
 商标分类
商标分类  商标转让
商标转让 
一种自动化真空运输系统的制作方法
 2021-02-18 06:02:56|
2021-02-18 06:02:56| 125|
125| 起点商标网
起点商标网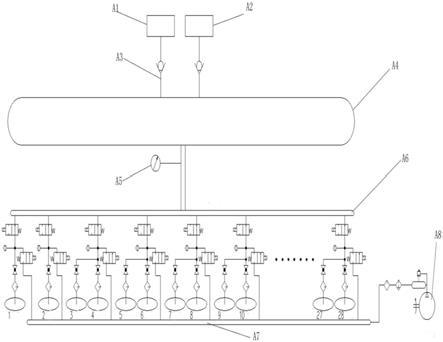
[0001]
本实用新型涉及钢板运输技术领域,具体涉及一种自动化真空运输系统。
背景技术:
[0002]
现有的对钢板进行吊运的运输系统一般均采用真空方式进行吸附与释放,而其中主要的真空方式包括端部分张型与四周分张型。
[0003]
端部分张型真空系统的吸盘沿钢板中心线布置,靠近钢板端部的吸盘与其它吸盘预留高度差,利用弹簧的压缩变形以及钢板自身重力,形成一定的高度差,提升机构上升时,钢板头部先起吊,钢板弯曲变形,便于钢板分张;四周分张型的吸盘沿钢板中心线分两列布置,沿钢板宽度方向的两个吸盘互为一组,可根据目标钢板的宽度,自动调整每组吸盘之间的距离,吸盘靠近钢板两侧边缘。由于吸盘分布在钢板两侧,在吸附完钢板、提升机构上升时,由于钢板自重会产生变形,形成钢板两侧先起吊,中心线后起吊的状态,由此实现分张。
[0004]
以上方式中,端部分张型依靠高度差分张,分张率大概在98%左右,无法做到100%,且出现吸取多张钢板的情况后,系统只能停止运行,等待多余钢板依靠自重克服两张钢板之间的负压而脱落,等待时间与钢板之间的粘合程度密切相关,无法确定具体数据,影响生产线效率;而四周分张型依靠钢板变形进行分张,宽、薄钢板的变形较为明显,而钢板宽度较窄且厚度较厚时,变形量很小,分张率不理想。
[0005]
同时,现有的真空运输系统多个吸盘共用同一真空回路,且同时工作,当其中有1个或多个吸盘吸空或者存在漏气情况,将导致整个真空系统破坏,钢板无法吸附成功或者吸附成功后存在掉落的隐患,降低生产线效率,并可能造成严重事故。
技术实现要素:
[0006]
针对现有技术存在的上述问题,本实用新型提出一种分张可靠、效率高,并且安全性高、灵活性高的自动化真空运输系统。
[0007]
本实用新型采用以下技术方案:
[0008]
一种自动化真空运输系统,包括真空罐、真空吸盘、空压机,多个真空吸盘沿中心线分列布置,相对的真空吸盘互为一组,每组真空吸盘单独构成一个真空回路;所述每组真空吸盘既与真空罐连接,又与空压机连接;所述真空回路内设置真空检测装置;所述真空罐连接多个真空泵;所述运输系统端部还设有中心距可调节的真空吸盘组;所述真空吸盘均通过挠性接头与液压油缸连接;所述液压油缸上设有测距传感器。
[0009]
进一步地,所述真空吸盘通过常闭型空气阀连接真空罐,并通过常开型放气阀连接空压机。
[0010]
进一步地,所述真空罐内设有真空压力传感器。
[0011]
进一步地,所述中心距可调节的真空吸盘组中的每一个真空吸盘具有单独的真空回路,其动作独立控制。
[0012]
进一步地,所述真空罐与真空泵之间通过单向阀相连。
[0013]
进一步地,所述真空吸盘的末端设有光电感应开关。
[0014]
进一步地,所述真空吸盘的真空回路上还设有手动球阀。
[0015]
进一步地,所述真空吸盘通过挠性接头与液压油缸连接。
[0016]
本实用新型的有益效果如下:
[0017]
(1)本实用新型的分张策略结合端部分张与四周分张的优势,并可加入振动冲击,提高了钢板分张的可靠性,缩短了分张的等待时间,提高了生产效率。
[0018]
(2)本实用新型中的各个真空吸盘组单独构成一条真空回路,真空运输系统局部失效并不会导致整体失效,可及时切断异常回路而不破坏系统真空度,确保作业过程持续执行,降低了故障停机概率,减少了故障停机时间,安全性高,提高生产效率。
[0019]
(3)本实用新型真空回路的设计足够精巧,并且设置测距传感器、光电感应开关等一系列装置,系统自动化程度高,灵活性高。
附图说明
[0020]
图1为本实用新型真空运输系统原理示意图;
[0021]
图2为本实用新型真空吸盘布局示意图;
[0022]
图3为本实用新型真空吸盘布局示意图。
具体实施方式
[0023]
下面结合附图以及实施例对本实用新型作进一步说明。在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“轴向”、“径向”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0024]
如图1-3所示,本实用新型提出一种自动化真空运输系统,该真空运输系统主体由真空泵、真空罐a4、真空吸盘以及空压机a8组成。
[0025]
其中如图2、3所示,多个真空吸盘沿一中心线分为两列布置,相对的两个真空吸盘互为一组,即沿钢板宽度方向的两个吸盘互为一组;而在真空运输系统的端部,即上述多组真空吸盘的最外侧,还设有一组中心距可调节的真空吸盘,本实施例中,该组真空吸盘中的两吸盘分别为1号吸盘和2号吸盘,而其余多组真空吸盘依次序命名为3-28号吸盘;其中3-28号吸盘的中每一组组成一个相对独立且完整的真空回路,每一组吸盘由控制系统分别控制;而1号吸盘、2号吸盘均单独构成一个真空回路,其吸取与释放动作各自独立。
[0026]
具体地,如图1所示,真空吸盘通过常闭型空气阀连接真空罐a4,并通过常开型放气阀连接空压机a8,真空罐通过单向阀a3连接两个真空泵a1、a2,真空罐内设有真空压力传感器a5,真空泵启停由控制系统根据真空压力传感器a5反馈的信号进行控制,真空罐内真空度大于96%时停止工作,当一个真空泵出现故障时,系统自动切换另一台真空泵投入运行,同时发出故障报警;而真空吸盘的具体作业方式如下:吸取钢板时,常闭空气阀和常开放气阀失电,吸盘内腔与真空罐连通,形成负压后完成钢板吸附作业;释放钢板时,常闭空
气阀和常开放气阀同时得电,吸盘内腔与空压机的高压管a7连通,形成正压,高压空气反吹以释放钢板。
[0027]
本实用新型的真空吸盘均通过挠性接头与液压油缸连接,通过液压油缸进行提升;其中1、2、3、4号吸盘的液压油缸设置测距传感器,可实时检测吸盘下降高度;具体工作过程中,根据待吸取钢板的厚度以及现场实际需要,工作人员推算出1-4号吸盘之间需要的高度差,并在控制系统内进行设定,1-4号吸盘在下降过程中,测距传感器不断反馈吸盘的下降距离,控制系统根据反馈的信息控制1-4号吸盘形成合理的高度差,保证钢板一头先起吊,便于钢板分张;当遇到钢板分张困难的情况,控制系统可控制液压油缸上下振动,利用钢板自重分张的同时,增加振动冲击,缩短分张等待时间,提高生产效率;控制系统并非每次吸取都控制液压油缸上下振动,具体而言,控制系统内预先设定了单块钢板的重量值,若吸取过程中,实际测得吸取钢板的重量大于预设值30%以上,控制系统即可推测吸盘吸取了多块钢板,需要进行分张,而后控制液压油缸进行上下振动;同时,本实施例中,1、2号吸盘根据需要可以自动调节中心距,使吸盘的吸力分布更加合理,便于吊取钢板,故本申请提出的技术方案结合了端部分张方案和四周分张的优势。
[0028]
如上所述,本实用新型的1、2号吸盘的吸取和释放动作独立控制,从3、4号吸盘开始,两两一组,由系统分别控制,并且每个真空回路内设置真空检测装置,故本实用新型可针对故障情形进行应变,当某组吸盘出现吸空或漏气时,控制系统根据反馈信号,在钢板重量允许的安全范围内,自动切断该回路,不破坏整个真空系统。同时每个吸盘设置一个手动球阀,在电磁阀出现故障时,可手动关闭该吸盘,不影响系统正常作业。
[0029]
同时,由于不同规格的钢板长度不一样,导致吸盘使用的数量不同,不需要使用的吸盘必须提升到安全位置。吸盘升降采用液压油缸控制,1-6号吸盘正常情况下默认使用,同时可人工手动控制。8、10、12、14、16、18、20、22、24、26、28号吸盘末端设置光电感应开关,提升机构下降吸板过程中,检测不到钢板的那组吸盘自动提升并关闭真空阀。
[0030]
显然,上述实例仅仅是为清楚地说明本实用新型的技术方案所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
 热门咨询
热门咨询




tips