
 商标分类
商标分类  商标转让
商标转让 
导管载料板的制作方法
 2021-02-18 10:02:54|
2021-02-18 10:02:54| 299|
299| 起点商标网
起点商标网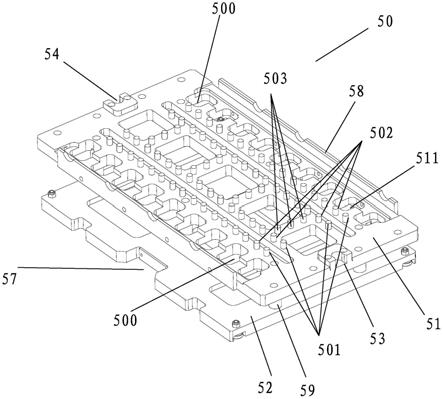
[0001]
本实用新型涉及一种导管载料板。
背景技术:
[0002]
汽车安全带牵引导管的生产一般包括打头、折弯以及冲切三个工序。参照图1至图4所示,图1的导管60通过打头机构加工成具有扩径部的导管60(图2),通过弯管机构将图2中的导管60加工成图3中的导管60,通过冲切机构将图3的导管60冲切成具有冲切部的导管60。传统的导管60成型生产线为串联式,导管60置于打头机构中打头完后,通过机械手输送至弯管机构折弯,折弯后,通过机械手输送至冲切机构进行冲切,整个生产线的灵活性较差,一旦某个工序故障后,整条生产线都需要停机,影响生产效率。
[0003]
为此,申请人设计导管成型柔性生产线,通过输送线来输送半成品的导管,为了方便导管的稳定放置和机器人准确夹持,设计了载料板。
[0004]
鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现要素:
[0005]
本实用新型的目的在于提供一种结构简易、通用性强、方便机器人取放导管、并能保证产线高效率、连续生产的导管载料板。
[0006]
为了达到上述目的,本实用新型采用这样的技术方案:
[0007]
导管载料板,包括载料板本体,载料板本体上设有多个限位柱,多个所述限位柱在所述载料板本体上排布并形成可放置第一导管的第一放料空间和可以放置第二导管的第二放料空间。
[0008]
作为本实用新型的一种优选方式,所述第一导管的形状或大小与所述第二导管不同。
[0009]
作为本实用新型的一种优选方式,所述载料板本体包括上板、下板以及连接上板与下板的连接柱,上板与下板之间形成接纳空间,上板上设有用于放置直管并对直管进行限位的第一限位机构和用于放置弯管并对弯管进行限位的第二限位机构,在所述上板上开设有供弯管部分伸至所述接纳空间的通孔。
[0010]
作为本实用新型的一种优选方式,所述载料板本体在水平方向具有相互垂直的纵向和横向,所述限位柱包括设置在所述上板上的多个第一限位柱和多个第二限位柱,第一限位柱和第二限位柱排布成所述第一限位机构,多个第一限位柱沿纵向排布,多个第二限位柱沿纵向排布,第一限位柱与第二限位柱之间形成用于放置一根所述直管的空间。
[0011]
作为本实用新型的一种优选方式,所述第一限位机构为多个,多个所述第一限位机构构成可以放置多根第一导管的所述第一放料空间,多个第一限位机构沿横向排布。
[0012]
作为本实用新型的一种优选方式,所述上板沿纵向的一端设有限位板,限位板沿横向延伸。
[0013]
作为本实用新型的一种优选方式,所述限位板设有磁吸部。
[0014]
作为本实用新型的一种优选方式,所述磁吸部为对应所述第一限位机构设置的磁铁。
[0015]
作为本实用新型的一种优选方式,所述限位柱还包括第三限位柱,第三限位柱设置在相邻所述第一限位机构之间,多个第三限位柱沿纵向排布,相邻所述第三限位柱形成用于接纳所述弯管的空间,第一限位柱、第二限位柱以及第三限位柱形成所述第二限位机构,第二限位机构为多个,多个第二限位机构构成可以放置多根第二导管的所述第二放料空间。
[0016]
作为本实用新型的一种优选方式,所述上板沿横向的两端分别设有第一定位卡槽和第二定位卡槽。
[0017]
作为本实用新型的一种优选方式,所述上板沿横向的长度大于所述下板沿横向的长度。
[0018]
作为本实用新型的一种优选方式,所述下板中嵌装有第一轴套和第二轴套。
[0019]
作为本实用新型的一种优选方式,所述载料板本体上设有可写入载料板的信息的电子标签。
[0020]
采用本实用新型的技术方案后,通过在载料板本体设置多个限位柱,形成可放置第一导管的第一放料空间和可以放置第二导管的第二放料空间。本实用新型通过限位柱的点阵式排布能够放置多种导管,使得载料板能够用于搭载不同的导管。进一步地,所述载料板本体包括上板、下板以及连接上板与下板的连接柱,上板上设有第一限位机构,可以放置直管并对直管进行限位,上板上设有第二限位机构,可以放置弯管,并对弯管进行限位,通过上板与下板之间的接纳空间,该接纳空间用于接纳弯管的一部分。本实用新型特别适用于放置安全带牵引导管,既可以放置加工中的直管,又可以放置加工后的弯管,还能方便机械手抓取和摆放导管,具有通用性强和结构简易,并能保证产线高效率、连续生产的优点。
附图说明
[0021]
图1为现有技术中未打头的直导管的结构示意图。
[0022]
图2为现有技术中打头后的直导管的结构示意图。
[0023]
图3为现有技术中弯管后的导管的结构示意图。
[0024]
图4为现有技术中冲切后的导管的结构示意图。
[0025]
图5为本实用新型中载料板中转机构的结构示意图。
[0026]
图6为图5中a处的放大图。
[0027]
图7为本实用新型中载料板中转机构的结构示意图(部分位置未放置载料板)。
[0028]
图8为本实用新型中载料板中转机构的结构示意图(其中拉料板假想地移走)。
[0029]
图9为本实用新型中载料板的结构示意图。
[0030]
图10为本实用新型中载料板的另一角度的结构示意图。
[0031]
图11为本实用新型中导管成型柔性生产线的结构示意图。
[0032]
图12为本实用新型中横移机构的结构示意图。
[0033]
图中:
[0034]
机架10
[0035]
输送线20
[0036]
第一输送线21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二输送线22
[0037]
第一横梁211
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二横梁212
[0038]
横移机构23
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一传送皮带231
[0039]
第二传送皮带232
ꢀꢀꢀꢀꢀꢀꢀꢀ
第三传送皮带233
[0040]
打头机构31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
弯管机构32
[0041]
冲切机构33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一送料机器人34
[0042]
第二送料机器人35
ꢀꢀꢀꢀꢀꢀꢀ
第三送料机器人36
[0043]
中转机构40
[0044]
第一升降机构41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二升降机构42
[0045]
接板机构43
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一顶杆411
[0046]
第二顶杆412
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接板413
[0047]
驱动气缸414
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一托板415
[0048]
第二托板416
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一导轮417
[0049]
第二导轮418
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一导轨4111
[0050]
第二导轨4121
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一气缸4191
[0051]
第二气缸4192
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一定位块4193
[0052]
第二定位块4194
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三托板431
[0053]
第四托板432
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三气缸433
[0054]
第四气缸434
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三导轮4311
[0055]
第四导流4321
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电机435
[0056]
定位气缸436
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
定位柱4361
[0057]
拉料板437
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
衔接板4371
[0058]
传动皮带438
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
导向轨439
[0059]
载料板50
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
上板51
[0060]
下板52
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一限位柱511
[0061]
第二限位柱512
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三限位柱513
[0062]
第一定位卡槽53
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二定位卡槽54
[0063]
第一轴套55
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二轴套56
[0064]
限位槽57
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
限位板58
[0065]
连接柱59
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
通孔500
[0066]
导管60
[0067]
基座71
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
挡块72
[0068]
摆动端721
[0069]
电子标签81
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
读卡器82
具体实施方式
[0070]
为了进一步解释本实用新型的技术方案,下面结合附图进行详细阐述。
[0071]
参照图1至图12,导管成型柔性生产线,包括打头机构31、弯管机构32以及冲切机构33,打头机构31、弯管机构32以及冲切机构33均为现有技术的公知结构,本实用新型将其
分配至输送线20中。在实施例中,所述打头机构31、所述弯管机构32以及所述冲切机构33均为多个,所述打头机构31、所述弯管机构32以及所述冲切机构33均对应输送线20的输送路径设置。在输送线20上设有用于放置待加工导管60的载料板50,所述输送线20为倍速链输送机构,所述倍速链输送机构呈直线型或者环形,在实施例中,所述倍速链输送机构包括第一输送线21和第二输送线22,第一输送线21和第二输送线22平行设置,第一输送线21均包括第一横梁211、第二横梁212、设置在第一横梁211和第二横梁212上的导轮(图中未示出)以及用于驱动导轮滚动的动力源,这类倍速链输送机构为公知的结构,这里不再进行详述。在第一输送线21和第二输送线22之间设有多个用于将所述载料板50从一条输送线(21或22)转移至另一输送线(22或21)的横移机构23,所述打头机构31和所述冲切机构33对应所述第一输送线21设置,所述弯管机构32对应第二输送线22设置。本实用新型提及的横移机构23能将整个载料板50从第一输送线21输送至第二输送线22,也能从第二输送线22输送至第一输送线21,并且通过中控系统的运算分析,在必要时可实现对载料板50的合理分流。横移机构23包括具有升降功能的第一传送皮带231、第二传送皮带带232以及第三传送皮带233,第一传送皮带231设置在其一输送线(21或22)上(具体设置在第一横梁211和第二横梁212之间),第二传送皮带232设置在另一输送线(22或22或21)上。第三传送皮带233设置在第一输送线21与第二输送线22之间,第一传送皮带231举升后将载料板50举升并输送至第三传送皮带233,第三传送皮带233将载料板50传送至第二传送皮带232上,第二传送皮带232下降,从而将载料板50转移至输送线。
[0072]
本实用新型还包括用于将导管60从所述打头机构31送至所述载料板50的第一送料机器人34、用于将导管60从所述载料板50送至所述弯管机构32和将导管60从所述弯管机构32送至所述载料板50的第二送料机器人35以及用于将导管60从所述载料板50送至所述冲切机构33的第三送料机器人36,第一送料机器人34、第二送料机器人35以及第三送料机器人36均具有夹持导管60并转移导管60的功能,可以直接从市面上购买。
[0073]
本实用新型提出了一种导管载料板50,包括载料板本体,载料板本体上设有多个限位柱,多个所述限位柱在所述载料板本体上排布并形成可放置第一导管的第一放料空间和可以放置第二导管的第二放料空间。本实用新型中,限位柱根据导管的形状进行排布,限位柱可以采用点阵式排布,多个限位柱围成了用于放置第一导管且限制第一导管在一定方向移动的第一放料空间,多个限位柱围成了用于放置第二导管且限制第二导管在一定方向移动的第二放料空间,载料板本体沿水平方向设置,载料板本体的上表面限制导管向下移动,限位柱可以限制导管在水平面移动,或者使得导管在水平面仅能进行小幅度的移动,通过机械手可以将导管从载料板本体中抓起。本实用新型中,第一导管和第二导管可以相同,此时载料板50可以放置相同的导管,本实用新型中,所述第一导管的形状或大小也可以与所述第二导管不同,也即载料板可以放置不同的导管。
[0074]
本实用新型中,载料板50可以采用单层结构,也可以采用多层结构,载料板50可以采用铝质载料板50,以降低载料板50的重量。作为一种优选方式,所述载料板50包括载料板本体,所述载料板本体包括上板51、下板52以及连接上板51与下板52的连接柱59,上板51与下板52平行设置,上板51与下板52之间形成接纳空间,上板51上设有用于放置直管并对直管进行限位的第一限位机构和用于放置弯管并对弯管进行限位的第二限位机构,在所述上板51上开设有供弯管部分伸至所述接纳空间的通孔500。
[0075]
作为本实用新型的一种优选方式,作为本实用新型的一种优选方式,所述上板51沿横向的长度大于所述下板52沿横向的长度,所述下板52架设在所述倍速链输送机构的导轮上,倍速链输送机构的导轮转动从而带动上板51移动,实现载料板50的输送,所述上板51的两端高出倍速链输送机构并伸出倍速链输送机构。
[0076]
作为本实用新型的一种优选方式,所述载料板本体在水平方向具有相互垂直的纵向和横向,在实施例中,纵向即第一输送线21和第二输送线22的输送方向,横向即横移机构23的输送方向。所述限位柱包括设置在所述上板51上的多个第一限位柱511和多个第二限位柱512,第一限位柱511和第二限位柱512排布成所述第一限位机构,多个第一限位柱511沿纵向排布,多个第二限位柱512沿纵向排布,第一限位柱511与第二限位柱512之间形成用于放置一根所述直管的空间。
[0077]
作为本实用新型的一种优选方式,所述第一限位机构为多个,多个第一限位机构沿横向排布,从而形成多个放置直管的空间,例如在实施例中,每个载料板50可以放置8根直导管60。
[0078]
作为本实用新型的一种优选方式,所述上板51沿纵向的一端设有限位板58,限位板58沿横向延伸,限位板58用于限制直导管60从该端滑出。
[0079]
作为本实用新型的一种优选方式,所述限位板58设有磁吸部。作为本实用新型的一种优选方式,所述磁吸部为对应所述第一限位机构设置的磁铁,磁铁固定在限位板58上,也可以采用具有磁性的限位板58,当直导管60放置在第一限位柱511与第二限位柱512之间时,可以被磁铁吸附,从而抵顶在限位板58上,从而实现直导管60的准确定位,方便第二送料机器人35准确地抓取。
[0080]
作为本实用新型的一种优选方式,所述限位柱还包括第三限位柱513,第三限位柱513设置在相邻所述第一限位机构之间,多个第三限位柱513沿纵向排布,相邻所述第三限位柱513形成用于接纳所述弯管的空间,第一限位柱511、第二限位柱512以及第三限位柱513形成所述第二限位机构,在实施例中,第二限位机构为多个,第三限位柱513设置在载料板50沿纵向的中部,在实施例中,每个第一限位机构有四个第一限位柱511和四个第二限位柱512,每个第二限位机构包含了三个第三限位柱513。在实施例中,每个载料板50可以放置8根弯导管。
[0081]
作为本实用新型的一种优选方式,所述上板51沿横向的两端分别设有第一定位卡槽53和第二定位卡槽54,第一定位卡槽53设置在载料板50沿纵向的中部,第二定位卡槽54设置在载料板50沿纵向的中部。第一定位卡槽53配合下面将要介绍到的第一定位块4193设置,第二定位卡槽54配合下面将要介绍到的第二定位块4194设置。
[0082]
作为本实用新型的一种优选方式,所述下板52的下表面的中部嵌装有第一轴套55和第二轴套56,第一轴套55对应下面将要介绍到的定位柱4361设置,第二轴套56对应下面将要介绍到的另一定位柱4361设置。
[0083]
本实用新型还提出了一种载料板中转机构40,载料板50中转机构40包括机架10、设置在机架10上的接板机构43、用于将所述载料板50从所述输送线20举升至接板机构43的入口端的第一升降机构41以及用于将所述载料板50从所述接板机构43的出口端转移至所述输送线20的第二升降机构42,第一升降机构41和第二升降机构42分设在所述接板机构43的两侧,所述接板机构43上设有用于将载料板50从所述接板机构43的入口端向所述出口端
移动的纵移机构。
[0084]
作为本实用新型的一种优选方式,所述第一升降机构41和所述第二升降机构42均包括用于支撑所述载料板50的一端的第一托板415、用于支撑载料板50的另一端的第二托板416、与第一托板415连接的第一顶杆411、与第二托板416连接的第二顶杆412、连接第一顶杆411与第二顶杆412的连接板413以及用于带动连接板413上下运动的驱动气缸414,第一托板415和第二托板416沿水平方向平行设置,且均沿输送线20的输送方向设置,第一顶杆411和第二顶杆412均沿竖直方向设置。
[0085]
作为本实用新型的一种优选方式,所述机架10上设有第一导轨4111和第二导轨4121,所述第一顶杆411可上下滑动地设置在第一导轨4111中,所述第二顶杆412可上下滑动地设置在第二导轨4121中,所述驱动气缸414的缸体与所述机架10固定连接,所述驱动气缸414的活塞杆与所述连接板413固定连接。
[0086]
作为本实用新型的一种优选方式,所述第一托板415上设有多个用于引导所述载料板50滑动的第一导轮417,所述第二托板416上设有多个用于引导所述载料板50滑动的第二导轮418,在所述第一托板415上设有用于对所述载料板50进行定位的第一定位块4193,第一定位块4193与第一气缸4191连接,在所述第二托板416上设有用于对所述载料板50进行定位的第二定位块4194,第二定位块4194与第二气缸4192连接,第一气缸4191和第二气缸4192的缸体均固定在机架10上。在驱动气缸414动作前,第一定位块4193伸入第一定位卡槽53,第二定位块4194伸入第二定位卡槽54,从而实现载料板50的定位,之后,带动载料板50进行升降。
[0087]
作为本实用新型的一种优选方式,所述接板机构43包括用于供所述载料板50的两端架设的第三托板431和第四托板432,第三托板431和第四托板432安装在所述机架10上,第三托板431和第四托板432设置在所述机架10上并形成放板空间,放板空间至少具有用于放置两个所述载料板50的第一工位和第二工位,第一工位的载料板50用于放置待加工的导管60,第二工位用于放置进行相应加工后的导管60,在实施例中,有放置三个载料板50的工位,第三个工位放置备用载料板50。
[0088]
作为本实用新型的一种优选方式,所述第三托板431上设有用于引导所述载料板50滑动的第三导轮4311,所述第四托板432上设有用于引导所述载料板50滑动的第四导轮4321,在所述第三托板431上设有用于对所述载料板50进行定位的第三定位块4311,第三定位块与第三气缸433连接,在所述第四托板432上设有用于对所述载料板50进行定位的第四定位块4321,第四定位块4321与第四气缸434连接。第三定位块4311卡入第一定位卡槽53,第四定位块4321卡入第二定位卡槽54,从而实现载料板50的定位,使得机器人可以准确、顺利取放导管。在本实用新型中,第一工位和第二工位上均设有定位块及相应的气缸。
[0089]
作为本实用新型的一种优选方式,所述纵移机构包括拉料板437、用于引导拉料板437在所述第一升降机构41和所述第二升降机构42来回移动的导向轨439、用于实现载料板50与所述拉料板437定位的定位机构以及用于驱动拉料板437在导向轨439上移动的驱动机构,导向轨439沿输送线20的输送方向设置。
[0090]
作为本实用新型的一种优选方式,所述驱动机构包括设置在所述机架10上的电机435、安装在所述机架10上的传动轴(挡住,未示出)以及套设在传动轴和电机435的输出轴上的传动皮带438,所述拉料板437与所述传动皮带438固定连接,具体是拉料板437固定在
衔接板4371上,衔接板4371固定在传动皮带438上,在机架10上还设有导向轨439,导向轨439沿水平方向延伸,衔接板4371可滑动地设置在导向轨439上,当载料板50放置在第三托板431和第四托板432上时,拉料板437位于载料板50的下方,通过电机435的正反转带动载料板50进行纵向移动。
[0091]
作为本实用新型的一种优选方式,所述定位机构包括设置在所述载料板50上的多个定位气缸436,在实施例中,显示了6个定位气缸436,3个对应第三托板431的一侧设置,3个对应第四托板432的一侧设置,定位气缸436的活塞杆上设有定位柱4361,定位气缸436安装在拉料板437的下方,定位柱4361向上伸出拉料板437的上表面,在所述载料板50设有与定位柱4361配合的定位孔(即上述的第一轴套55和第二轴套56),当两根定位柱4361分别伸入第一轴套55和第二轴套56时,实现载料板50与拉料板437的定位,此时拉料板437的运动可以带动载料板50从第一升降机构41的第一托板415和第二托板416上转移至第三托板431和第四托板432上,或者推动载料板50从第三托板431和第四托板432转移至第二升降机构42的第一托板415和第二托板416上。
[0092]
本实用新型还提出导管柔性线中控系统,包括控制器、打头机构31、弯管机构32以及冲切机构33、中转机构40、打标机构、信息处理器、第一送料机器人34、第二送料机器人35、第三送料机器人36、输送线20、横移机构23、电子标签81、读卡器82等,控制器作为总控制部分,中转机构40、第一送料机器人34、第二送料机器人35、第三送料机器人36、输送线20、横移机构23相应的电控部分构成各分控部分,总控制部分设置触摸屏进行总体操作,各分控部分也根据需要设置触摸屏,方便对各机构进行操作使用。
[0093]
打头机构31、弯管机构32以及冲切机构33等均与控制器连接,其中,控制器可以采用公知的plc或者人机交互界面控制系统,其均可以为电控领域中相对比较成熟的控制器,本实用新型涉及的各电气元件均可以连接至控制器上。
[0094]
本实用新型中,载料板50上设有可写入载料板50的信息的电子标签81,在输送线20上设有与电子标签81对应的读卡器82,输送线20和读卡器82均连接至所述控制器。本实用新型的中控系统具有自动计数、记忆及识别等功能,能实现载料板50的智能分配。
[0095]
载料板50的信息例如包括:盘号(载料板50的id)、图号(产品号)、打头站号、弯管站号、冲切站号。载料板50在经过对应工作站(打头、弯管以及冲切)后,会进行相应位置的数据修改。空载料板50的信息则除了id外,其余均为00,假设no1载料板50为空盘,则数据为01.00.00.00.00,经过打头2号工作站(加工565产品)后,出来的载料板50信息为01.565.02.00.00,依此类推其他关系。作为本实用新型的一种优选方式,所述电子标签81为rfid电子标签81,所述读卡器82为rfid读卡器82。
[0096]
本实施例中,还包括用于将导管60从所述打头机构31送至所述载料板50的第一送料机器人34、用于将导管60从所述载料板50送至所述弯管机构32和将导管60从所述弯管机构32送至所述载料板50的第二送料机器人35以及用于将导管60从所述载料板50送至所述冲切机构33的第三送料机器人36,所述第一送料机器人34、所述第二送料机器人35以及所述第三送料机器人36均连接至所述控制器。
[0097]
作为本实用新型的一种优选方式,所述输送线20的行走路径上设有用于对所述载料板50进行暂时定位的挡料机构。作为本实用新型的一种优选方式,所述挡料机构设置在所述载料板50的下方,所述挡料机构包括基座7、铰接在基座7上的挡块72以及用于带动挡
块72上下摆动的顶升气缸73,挡块72的一端铰接在基座7上,挡块72的另一端为可活动的摆动端721,顶升气缸73的活塞杆连接在摆动端721上。
[0098]
作为本实用新型的一种优选方式,所述载料板50上对应所述摆动端721设有限位槽57。当需要使得载料板50停止在输送线20的某个位置时,顶升气缸73向上推动摆动端721,使得摆动端721向上转动,载料板50运动至摆动端721处,限位槽57卡在摆动端721处。
[0099]
作为本实用新型的一种优选方式,所述打头机构31、所述弯管机构32以及所述冲切机构33均为多个,所述打头机构31、所述弯管机构32以及所述冲切机构33均对应输送线20的输送路径设置,所述输送线20的行走路径上设有载料板中转机构40结构如上述所述介绍。每个所述打头机构31对应设置一个载料板50中转机构40,每个所述弯管机构32对应设置一个载料板50中转机构40,每个所述冲切机构33对应设置一个载料板50中转机构40。作为本实用新型的一种优选方式,每个所述载料板50中转机构40的进口端对应设置一个所述挡料机构。
[0100]
采用本实用新型的中控系统,总控控制流程:
[0101]
1、直管在打头机构31上打头后,通过第一送料机器人34送料至载料板50中,流入倍速链输送机构。具体是:
①
打头机构31前的rfid读卡器82读取到载料板50上电子标签的信息,判断当前盘号为空载料板,并经总控运算分析,确认为需求盘;
②
第一升降机构41将空载料板50送到一定高度;
③
通过纵移机构自动将空载料板50送至放料位置,并自动备料一个空载料板50;
④
第一送料机器人34通过夹取打头机构加工后的直管(半成品),放置到中转机构40放料位置的空载料板50中;
⑤
整盘放置完毕后,载料板50通过第二升降机构42放置倍速链输送线中,备料位置的载料板50自动移至放料位置。
[0102]
2、带有直管的载料板50移动到弯管机构32处,通过第二送料机器人35转移至弯管机构32中进行弯管加工,之后再通过第二送料机器人35将弯管后的导管60放置空载料板50中,流入倍速链输送机构。具体是:
①
弯管机构32前的rfid读卡器82读取到载料板50信息,经总控运算分析判断,确认当前盘号为需求盘;
②
第一升降机构41将载料板50送到一定高度,通过纵移机构移动载料板50至取料位置;
③
中转机构40第一次工作会先自动先取一个空载料板50,并通过纵移机构将空载料盘送至放料位置,接着再取一个带有直管的载料板50至取料位置,接下来再取一个带有直管的载料板50至备料位置;
④
第二送料机器人35通过夹取直管放置到弯管机,弯管后的成品放置到放料位置的载料板50;
⑤
直管取完之后,弯管机构32自动将放料位置的载料板50通过纵移机构移动至第二升降机构42,第二升降机构42将载料板50下放到倍速链输送机构中。
[0103]
3、带有弯管的载料板50移动到冲切机构33处,通过第三送料机器人36将导管60送至冲切机构33进行加工。具体是:
①
冲切机构33前的rfid读卡器82读取到载料板50信息,经总控运算分析判断,确认当前盘号为需求盘;
②
第一升降机构41将载料板50送到一定高度;
③
通过纵移机构自动将带有弯管的载料板50送至取料位置,并自动备料一个带有弯管的载料板50;
④
第三送料机器人36通过夹取弯管放置到冲切机构33进行加工。
[0104]
4、冲切后的导管自动送入打标机构,通过总控管控打标信息,进行打标,打标后送入半成品储料箱。
[0105]
本实用新型的产品形式并非限于本案图示和实施例,任何人对其进行类似思路的适当变化或修饰,皆应视为不脱离本实用新型的专利范畴。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips