
 商标分类
商标分类  商标转让
商标转让 
一种异形袋生产工艺的制作方法
 2021-02-18 19:02:42|
2021-02-18 19:02:42| 413|
413| 起点商标网
起点商标网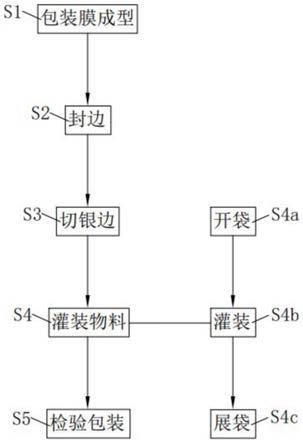
[0001]
本发明涉及异形袋技术领域,尤其是涉及一种异形袋生产工艺。
背景技术:
[0002]
包装袋是指用于包装各种用品的袋子,使货物在生产流通过程中方便运输,容易存储,广泛用于日常生活和工业生产中。异形袋通常呈现不规则形状,属于包装袋的一种。
[0003]
现有的技术中,如公开号为cn111452429a的中国专利,其公开了一种包装袋生产工艺,该包装袋生产工艺包括以下步骤:(1)将聚乙烯塑料颗粒采用超声波清洗装置进行微粒清洗后;(2)熔化;(3)吹膜;(4)对步骤(3)中得到的塑料薄膜进行去除静电处理后,将塑料薄膜收卷于第一放料辊上,将第一放料辊安装于印刷机的进料装置上,在塑料薄膜上印刷上图案,再将印有图案的塑料薄膜收卷于第二放料辊上;(5)覆膜;(6)涂油;(7)制袋;(8)封边:将包装袋袋体底端包装纸折叠,对包装袋袋体的两侧面和包装袋袋体底面进行热封封边,热风温度为128-165℃。(9)冲压:对封边后的袋体进行刀模冲压加工,冲出袋体提手上的提孔,得到塑料包装袋成品。
[0004]
上述中的现有技术方案存在以下缺陷:虽然上述的技术方案通过在包装袋制造过程中覆上亚光膜使得塑料袋的拉伸强度明显得到了提高,但是一方面其只完成了成型与制袋的工序,生产效率低。另一方面其在热封封边后直接进行冲压加工工序,很容易导致包装袋产生泄漏的现象,降低了产品的质量。
技术实现要素:
[0005]
针对现有技术存在的不足,本发明的目的是提供一种异形袋生产工艺,其能够自动完成成型、制袋、计量填充和封口等包装工序,提高了生产效率,性能可靠,具有漏袋率少,包装效果平整美观、封边无夹料的优点。
[0006]
本发明的上述发明目的是通过以下技术方案得以实现的:
[0007]
一种异形袋生产工艺,包括以下步骤:
[0008]
s1:包装膜成型,将包装膜安装在卷膜筒上,通过放膜装置将所述包装膜送至冲孔机构进行冲孔;
[0009]
s2:封边,利用牵袋机构牵引两张膜材送至导向机构,由所述导向机构将两片膜材相互贴合后依次通过底封块与两个竖封块进行热封封边,然后送至冷封块进行冷却处理后形成异形袋;
[0010]
s3:切银边,将所述异形袋经过切银边装置进行切边修正,并通过冲模装置压制成指定的包装袋形状;
[0011]
s4:灌装物料,将所述包装袋经开袋、灌装以及展袋工序后进行封口处理,采用上热封装置与上冷封装置依次对所述包装袋进行上热封口与上封口冷却;
[0012]
s5:检验包装,经封口冷却后的包装袋在剔除机构的作用下剔除多余边料后,由接袋机构放置在输送带输送,经检验合格后,包装入库保存。
[0013]
通过上述技术方案,本发明能够自动完成异形袋的成型、制袋、计量填充以及封口的包装工艺,适用于各种热封性的多层复合膜的包装材料的包装设计,提高了生产效率。并且在灌装前与灌装后进行热封封口工序后,都会进行冷封处理,一方面有效的提高了包装袋封口处的结构强度,增加了产品的包装质量;另一方面采用此工艺生产出的产品漏袋率少,包装效果平整美观、封边无夹料。
[0014]
本发明在一较佳示例中可以进一步配置为:在步骤s4中,所述灌装物料包括以下步骤:
[0015]
s4a,开袋,通过夹紧升降装置将成型包装袋提升至真空吸袋装置中,依次进行分袋、辅助开袋以及吹气处理;
[0016]
s4b,灌装,采用充填机将物料填充在所述包装袋中,物料的形状可以为粉状、膏体状、颗粒或液体;
[0017]
s4c,展袋,通过展袋装置将填充物料后的包装袋边沿展平,然后送至上封口装置进行封口处理。
[0018]
通过上述技术方案,经开袋吹气处理后再进行灌装,相比于传统的开袋后直接进行灌装,能够有效的控制物料的填充量,降低计量的误差,同时提高了包装的质量。并且填充机能够将不同状态的物料填充在包装袋内,大大拓宽了灌装的领域,提高了实用性。在灌装之后通过展袋装置将包装袋边沿展平,一方面便于后续的封口处理,另一方面提高了包装袋的平整美观度。
[0019]
本发明在一较佳示例中可以进一步配置为:在步骤s1中,所述放膜装置包括气胀机构、膜张力控制器、成型器、底部冲孔机构以及膜输送电机;
[0020]
所述封边工序至所述剔除机构的加工过程由一个电机通过凸轮分度器对同一主轴驱动的多个凸轮机构以及四连杆机构完成。
[0021]
通过上述技术方案,独立的放膜装置能够适应多种规格的膜卷宽度,气胀机构通过充气胀紧气涨轴安装,便于拆卸卷膜。膜张力控制器能够通过伺服电机自动调整膜材的张力,避免了由于拉断或者松弛而导致无法工作的问题。成型器、底部冲孔机构以及膜输送电机一方面能够保证异形袋生产时的连续性,另一方面便于包装袋的初步成型,并且整个异形袋的生产工艺部分由同一主轴驱动完成,进一步提高了生产效率。
[0022]
本发明在一较佳示例中可以进一步配置为:所述包装袋的生产流程采用水平自动包装机完成,所述水平自动包装机控制连接有plc与触摸屏,所述触摸屏与所述plc电连接。
[0023]
通过上述技术方案,工人通过调节触摸屏,触摸屏发送控制信号指令至plc,通过plc对水平自动包装机进行调节控制,智能化程度高,简单方便、易于操作,大大提升了包装袋的生产效率。
[0024]
本发明在一较佳示例中可以进一步配置为:所述包装袋的最大尺寸为67mmx135mm,材质为pe,所述包装袋的加热温度小于210℃;
[0025]
包装速度为40-60袋/min,包装膜最大直径为包装膜卷孔留内径为
[0026]
通过上述技术方案,经大量的实践可知,传统的异形袋生产工艺的包装袋生产速度为20-30袋/min,而本发明的包装速度为40-60袋/min,生产效率得到了很大的提升。其中
热封封口时的加热温度小于210℃,能够在保证膜材之间粘合强度的基础上,有效的保护了包装袋。
[0027]
本发明在一较佳示例中可以进一步配置为:所述水平自动包装机的工作环境温度为5-35℃,相对湿度≤85%,工作电压为三相380v、50hz,气源压力为0.6-0.7mpa。
[0028]
通过上述技术方案,此工作环境与工作条件一方面能够保证水平全自动包装机的正常工作,提高生产效率;另一方面使得设备不易被外界空气氧化,延长了设备的使用寿命。
[0029]
综上所述,本发明包括以下至少一种有益技术效果:
[0030]
1.本发明能够自动完成异形袋的成型、制袋、计量填充以及封口的包装工艺,适用于各种热封性的多层复合膜的包装材料的包装设计,提高了生产效率。并且在灌装前与灌装后进行热封封口工序后,都会进行冷封处理,一方面有效的提高了包装袋封口处的结构强度,增加了产品的包装质量;另一方面采用此工艺生产出的产品漏袋率少,包装效果平整美观、封边无夹料。
[0031]
2.独立的放膜装置能够适应多种规格的膜卷宽度,气胀机构通过充气胀紧气涨轴安装,便于拆卸卷膜。膜张力控制器能够通过伺服电机自动调整膜材的张力,避免了由于拉断或者松弛而导致无法工作的问题。成型器、底部冲孔机构以及膜输送电机一方面能够保证异形袋生产时的连续性,另一方面便于包装袋的初步成型,并且整个异形袋的生产工艺部分由同一主轴驱动完成,进一步提高了生产效率。
[0032]
3.工人通过调节触摸屏,触摸屏发送控制信号指令至plc,通过plc对水平自动包装机进行调节控制,智能化程度高,简单方便、易于操作,大大提升了包装袋的生产效率。
附图说明
[0033]
图1为本发明的流程简图。
[0034]
图2为本发明的具体工艺流程图。
[0035]
图3为本发明展示水平自动包装机的结构简图。
具体实施方式
[0036]
以下结合附图对本发明作进一步详细说明。
[0037]
参照图1,为本发明公开的一种异形袋生产工艺,包括以下步骤:
[0038]
s1:包装膜成型,将包装膜安装在卷膜筒上,通过放膜装置将包装膜送至冲孔机构进行冲孔;
[0039]
s2:封边,利用牵袋机构牵引两张膜材送至导向机构,由导向机构将两片膜材相互贴合后依次通过底封块与两个竖封块进行热封封边,然后送至冷封块进行冷却处理后形成异形袋;
[0040]
s3:切银边,将异形袋经过切银边装置进行切边修正,并通过冲模装置压制成指定的包装袋形状;
[0041]
s4:灌装物料,将包装袋经开袋、灌装以及展袋工序后进行封口处理,采用上热封装置与上冷封装置依次对包装袋进行上热封口与上封口冷却;
[0042]
s5:检验包装,经封口冷却后的包装袋在剔除机构的作用下剔除多余边料后,由接
袋机构放置在输送带输送,经检验合格后,包装入库保存。
[0043]
其中,在步骤s4中,灌装物料包括以下步骤:
[0044]
s4a,开袋,通过夹紧升降装置将成型包装袋提升至真空吸袋装置中,依次进行分袋、辅助开袋以及吹气处理;
[0045]
s4b,灌装,采用充填机将物料填充在包装袋中,物料的形状可以为粉状、膏体状、颗粒或液体;
[0046]
s4c,展袋,通过展袋装置将填充物料后的包装袋边沿展平,然后送至上封口装置进行封口处理。
[0047]
经开袋吹气处理后再进行灌装,相比于传统的开袋后直接进行灌装,能够有效的控制物料的填充量,降低计量的误差,同时提高了包装的质量。并且填充机能够将不同状态的物料填充在包装袋内,大大拓宽了灌装的领域,提高了实用性。在灌装之后通过展袋装置将包装袋边沿展平,一方面便于后续的封口处理,另一方面提高了包装袋的平整美观度。
[0048]
在步骤s1中,放膜装置包括气胀机构、膜张力控制器、成型器、底部冲孔机构以及膜输送电机。封边工序至剔除机构的加工过程由一个电机通过凸轮分度器对同一主轴驱动的多个凸轮机构以及四连杆机构完成。
[0049]
独立的放膜装置能够适应多种规格的膜卷宽度,气胀机构通过充气胀紧气涨轴安装,便于拆卸卷膜。膜张力控制器能够通过伺服电机自动调整膜材的张力,避免了由于拉断或者松弛而导致无法工作的问题。成型器、底部冲孔机构以及膜输送电机一方面能够保证异形袋生产时的连续性,另一方面便于包装袋的初步成型,并且整个异形袋的生产工艺部分由同一主轴驱动完成,进一步提高了生产效率。
[0050]
包装袋的生产流程采用水平自动包装机完成,水平自动包装机控制连接有plc与触摸屏,触摸屏与plc电连接。工人通过调节触摸屏,触摸屏发送控制信号指令至plc,通过plc对水平自动包装机进行调节控制,智能化程度高,简单方便、易于操作,大大提升了包装袋的生产效率。
[0051]
包装袋的最大尺寸为67mmx135mm,材质为pe,包装袋的加热温度小于210℃。包装速度为40-60袋/min,包装膜最大直径为包装膜卷孔留内径为
[0052]
经大量的实践可知,传统的异形袋生产工艺的包装袋生产速度为20-30袋/min,而本发明的包装速度为40-60袋/min,生产效率得到了很大的提升。其中热封封口时的加热温度小于210℃,能够在保证膜材之间粘合强度的基础上,有效的保护了包装袋。
[0053]
在本实施例中,水平自动包装机的工作环境温度为5-35℃,相对湿度≤85%,工作电压为三相380v、50hz,气源压力为0.6-0.7mpa。此工作环境与工作条件一方面能够保证水平全自动包装机的正常工作,提高生产效率;另一方面使得设备不易被外界空气氧化,延长了设备的使用寿命。
[0054]
为了使得说明书公开更加充分,参照图2和图3,图2为此异形袋生产工艺的具体工艺流程图,图3为水平自动包装机的结构简图。在水平自动包装机上通过多道详细的工序完成异形袋的生产与灌装,提高了生产的效率,具有较强的经济推广价值。
[0055]
本实施例的实施原理为:本发明能够自动完成异形袋的成型、制袋、计量填充以及封口的包装工艺,适用于各种热封性的多层复合膜的包装材料的包装设计,提高了生产效率。并且在灌装前与灌装后进行热封封口工序后,都会进行冷封处理,一方面有效的提高了
包装袋封口处的结构强度,增加了产品的包装质量;另一方面采用此工艺生产出的产品漏袋率少,包装效果平整美观、封边无夹料。
[0056]
本具体实施方式的实施例均为本发明的较佳实施例,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips