
 商标分类
商标分类  商标转让
商标转让 
一种可调式件烟通道分拣机的制作方法
 2021-02-18 17:02:58|
2021-02-18 17:02:58| 360|
360| 起点商标网
起点商标网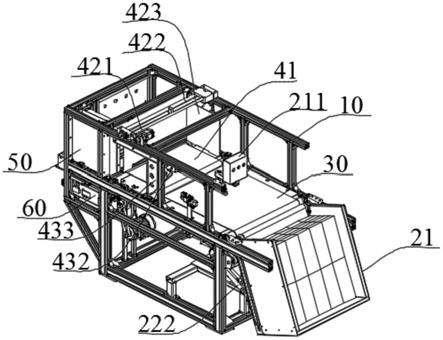
[0001]
本实用新型涉及物流分拣设备领域,尤其涉及一种可调式件烟通道分拣机。
背景技术:
[0002]
在商业烟草物流领域中,随着卷烟(细支烟、标准烟、异型烟) 销量的快速增长及规格的不断增多,通道式分拣机已成为必不可少的分拣设备,是目前商业烟草分拣线中比较流行的分拣设备,特别适用于分拣销量占比较大的烟种,它具有结构简单、易于维护、分拣规格多、占地面积小等特点。传统的通道式件烟分拣机的分拣通道只能分拣一种或几种规格的件烟,且件烟通道、烟仓通道调节范围小,适应范围窄且整机分拣效率低下。
[0003]
然而,随着卷烟技术的发展以及市场需求,卷烟的种类和规格越来越多,采用现有的通道分拣机已经无法满足不同规格的件烟分拣,为此卷烟厂不得不采购不同规格的分拣机来满足生产需求,导致设备成本升高。
技术实现要素:
[0004]
鉴于上述现有技术的不足,本实用新型旨在于提供一种可调式件烟通道分拣机,旨在解决现有的通道式分拣机无法分拣不同规格的件烟。
[0005]
本实用新型解决其技术问题所采用的技术方案是:提供一种可调式件烟通道分拣机:包括机架、设置在所述机架一端用于抬升烟跺的上料机构,设置在上料机构的输出端用于增加烟跺缓存量的缓存皮带机,设置在缓存皮带机的输出端用于实现烟跺单跺输送的送料机构,设置在输送机构的输出端用于单条件烟分拣的分拣烟仓及将单条件烟弹到分拣线进行分拣的弹出机构,所述分拣烟仓通过强力磁铁安装在所述弹出机构上。
[0006]
进一步地,所述上料机构包括与所述机架铰接的翻斗皮带机,和一端与所述翻斗皮带机的底部连接、另一端设置在所述机架上的举升机构。
[0007]
进一步地,所述举升机构包括安装在所述机架上的第一动力件,所述第一动力件的输出端通过链条连接有连杆组件,所述连杆组件一端与所述翻斗皮带机的底部连接。
[0008]
进一步地,所述翻斗皮带机一侧还设置有用于控制所述举升机构以实现翻斗皮带机升降的控制盒。
[0009]
进一步地,所述缓存皮带机两侧设置有宽度可调节的导向板。
[0010]
进一步地,所述送料机构包括设置在所述缓存皮带机输出端的分离皮带机,设置在分离皮带机上方用于将分离皮带机上的烟跺推到所述分拣烟仓仓口的夹烟部,以及设置在分离皮带机靠近分拣烟仓一侧的推烟部。
[0011]
进一步地,所述夹烟部包括设置在所述机架上的第二动力件、与所述第二动力件输出端连接,且设置在所述分离皮带机上方的直线模组,所述直线模组一端连接有夹烟板。
[0012]
进一步地,所述推烟部包括设置在所述机架上的第三动力件,一端与所述第三动力件输出端连接且与所述机架滑动连接的滑块,所述滑块上设置有推烟板。
[0013]
进一步地,所述弹出机构包括安装底架、第四动力件、传动件、从动组件、弹出链条
和设置在所述弹出链条上的推头以及推头推头检测开关;所述从动组件安装在底架上,通过弹出链条进行传动,传动件一端与所述从动组件的输入端连接,另一端与所述第四动力件输出端连接,所述检测开关安装在安装底架尾端。
[0014]
进一步地,所述分拣烟仓中设置有用于触发所述缓存皮带机和送料机构进行单跺烟跺补给的检测器。
[0015]
有益效果:本实用新型提供了一种可调式件烟通道分拣机,本实用新型通过在机架上依次设置上料机构、缓存皮带机、送料机构、分拣烟仓、弹出机构,通过上料机构为缓存皮带机提供烟跺,缓存皮带机将缓存烟跺输送到送料机构,由送料机构分理处单跺烟跺提供给分拣烟仓配合弹出机构进行分拣,其中分拣烟仓通过强力磁铁安装在所述弹出机构上,能够根据单跺烟跺本身的尺寸进行烟仓的调节,提高整个分拣设备的兼容性,降低了实现多种类型和规格的卷烟进行分拣的成本,提高设备本身的利用率。
附图说明
[0016]
图1为本实用新型较佳实施例的整体结构示意图;
[0017]
图2为本实用新型较佳实施例的分拣烟仓和弹出机构的装配结构示意图
[0018]
图3为本实用新型较佳实施例的弹出机构的结构示意图。
[0019]
图中标号说明:
[0020]
10、机架;21、翻斗皮带机;211、控制盒;222、连杆组件;30、缓存皮带机;41、分离皮带机;421、第二动力件;422、直线模组; 423、夹烟板;432、滑块;433、推烟板;50、分拣烟仓;51、强力磁铁;60、弹出机构;61、安装底架;62、第四动力件;63、传动件; 64、从动组件;65、弹出链条;66、推头;67、推头检测开关。
具体实施方式
[0021]
本实用新型提供一种可调式件烟通道分拣机,为使本实用新型的目的、技术方案及效果更加清楚、明确,以下对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0022]
参考图1和图2,作为本发明一种具体的实施方式,提供了一种可调式件烟通道分拣机,包括机架10、设置在所述机架10一端用于抬升烟跺的上料机构,设置在上料机构的输出端用于增加烟跺缓存量的缓存皮带机30,设置在缓存皮带机30的输出端用于实现烟跺单跺输送的送料机构,设置在输送机构的输出端用于单条件烟分拣的分拣烟仓50及将单条件烟弹到分拣线进行分拣的弹出机构60,所述分拣烟仓50通过强力磁铁安装在所述弹出机构60上。优选的,所述缓存皮带机30两侧设置有宽度可调节的导向板。
[0023]
进一步地,所述上料机构包括与所述机架10铰接的翻斗皮带机 21,具体的,铰接的时候铰链座位置采用画线定位,严格保证该座位置尺寸,否则翻斗皮带机21在升降过程中位置会出现较大偏差,影响上料角度;翻斗皮带机21由欧标铝型材框架构成其本体,所述本体上设置有支撑托板,所述支撑托板优选镀锌板,所述本体上还设置有采用端头张紧及端头驱动的驱动件,所述驱动件上套设有输送皮带,输送皮带优选加筋皮带。
[0024]
还包括一端与所述翻斗皮带机21的底部连接、另一端设置在所述机架10上的举升机构。其中所述举升机构包括安装在所述机架10 上的第一动力件,所述第一动力件的输出
端通过链条连接有连杆组件 222,所述连杆组件222一端与所述翻斗皮带机21的底部连接。连杆组件222包括鱼眼轴承、螺纹杆和紧固螺母组成,鱼眼螺纹端与螺杆螺纹端连接,采用紧固螺母进行锁紧;螺纹杆一端为正牙,一端为反牙,通过正、反牙调节长度,可快速调整翻斗位置至要求角度。
[0025]
进一步地,所述翻斗皮带机21一侧还设置有用于控制所述举升机构以实现翻斗皮带机21升降的控制盒211。所述控制盒211采用多个连接杆配合旋转轴带动操作面板实现多角度操作,提高操作的便利性,整个控制盒211安装于翻斗皮带机21左或右前方(可根据现场实际情况及操作的便利性进行调整),用来控制翻斗皮带机21的升降,按钮盒可根据操作的便利性进行旋转调节,多角度操作。
[0026]
进一步地,为了防止翻斗皮带机21在升降过程中出现安全问题,在翻斗皮带机21升降两侧设置有圆弧形防护板,保证设备运行的安全。
[0027]
进一步地,所述送料机构包括设置在所述缓存皮带机30输出端的分离皮带机41,设置在分离皮带机41上方用于将分离皮带机41 上的烟跺推到所述分拣烟仓50仓口的夹烟部,以及设置在分离皮带机41靠近分拣烟仓50一侧的推烟部。其中,所述夹烟部包括设置在所述机架10上的第二动力件421,与所述第二动力件421输出端连接、且设置在所述分离皮带机41上方的直线模组422,所述直线模组422一端连接有夹烟板423。所述推烟部包括设置在所述机架10 上的第三动力件,一端与所述第三动力件输出端连接且与所述机架 10滑动连接的滑块432,所述滑块432上设置有推烟板433。本实施例中通过伺服电机输出端通过同步带驱动直线模组422,将分离烟跺移动至分拣烟仓50仓口,然后通过气缸推动滑块432在机架10上滑动,所述推烟板433抵推单跺烟跺进入烟仓。其中夹烟机构和推烟机构在推动至最大限度后会在相应的动力件的带动下回位。
[0028]
进一步地,所述弹出机构60包括安装底架61、第四动力件62、传动件63、从动组件64、弹出链条65和设置在所述弹出链条65上的推头66以及推头66推头检测开关67;所述从动组件64安装在底架上,通过弹出链条65进行传动,传动件63一端与所述从动组件 64的输入端连接,另一端与所述第四动力件62输出端连接,所述检测开关安装在安装底架61尾端。
[0029]
结合图2,在本实施例中,第四动力件62优选为驱动电机,传动件63优选为同步传动带,从动组件64包括设置在所述安装底架 61两端的第一从动件和第二从动件。工作时,所述驱动电机的输出端将动力通过同步传动带输出给第一从动件,第一从动件通过其上套设的弹出链条65带动第二从动件转动,借此带动从检测烟仓出来的条件运动到弹出位置,借助所述推头66将烟条弹出到分拣的流水线上,以完成分拣。其中,检测开关用于检测推头66位置,确保推头 66位置的一致性。
[0030]
工作原理:人工开箱并将件烟的烟跺装入翻斗皮带机21(上烟时翻斗皮带机21在工作最低位置,低位检测开关常亮),在控制盒 211上按翻斗上升的按钮,翻斗自动上升旋转至工作位置,翻斗皮带机21启动,带动烟跺向前输送,与此同时,缓存皮带机30同时工作,将件烟跺接入到缓存段存储,缓存烟跺继续向前输送,分离皮带机41接入烟跺,当分离开关检测到烟跺到达相应位置后,缓存皮带机 30停止运行(此时烟跺分为两部分,一部分烟跺在缓存皮带机30上,一部分烟跺在分离皮带机41上),完成烟跺的分离,此时分离皮带机41会继续向前输送一段距离来实现前后烟跺的完全分离。烟跺分离完成后,分离皮带机41停止运行,位于分离皮带机41上方的夹烟机构开始动作,直线模组422在伺服电机的驱动下采
用扭矩模式向一侧运动,模组上设置的夹烟板423一起随动,夹烟板423移动时会将分离的烟跺推向出烟口侧,到达位置后停止运动并向后倒退一小段距离,为推烟机构推烟预留出空间。烟跺到达出烟口位置后,推烟机构开始动作,将烟跺推入分拣烟仓50,分拣烟仓50的烟跺在弹出机构 60的作用下一条一条的弹出到分拣线上,来实现卷烟分拣;当分拣烟仓50里面的补烟开关检测到条烟数量不足时,夹烟机构和推烟机构又开始动作,连续不断的往分拣烟草进行烟跺的补给,直至完成分拣。
[0031]
当夹烟机构将分离烟跺的最后一跺推至推烟工位时,夹烟机构迅速退工作原点,缓存皮带机30将烟跺输送至分离皮带机41,然后重复夹烟机构和推烟机构的动作,完成分拣烟仓50烟跺的补给;当缓存开关检测到缓存皮带机30段缺烟时,翻斗皮带机21开始动作,将件烟跺输送至缓存段,如此以往,连续不断完成进烟、输送、分离、夹烟、推烟和出烟等动作,直至分拣任务完成。
[0032]
一种结构简单、分拣效率高、烟仓可调、稳定可靠、生产成本低、制造精度及安装精度低、劳动强度低的可调式件烟通道分拣机及其分拣方法,该分拣机不仅可以分拣不同规格尺寸的件烟,而且还可以进行条烟分拣的自动补给,以解决现有技术中结构复杂、操作困难复杂、调节效率低、使用不方便、生产成本高、制造精度及安装精度高的问题。
[0033]
以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应所述以权利要求的保护范围为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips