b全部断开。
[0009]
作为进一步改进,所述吊机1上安装有吊具4,所述吊具4上安装有导向板9。
[0010]
根据本实用新型的具有电气防摆功能的长钢轨吊装数控同步集控系统中,吊装的长钢轨为100米-500米。
[0011]
根据本实用新型的具有电气防摆功能的长钢轨吊装数控同步集控系统,包括设定
开环防摆控制模式和闭环防摆控制模式;在开环防摆控制模式或闭环防摆控制模式下,plc3输出触发控制信号,通过设定加速时间,在设定加速时间内,平移变频器6的频率从零增加到设定频率,吊物10的摇摆角度先增加后减小,当吊物10的运输速度稳定时,摇摆角度为零,运行一段时间后,经plc 3再次输出触发控制信号,通过设定减速时间,在设定减速时间内,平移变频器6的频率从所述设定频率减小到零,吊物10的摇摆角度先增加后减小,最后摇摆角度减小到零,此时吊物10到达指定位置。
[0012]
根据本实用新型的具有电气防摆功能的长钢轨吊装数控同步集控系统,摆幅控制在
±
10mm范围内。
[0013]
本实用新型具有以下优点:
[0014]
1、根据本实用新型,利用电气防摆功能来抑制吊钩平移过程中的摆动量,是一种全新的控制模式,它具有控制简单,实施容易的特点。
[0015]
2、通过本实用新型,在长钢轨同步集控吊装作业过程中,提高了吊具抓轨的成功率和现场作业的效率,实现了安全作业。
附图说明
[0016]
通过阅读参照以下附图对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显。
[0017]
图1是本实用新型开环防摆控制模式示意图;
[0018]
图2是本实用新型闭环防摆控制模式示意图;
[0019]
图3是本实用新型平移变频器防摆控制示意图;
[0020]
图4是本实用新型吊物起升高度示意图;
[0021]
图5是本实用新型吊具抓轨示意图;
[0022]
图6是本实用新型导向板结构示意图;
[0023]
图中1—吊机,2—继电器,3—plc,4—吊具,5—平移电机,6—平移变频器,7—起升变频器,8—起升电机,9—导向板,10—吊物,11—吊运车。
具体实施方式
[0024]
以下结合说明书附图和实施例对本实用新型进行具体说明,但不能因此而限制本实用新型要求保护的范围。
[0025]
第一实施例
[0026]
图1为本实用新型开环防摆控制模式示意图,其中,平移变频器6与平移电机5相连,平移电机5的转速由平移变频器6的输出频率来控制,从而控制吊物10的运输速度,平移变频器6通过继电器2与plc 3相连,所有吊机1上的平移变频器6的启动与停止均通过继电器2由plc 3进行统一集控。
[0027]
图3为本实用新型平移变频器防摆控制示意图,plc 3输出触发控制信号,通过设定加速时间,在设定加速时间内,平移变频器6的频率从零增加到设定频率,将吊物10的运输速度加速到设定值,如速度1,加速到速度1的过程中,吊物10的摇摆角度先增加后减小,当吊物10的运输速度稳定在速度1时,摇摆角度为零,此时吊物10通过吊运车11在吊机1的横梁上以恒定速度1平移。运行一定时间后,经plc 3再次输出触发控制信号,通过设定减速
时间,在设定减速时间内,平移变频器6的频率从所述设定频率减小到零,将吊物10的运输速度从设定值减速到零,此时吊物10的摇摆角度在减速过程中先增加后减小,最后当平移变频器6停止时,摇摆角度减小到零,此时吊物10到达指定位置。
[0028]
图4为本实用新型吊物起升高度示意图,其中h2为吊机1至上限位的极限距离,h3为吊机1至下限位的极限距离,h1为吊机1实际进行起吊作业时,吊物10的实际起升高度。在开环防摆控制模式下,只需要提前设定吊物10的实际起升高度h1和吊机1至上限位的极限距离h2,通常设置h2为1米,然后以平移变频器6中的加减速时间的设定,通过plc 3调整成可抑制吊物10运输过程中摇摆的加减速时间,最终实现了吊物10运输过程的防摆功能,从而缩短了生产节拍,提高了生产效率。
[0029]
第二实施例
[0030]
如图2为本实用新型闭环防摆控制模式示意图,增加了起升变频器7和起升电机8,起升电机8与起升变频器7连接,起升电机8的转速由起升变频器7的输出频率控制,进而控制吊物10的起升速度。第二实施例与第一实施例类似,不同的地方在于,不需要提前对吊物10的起升高度进行设定,增加了起升变频器7,可以实时采集吊机1进行起吊作业时,吊物10的实际起升高度h1,然后反馈给吊机1的平移变频器6,然后以平移变频器6中的加减速时间的设定,通过plc 3调整成可抑制吊物10运输过程中摇摆的加减速时间,最终实现吊物10运输过程的防摆功能。同样达到了缩短生产节拍,提高生产效率的目标。
[0031]
如图1和图2所示,平移变频器6中设定速度1和速度2,这样,平移电机5的转速为三挡:分别对应于速度1闭合、速度2闭合、或速度1和速度2全部断开,速度1和速度2全部断开时,平移电机5的转速由平移电机5的额定转速控制;起升变频器7中设定速度a和速度b,这样,起升电机8的转速为三挡:分别对应于速度a闭合、速度b闭合、或速度a和速度b全部断开,速度a和速度b全部断开时,起升电机8的转速由起升电机8的额定转速控制;
[0032]
长钢轨集控组吊每个吊机1吊点的间距通常为13.94米或16米,具备通过plc 3进行集中控制功能,plc 3通过继电器2控制与各继电器2连接的平移变频器6同步动作,能够实现长钢轨同步自动抓取和放置,各个吊机1的平移、升降同步,在同步吊运过程中能保持长钢轨自然直线度,避免由于吊运不同步发生的长钢轨弯曲扭曲变形。为了保证100米或500米长钢轨起吊作业时,各个吊机1的平移机构达到平稳加减速,在切换防摆功能时,配合plc 3控制程序,自动调整平移变频器6三挡运行速度快慢,通过plc 3网络通信模式,实现吊机1同步平移启动和停止,解决了因控制上不同步而产生的机械晃动。可使被吊长钢轨的摆动迅速衰减,抓放轨可靠,以提高作业效率,实现安全作业。
[0033]
如图5和图6所示,吊机1安装有吊具4,吊具4上安装有导入板9,在平移变频器6开启防摆功能状态下,如果吊具4轻微晃动,导入板9的开口处能起到导向作用,从而能有效地辅助吊具4克服轻微晃动,准确抓住长钢轨顶面。大大提高了吊具4抓轨的成功率和现场作业的效率。减轻了操作人员的劳动强度。实现了长钢轨同步群吊自动化连续作业功能。
[0034]
最后,需要指出的是,虽然本实用新型已参照当前的具体实施例来描述,但是本技术领域中的普通技术人员应当认识到,以上的实施例仅是用来说明本实用新型,而并非用作为对本实用新型的限定,在不脱离本实用新型构思的前提下还可以作出各种等效的变化或替换,因此,只要在本实用新型的实质精神范围内对上述实施例的变化、变型都将落在本实用新型的权利要求书范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips