
 商标分类
商标分类  商标转让
商标转让 
一种自动防爆网拉网机的制作方法
 2021-02-18 23:02:01|
2021-02-18 23:02:01| 359|
359| 起点商标网
起点商标网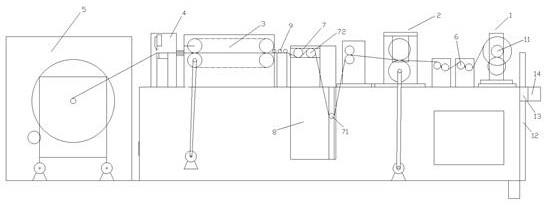
[0001]
本实用新型涉及防爆网拉网装置技术领域,具体涉及一种自动防爆网拉网机。
背景技术:
[0002]
防爆网为一种网状阻隔防爆材料,其广泛用于油罐等储油设施中,防爆网包裹在油罐外周阻断火势,防止油罐受到明火威胁引发爆炸。防爆网使用时,是扩展开的网状,而制作时其是密实的片状,使用前需要将收卷的卷筒形材料通过拉网机进行拉网扩展,拉成网状。
[0003]
现有技术中,公开了专利申请号为201620771262.2的一种全自动防爆材料拉网机,可以实现自动供油、自动调速,不用再人工干预,就可以自行卷绕完一卷网片。该专利虽然能自动完成拉网动作,但是受后续扩网的拉力的影响,切缝时会很不稳定,容易出现切缝歪斜等现象;扩网时,通过输送链条对防爆网输送且扩网的时候,输送链条对防爆网的压制效果差,防爆网容易滑动,易出现防爆网脱离输送链条的情况,造成拉伸过程的中断,或者防爆网的侧边未能都被输送链条压住,出现拉伸倾斜、拉伸不均衡的情况,影响扩网质量;每次收卷时,将收卷辊置于辊架上,通过收卷辊对防爆网进行收卷,收卷完成后需要将防爆网卷再从收卷辊上取下,取下时很困难,卷容易散落,为不耽误后续的收卷,需更换其它收卷辊进行收卷,操作繁琐,需要更换不同的收卷辊,效率低下。
技术实现要素:
[0004]
本实用新型要解决的技术问题是提供一种自动防爆网拉网机,能够解决切缝不稳定、扩网时防爆网容易滑动、防爆网易脱离输送链条造成拉伸过程的中断、防爆网的侧边未能都被输送链条压住出现扩网倾斜、扩网不均衡的情况、影响扩网质量、收卷时从收卷辊上取下防爆网困难、卷取下时容易散落、需更换其它收卷辊进行后续收卷、操作繁琐、效率低下等问题。
[0005]
为解决上述技术问题,本实用新型的技术方案为:包括放料机构、切缝机构、扩网机构、切断机构和收卷机构,所述放料机构、切缝机构、扩网机构、切断机构和收卷机构安装于机架上;
[0006]
所述放料机构上设有放料辊,放料辊通过磁粉制动器进行放料,机架上设有送料装置,送料装置具有竖直方向的送料轨道,送料轨道上滑动连接有移动块,移动块上固定有支撑板,放料机构与切缝机构间设有两组导向辊;
[0007]
所述切缝机构为切缝辊,切缝辊的外周排列有切刀,切缝机构与扩网机构间设有导向辊和张力辊,导向辊设于切缝机构与张力辊之间,张力辊包括第一张力辊和第二张力辊,所述第一张力辊和第二张力辊通过两侧的调节架安装于机架上,所述调节架上设有纵向调节槽和横向调节槽,第一张力辊设于纵向调节槽内,第二张力辊设于横向调节槽内,张力辊与扩网机构间设有压辊;
[0008]
所述扩网机构包括导轨机构和输送机构;所述导轨机构安装于机架上,导轨机构
上环绕有输送机构;所述导轨机构和输送机构均设有两组,两组导轨机构、输送机构之间的距离由一端向另一端为由小到大逐渐变大;所述导轨机构包括上压导轨和下托导轨;所述输送机构包括齿轮、输送链条和链齿,所述齿轮上啮合有输送链条,输送链条具有上下两条,分别环绕于上压导轨和下托导轨的外周,所述输送链条上连接有链齿,链齿上具有凹凸齿,上下链齿卡住防爆网且带动防爆网移动进行扩张;
[0009]
所述切断机构设于扩网机构和收卷机构之间,切断机构包括滑板支架、上刀滑板、上切断刀片、下切刀固定板和下切断刀片;所述滑板支架安装于机架上,滑板支架下方固定连接有下切刀固定板,所述下切刀固定板上安装有下切断刀片,滑板支架上开设有滑动槽,上刀滑板通过两端的拉杆沿着滑动槽上下移动,上刀滑板上安装有上切断刀片,所述上切断刀片与下切断刀片对应设置,拉杆通过拉杆气缸驱动移动;
[0010]
所述收卷机构包括卷绕机构和出料机构;所述卷绕机构包括卷绕轴和张力调节机构;所述卷绕轴穿过机架设置,所述张力调节机构包括力矩电机和磁粉离合器,卷绕轴通过力矩电机配合磁粉离合器驱动转动以及进行张力松紧度调节;所述出料机构包括移动架、出料导轨和出料推板;所述移动架包括两侧挡板和固定侧挡板的底架,所述两侧挡板上设有供卷绕轴穿过的穿孔,侧挡板的底部与底架连接,所述底架底部设有滑块,所述滑块沿着出料导轨移动,所述出料推板的顶部与旋转轴连接,所述旋转轴通过出料气缸驱动转动,出料推板与卷绕轴错位设置。
[0011]
进一步地,所述上压导轨和下托导轨的侧面固定连接于机架上,上压导轨的顶部设有两个凹槽,凹槽内固定有弹簧,所述弹簧纵向设置,弹簧的顶端连接有上支撑板;所述下托导轨的底部设有凹槽,凹槽内固定有弹簧,弹簧纵向设置,弹簧的底端连接有下支撑板;所述上压导轨中部为矩形,上压导轨两端为弧形面;所述下托导轨的中部为矩形,下托导轨的两端为弧形面,两弧形面分别延伸至上方齿轮的下方和下方齿轮的上方,且弧形面上开设有供齿轮转动的开口。
[0012]
进一步地,所述齿轮设于上压导轨和下托导轨的两端,齿轮通过安装于机架上的转轴支撑;所述链齿具有上链齿和下链齿,上输送链条上连接上链齿,下输送链条上连接下链齿,上链齿和下链齿卡住防爆网且带动防爆网移动进行扩张;所述上链齿远离上输送链条的一面设有凸齿,所述下链齿远离下输送链条的一面设有凹齿,上链齿上的凸齿与下链齿的凹齿啮合。
[0013]
进一步地,所述切断机构与扩网机构间设有上挡板和下挡板,上挡板和下挡板的两侧安装于机架上,上挡板和下挡板分别设于防爆网的上下方。
[0014]
进一步地,所述放料机构与切缝机构之间的导向辊侧边的机架上设有胶带放置架,胶带放置架设于两组导向辊之间位置。
[0015]
进一步地,所述底架上安装有倾斜设置的导卷板,所述导卷板高的一端设于卷绕轴的下方。
[0016]
进一步地,所述卷绕机构还包括卷绕辅助装置,所述卷绕辅助装置包括转轴和安装于转轴上的数个并列设置的卡条,转轴穿过机架上安装的轴架设置,转轴通过旋转气缸驱动转动,卡条倾斜设置,卡条低的一端连接有弯曲的挡条。
[0017]
采用上述结构后,本实用新型的优点在于:在切缝机构与扩网机构间设有张力辊,张力辊可通过纵向调节槽和横向调节槽进行调节,以改变张力,张力辊可对切缝机构与扩
网机构间的防爆网施加一定的张力,防爆网绷紧,确保切缝时的稳定性,不会出现切缝歪斜等现象;
[0018]
上链齿上的凸齿和下链齿上的凹齿啮合可将防爆网的侧边每处都紧紧卡住,防爆网不易滑动,避免扩展过程的中断,避免出现扩网倾斜、扩网不均衡的情况,确保扩网质量;
[0019]
上压导轨顶部连接有上支撑板,下托导轨底部连接有下支撑板,可对输送链条进行托起,输送链条不会成松垮状态,确保顺利输送;
[0020]
收卷时,卷绕辅助装置可将防爆网向下压,导卷板可将防爆网向上顶,便于防爆网往卷绕轴上贴合,使得防爆网更易收卷,防爆网卷的松紧度可通过力矩电机和磁粉离合器的合成传动进行调节;
[0021]
收卷后,防爆网卷可顺利脱离卷绕轴,且防爆网卷不会散落,防爆网卷的取下很方便,无需更换收卷辊,防爆网卷取下后,移动架返回,机器启动完成下一个卷的生产,如此循环,收卷过程自动化,效率高。
附图说明
[0022]
图1为本实用新型的结构示意图;
[0023]
图2为本实用新型的扩网机构的结构示意图;
[0024]
图3为本实用新型的上链齿的剖视图;
[0025]
图4为本实用新型的下链齿的剖视图;
[0026]
图5为本实用新型的切断机构的结构示意图;
[0027]
图6为本实用新型的收卷机构的结构示意图。
具体实施方式
[0028]
下面结合附图对本实用新型作进一步详细的说明。
[0029]
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及具体实施方式,对本实用新型进行进一步详细说明。下面的实施例可以使本专业的技术人员更全面地理解本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
[0030]
如图1所示,本具体实施方式采用如下技术方案:包括放料机构1、切缝机构2、扩网机构3、切断机构4和收卷机构5,放料机构1、切缝机构2、扩网机构3、切断机构4和收卷机构5安装于机架上,通过放料机构1进行原料卷筒形合金箔的放料,通过切缝机构2对卷筒形合金箔进行切缝,再通过扩网机构3进行拉网,通过切断机构4进行定长切断,通过收卷机构5进行扩网后的收卷。
[0031]
放料机构1上设有放料辊11,机架上设有送料装置,送料装置具有竖直方向的送料轨道12,送料轨道12上滑动连接有移动块13,移动块13上固定有支撑板14,原料卷筒形合金箔放置在支撑板14上,通过移动气缸驱动移动块13,移动块13可沿着送料轨道12上移,将原料卷筒形合金箔送至放料辊11旁,将放料原料卷筒形合金箔套在放料辊11上,放料辊11通过磁粉制动器进行放料,机构1与切缝机构2间设有两组导向辊6,导向辊6对原料合金箔进行导向。
[0032]
放料机构1与切缝机构2之间的导向辊6侧边的机架上设有胶带放置架,胶带放置架设于两组导向辊6之间位置,胶带放置架上可放置胶带,便于对两段合金箔的连接。
[0033]
切缝机构2为切缝辊,切缝辊的外周排列有切刀,切缝辊通过切缝电机驱动转动,对合金箔进行切缝,切缝机构2与扩网机构3间设有导向辊6和张力辊7,导向辊6设于切缝机构2与张力辊7之间,导向辊6对切缝后的合金箔进行常规导向,张力辊7包括第一张力辊71和第二张力辊72,第一张力辊71和第二张力辊72通过两侧的调节架8安装于机架上,调节架8上设有纵向调节槽和横向调节槽,第一张力辊71设于纵向调节槽内,第二张力辊72设于横向调节槽内,张力辊7与扩网机构3间设有压辊9,第一张力辊71和第二张力辊72通过连接片安装,第一张力辊71可进行上下调节,第二张力辊72可进行左右调节,以调节张力,张力辊7可对切缝机构2与扩网机构3间的防爆网施加一定的张力,防爆网绷紧,确保切缝时的稳定性,不会出现切缝歪斜等现象。
[0034]
如图2-图4所示,扩网机构3包括导轨机构31和输送机构32;机架上安装有导轨机构31,导轨机构31上环绕有输送机构32;导轨机构31和输送机构32均设有两组,导轨机构31、输送机构32之间距离由一端向另一端为由小到大逐渐变大,可将防爆网在输送的同时进行拉伸扩展。
[0035]
导轨机构31包括上压导轨311和下托导轨312,上压导轨311和下托导轨312的侧面固定连接于机架上,上压导轨311和下托导轨312可对输送链条322进行上压和下托,使得输送链条322能够很好地与防爆网接触,保证扩展的顺利进行。
[0036]
上压导轨311的顶部设有两个凹槽,凹槽内固定有弹簧,弹簧纵向设置,弹簧的顶端连接有上支撑板313;下托导轨312的底部设有凹槽,凹槽内固定有弹簧,弹簧纵向设置,弹簧的底端连接有下支撑板314,上压导轨311顶部连接有上支撑板313,下托导轨312的底部连接有下支撑板314,可分别对输送链条322的上下方进行托起,输送链条322绷紧转动,不会成松垮状态,确保顺利输送。
[0037]
上压导轨311中部为矩形,上压导轨311两端为弧形面;下托导轨312的中部为矩形,下托导轨312的两端为弧形面,两弧形面分别延伸至上方齿轮321的下方和下方齿轮321的上方,可对上下方齿轮321周边的输送链条322也有一定的上压和上托力,且弧形面上开设有供齿轮321转动的开口,不会影响齿轮321与输送链条322的正常啮合。
[0038]
输送机构32包括齿轮321、输送链条322和链齿323,齿轮321设于上压导轨311和下托导轨312的两端,齿轮321通过安装于机架上的转轴支撑,下托导轨312端部的齿轮321为牵伸主动轮,通过电机驱动转动,牵伸主动轮转动,带动输送链条322移动,其它齿轮321为从动齿轮,齿轮321上啮合有输送链条322,输送链条322具有上下两条,分别环绕于上压导轨311和下托导轨312的外周,上下输送链条322将防爆网夹紧输送,输送链条322上连接有链齿323,链齿323具有上链齿3231和下链齿3232,上输送链条322上连接上链齿3231,下输送链条322上连接下链齿3232,上链齿3231和下链齿3232卡住防爆网且带动防爆网移动进行扩张,上链齿3231和下链齿3232上分别设有与上输送链条322和下输送链条322连接的固定孔,通过螺栓将链齿323与输送链条322连接固定,上链齿3231远离上输送链条322的一面设有凸齿,下链齿3232远离下输送链条322的一面设有凹齿,上链齿3231上的凸齿与下链齿3232的凹齿啮合,可将防爆网的侧边每处都紧紧卡住,防爆网不易滑动,避免扩展过程的中断,避免出现扩网倾斜、扩网不均衡的情况,确保扩网质量。
[0039]
如图5所示,切断机构4设于扩网机构3和收卷机构5之间,切断机构4包括滑板支架41、上刀滑板42、上切断刀片43、下切刀固定板44和下切断刀片45;滑板支架41安装于机架
上,滑板支架41下方固定连接有下切刀固定板44,下切刀固定板44上安装有下切断刀片45,滑板支架41上开设有滑动槽,上刀滑板42通过两端的拉杆46沿着滑动槽上下移动,上刀滑板42上安装有上切断刀片43,上切断刀片43与下切断刀片45对应设置,上切断刀片43设于防爆网上方,下切断刀片45设于防爆网下方,拉杆46通过拉杆气缸驱动进行上下移动,拉杆46下移,带动上刀滑板42下移,上切断刀片43下移,与下切断刀片45共同作用,将防爆网切断。
[0040]
切断机构4与扩网机构3间设有上挡板和下挡板,上挡板和下挡板的两侧安装于机架上,上挡板和下挡板分别设于防爆网的上下方,可对防爆网进行防护,防止被其他电动部件剐蹭到。
[0041]
如图6所示,收卷机构5包括卷绕机构和出料机构;卷绕机构包括卷绕轴51和张力调节机构,卷绕轴51穿过机架设置,张力调节机构包括力矩电机52和磁粉离合器,卷绕轴51通过力矩电机52配合磁粉离合器驱动转动以及进行张力松紧度调节,卷绕轴51卷绕时,可对卷绕的松紧度进行调整,力矩电机52传到磁粉离合器然后再传到卷绕轴51,力矩电机52及磁粉离合器可根据松紧度要求进行调整,卷绕轴51转动带动防爆网进行收卷。
[0042]
卷绕机构还包括卷绕辅助装置,卷绕辅助装置包括转轴511和安装于转轴511上的数个并列设置的卡条512,转轴511穿过机架上安装的轴架设置,转轴511通过旋转气缸514驱动转动,卡条512倾斜设置,卡条512低的一端连接有弯曲的挡条513,旋转气缸514带动转轴511转动,转轴511可带动卡条512和挡条513摆动,挡条513的弯曲处可抵着防爆网,将防爆网向下压,便于防爆网往卷绕轴51上贴合,便于防爆网的收卷,卡条512带动挡条513摆动,可根据防爆网卷的厚度进行调节。
[0043]
出料机构包括移动架、出料导轨54和出料推板55;移动架包括两侧挡板53和固定侧挡板53的底架56,两侧挡板53上设有供卷绕轴51穿过的穿孔,收卷时,卷绕轴51穿过侧挡板53上的穿孔对防爆网进行收卷,卷绕轴51下方设有倾斜设置的导卷板510,导卷板510可将防爆网向上顶,防爆网弯曲,便于防爆网往卷绕轴51上贴合,使得防爆网更易收卷。
[0044]
侧挡板53的底部与底架56连接,底架56底部设有滑块57,滑块57沿着出料导轨54移动,可带动底板56和侧挡板53平移,侧挡板53会带着防爆网卷平移,防爆网卷可顺利脱离卷绕轴51,且防爆网卷不会散落,出料推板55的顶部与旋转轴58连接,旋转轴58通过出料气缸59驱动转动,旋转轴58穿过机架上安装的轴架设置,出料推板55与卷绕轴51错位设置,出料气缸59带动旋转轴58旋转,旋转轴58带动出料推板55摆动,防爆网卷平移时,出料推板55上摆,防爆网卷平移至出料挡板55的下方后,出料气缸59驱动出料挡板55摆动,将防爆网卷推动从侧挡板53间取下,防爆网卷的取下很方便,取下后底架56平移复位即可进行下一卷的收卷,无需其它收卷辊。
[0045]
以上所述的出料气缸59、旋转气缸514、力矩电机52、磁粉离合器、移动气缸、磁粉制动器、切缝电机、拉杆气缸等控制机构均通过电气控制系统控制,防爆网卷出料时,机器停止扩网,防爆网卷取下后,移动架自动复位,机架上设有与电气控制系统连接的感应装置,感应装置感应到复位后,将信号传递给电气控制系统,电气控制系统控制机器自动启动完成下一个卷的生产,如此循环,收卷过程自动化,效率高。
[0046]
工作原理:将原料卷筒形合金箔置于支撑板14上,通过移动气缸驱动移动块13,移动块13可沿着送料轨道12上移,将原料卷筒形合金箔送至放料辊11旁,将放料原料卷筒形
合金箔套在放料辊11上,放料辊11通过磁粉制动器进行放料,导向辊6对原料合金箔进行导向,放出的合金箔进入切缝机构2,切缝辊通过切缝电机驱动转动,对合金箔进行切缝,导向辊6对切缝后的合金箔进行常规导向,第一张力辊71可进行上下调节,第二张力辊72可进行左右调节,以调节张力,张力辊7可对切缝机构2与扩网机构3间的防爆网施加一定的张力,防爆网绷紧,确保切缝时的稳定性,不会出现切缝歪斜等现象,切缝后的防爆网进入扩网机构3进行拉网;
[0047]
上下方的输送链条322带动链齿323,对防爆网进行输送的同时对防爆网进行拉伸扩展,上链齿3231上的凸齿与下链齿3232的凹齿啮合,可将防爆网的侧边每处都紧紧卡住,防爆网不易滑动,避免扩展过程的中断,避免出现扩网倾斜、扩网不均衡的情况,确保扩网质量,拉网后的防爆网进入收卷机构5进行扩网后的收卷,卷绕轴51通过力矩电机52和磁粉离合器驱动转动对防爆网进行收卷,收卷完成后,通过切断机构4对防爆网进行切断,上切断刀片43下移,与下切断刀片45共同作用,可对防爆网进行定长切断,卷绕好的防爆网可取下;
[0048]
滑块57沿着出料导轨54移动,可带动底板56和侧挡板53平移,侧挡板53会带着防爆网卷平移,防爆网卷可顺利脱离卷绕轴51,且防爆网卷不会散落,然后出料气缸59带动旋转轴58旋转,旋转轴58带动出料推板55摆动,将防爆网卷推动从侧挡板53间取下,防爆网卷的取下很方便,取下后底架56平移复位即可进行下一卷的收卷,无需其它收卷辊,移动架自动复位,机架上设有与电气控制系统连接的感应装置,感应装置感应到复位后,将信号传递给电气控制系统,电气控制系统控制机器自动启动完成下一个卷的生产,如此循环,收卷过程自动化,效率高。
[0049]
以上所述的出料气缸59、旋转气缸514、力矩电机52、磁粉离合器、移动气缸、磁粉制动器、切缝电机、拉杆气缸等部件均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本领域技术人员可通过技术手册得知或通过常规实验方法获知的,不再阐述。
[0050]
以上显示和描述了本实用新型的基本原理和主要特征以及本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips