
 商标分类
商标分类  商标转让
商标转让 
组装设备和容器组装系统的制作方法
 2021-02-18 00:02:38|
2021-02-18 00:02:38| 161|
161| 起点商标网
起点商标网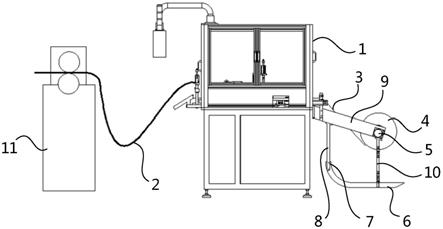
[0001]
本实用新型涉及容器组装技术领域,尤其涉及一种组装设备和容器组装系统。
背景技术:
[0002]
为了提高容器盖的密封性,容器盖的内部通常会装有内垫。内垫可以通过压装机将金属薄膜片根据盖子的大小冲剪切获得,压装机还可以将内垫压装到盖子中。
[0003]
金属薄膜片的原料为卷膜,经过剪切需要的部分后,剩余的原料带则作为剩余料带。为了方便收集剩余料带,相关技术中的压装机出口设有通过气缸驱动的切刀,当剩余料带经过压装机的出口时,由切刀将剩余料带切断,切成一段段较短的料带,断开后的剩余料带自由落至剩余料带的收集框中,然后通过人工清理,装箱。
[0004]
在压装机正常运行时,如果每分钟产生的剩余料带以6米为例进行计算,切刀切割后每一小段的长度为200mm,那每分钟就会产生有30个小段,这些小段的剩余料带散乱落到框中,需要员工定时清理,除了增加员工的劳动量,同时还会因剪切剩余料带产生料带碎屑,造成成品盖子被污染。另外,切刀安装在压装机的外部,平均2秒动作一次,遇到剩余料带堵料时,如果通过人工现场处理会非常危险,一不小心就可能发生安全事故,因此具有较大的安全隐患。还有一点是,切刀采用气缸进行驱动,还会产生较大的噪声污染。
[0005]
需要说明的是,公开于本实用新型背景技术部分的信息仅仅旨在增加对本实用新型的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术实现要素:
[0006]
本实用新型实施例提供一种组装设备和容器组装系统,采用收卷的方式收集剩余料带,可以提高安全性,且不会产生碎屑污染容器盖。
[0007]
根据本实用新型的一个方面,提供一种组装设备,包括:
[0008]
压装机,被配置为从原料带上剪切出与容器盖匹配的内垫,并将内垫装入容器盖中,其中剪切后的原料带形成剩余料带;
[0009]
收料转盘,设置于压装机的下游,被配置为收卷剩余料带;和
[0010]
驱动装置,与收料转盘驱动连接以驱动收料转盘转动。
[0011]
在一些实施例中,组装设备还包括接料托盘,收料转盘的收卷速度小于或等于压装机输出剩余料带的速度,接料托盘设置在压装机的出口且位于收料转盘的下方,接料托盘用于接收尚未被收卷的剩余料带。
[0012]
在一些实施例中,组装设备还包括检测装置,检测装置用于检测收料转盘中是否存在剩余料带,检测装置与驱动装置信号连接,驱动装置被配置为根据检测装置的检测结果开启或关闭。
[0013]
在一些实施例中,组装设备还包括与压装机的外壳连接的第一安装板,检测装置安装在第一安装板上,接料托盘安装在第一安装板的远离第一安装板与压装机连接点的一
端。
[0014]
在一些实施例中,第一安装板竖直设置。
[0015]
在一些实施例中,组装设备还包括与压装机的外壳连接的第二安装板,驱动装置安装在第二安装板上。
[0016]
在一些实施例中,第二安装板自压装机输出剩余料带的出口倾斜向下布置。
[0017]
在一些实施例中,收料转盘的设置高度低于压装机输出剩余料带的出口高度。
[0018]
在一些实施例中,驱动装置包括电机。
[0019]
根据本实用新型的另一个方面,提供一种容器组装系统,包括上述的组装设备。
[0020]
基于上述技术方案,本实用新型实施例中在压装机的下游设有收料转盘,可以通过收料转盘的旋转将剩余料带收卷起来,相比于相关技术中采用切刀切断剩余料带的方案来说,本实用新型采用直接将剩余料带收卷起来的方案,可以避免切刀带来的安全隐患,提高安全性;还可以避免切断剩余料带时产生的碎屑,减少对容器盖的污染。
附图说明
[0021]
此处所说明的附图用来提供对本实用新型的进一步理解,构成本申请的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
[0022]
图1为本实用新型组装设备一个实施例的结构示意图。
[0023]
图中:
[0024]
1、压装机;2、原料带;3、剩余料带;4、收料转盘;5、驱动装置;6、接料托盘;7、检测装置;8、第一安装板;9、第二安装板;10、承托架;11、第一输送装置。
具体实施方式
[0025]
下面将结合本实用新型实施例中的附图,对实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0026]
在本实用新型的描述中,需要理解的是,术语“中心”、“横向”、“纵向”、“前”、“后”、“左”、“右”、“上”、“下”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
[0027]
如图1所示,在本实用新型提供的组装设备的一个实施例中,该组装设备包括压装机1、收料转盘4和驱动装置5,压装机1被配置为从原料带2上剪切出与容器盖匹配的内垫,压装机1还可以将内垫装入容器盖中,其中剪切后的原料带2形成剩余料带3,收料转盘4设置于压装机1的下游,收料转盘4被配置为收卷剩余料带3,驱动装置5与收料转盘4驱动连接以驱动收料转盘4转动。
[0028]
在上述实施例中,压装机1的下游设有收料转盘4,可以通过收料转盘4的旋转将剩余料带3收卷起来,相比于相关技术中采用切刀切断剩余料带的方案来说,本实用新型采用
直接将剩余料带收卷起来的方案,可以避免切刀带来的安全隐患,提高安全性;还可以避免切断剩余料带时产生的碎屑,减少对容器盖的污染。
[0029]
收料转盘4通过驱动装置5进行驱动,可以提高收卷效率,减少人工参与。收料转盘4将剩余料带3收卷成卷,可以做到较长时间的收集,有利于降低人工处理的频率,减轻单位时间内的人工劳动量。
[0030]
在一些实施例中,组装设备还包括接料托盘6,收料转盘4的收卷速度小于或等于压装机1输出剩余料带3的速度,接料托盘6设置在压装机1的出口且位于收料转盘4的下方,接料托盘6用于接收尚未被收卷的剩余料带3。
[0031]
在压装机1的运行过程中,压装机1剪切出内垫后压装内垫的位置和容器盖的位置是相对固定的,如果收料转盘4的收卷速度大于压装机1输出剩余料带3的速度,可能会造成压装位置和容器盖位置的错位,导致压装失败,因此将收料转盘4的收卷速度设置为小于或等于压装机1输出剩余料带3的速度,可以避免压装机1的压装位置和容器盖的位置出现错位,有效保证压装机1的压装效率。
[0032]
将收料转盘4的收卷速度设置为小于或等于压装机1输出剩余料带3的速度,就会出现已从压装机1中输出但尚未被收料转盘4收卷的剩余料带3,通过设置接料托盘6,可以承接这部分剩余料带3,避免这部分剩余料带3发生缠绕影响收卷或者掉到地面上沾染杂质等。
[0033]
在压装机1正常运行,容器盖的供应也正常的情况下,压装操作持续进行,剩余料带3不断被输出,收料转盘4持续旋转,剩余料带3不断地被收卷起来,并且由于收料转盘4的收卷速度小于或等于压装机1输出剩余料带3的速度,因此正常情况下接料托盘6中是有剩余料带3存在的。
[0034]
如果压装机1停机或者容器盖的供应不足时,压装机1会减少或停止剩余料带3的输出,此时如果收料转盘4持续旋转,接料托盘6中的剩余料带3会逐渐减少,直至剩余料带3逐渐被拉紧(如图1所示的状态,接料托盘6中不存在剩余料带3,剩余料带3上升并被拉紧),接下来如果收料转盘4继续旋转,则会从压装机1提前将剩余料带3拉出,这种情况下会破坏压装机1的压装位置和容器盖的位置之间的匹配关系,造成压装失败,降低产品合格率。
[0035]
在一些实施例中,组装设备还包括检测装置7,检测装置7用于检测收料转盘4中是否存在剩余料带3,检测装置7与驱动装置5信号连接,驱动装置5被配置为根据检测装置7的检测结果开启或关闭。
[0036]
通过设置检测装置7,可以在检测到收料转盘4中不存在剩余料带3时使驱动装置5关闭,从而使收料转盘4停止旋转,这样可以避免剩余料带3被提前拉出,影响压装位置和容器盖位置的匹配关系,进而影响产品的合格率。
[0037]
在一些实施例中,组装设备还可以包括控制器,检测装置7和驱动装置5均与控制器电连接,通过控制器接收检测装置7的检测结果,并根据检测结果控制驱动装置5的开闭。
[0038]
在一些实施例中,检测装置7可以采用光电开关等。
[0039]
在一些实施例中,组装设备还包括与压装机1的外壳连接的第一安装板8,检测装置7安装在第一安装板8上,接料托盘6安装在第一安装板8的远离第一安装板8与压装机1连接点的一端。
[0040]
通过设置第一安装板8,便于安装检测装置7和接料托盘6。接料托盘6呈盘子形状,
接料托盘6的承接面与水平面平行,以便接收和暂存剩余料带3。
[0041]
在一些实施例中,第一安装板8竖直设置。这样设置可以节省占用空间,使组装设备的整体结构更加紧凑。
[0042]
在一些实施例中,收料转盘4的设置高度低于压装机1输出剩余料带3的出口高度。这样设置的好处是可以方便卷收,剩余料带3从压装机1输出后自然下垂,然后再通过收料转盘4收卷。
[0043]
在一些实施例中,组装设备还包括与压装机1的外壳连接的第二安装板9,驱动装置5安装在第二安装板9上。
[0044]
通过设置第二安装板9,可以保证驱动装置5的安装稳定性,保证驱动装置5的运行可靠性。
[0045]
在一些实施例中,第二安装板9自压装机1输出剩余料带3的出口倾斜向下布置。这样设置可以为使收料转盘4的设置位置低于压装机1的输出剩余料带3的出口高度提供条件。
[0046]
在一些实施例中,驱动装置5包括电机。驱动装置5采用电机,可以避免采用气缸而存在的噪音污染问题。
[0047]
在一些实施例中,组装设备还包括承托架10,驱动装置5可以通过承托架10进行支撑,进一步保证驱动装置5的运行平稳性。
[0048]
在一些实施例中,组装设备还包括第一输送装置11,第一输送装置11用于将原料带2输送至压装机1的进口。
[0049]
在一些实施例中,组装设备还可以包括第二输送装置(图中未示出),第二输送装置用于将容器盖输送至压装机1内,以在压装机1剪切出内垫后将内垫压装到容器盖内。
[0050]
第一输送装置11和第二输送装置可以采用输送链条或者输送皮带等。
[0051]
下面结合图1对本实用新型组装设备一个实施例的工作过程进行说明:
[0052]
原料带2由第一输送装置11输送至压装机1的料带进口,然后压装机1滚剪出内垫,并与盖输送转盘配合将内垫压装进入容器盖内,完成压装后,产生剩余料带3(由原料带2被剪去内垫后形成),至压装机1的剩余料带出口。
[0053]
剩余料带3从压装机1的出口输出后,自然下垂至接料托盘6,当检测装置7检测到接料托盘6中存在剩余料带3时,驱动装置5启动,驱动收料转盘4旋转,以便剩余料带3按照正确方向输送至收料转盘4中。当检测装置7检测到接料托盘6中不存在剩余料带3时,驱动装置5停止运转,收料转盘4停止旋转,以保证压装机1的压装位置与容器盖位置的对应关系。
[0054]
通过对本实用新型组装设备多个实施例的说明,可以看到本实用新型组装设备实施例采用收卷的方式收集剩余料带,省略切刀,解决了需要人工短时间频繁处理剩余料带的问题,减少人工单位时间的劳动量;采用不间断卷剩余料带的方式,不会有切断剩余料带而产生的碎屑,因此不会污染容器产品;还可以避免安全事故的发生;通过电机驱动收料转盘,不使用气缸,减少气动元件的使用,杜绝了压缩空气产生的噪声。
[0055]
基于上述的组装设备,本实用新型还提出一种容器组装系统,该容器组装系统包括上述的组装设备。
[0056]
在一些实施例中,容器组装系统还可以包括拧盖装置,拧盖装置用于将容器盖旋
拧到容器本体上,以完成容器的组装。
[0057]
上述各个实施例中组装设备所具有的积极技术效果同样适用于容器组装系统,这里不再赘述。
[0058]
最后应当说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其限制;尽管参照较佳实施例对本实用新型进行了详细的说明,所属领域的普通技术人员应当理解:在不脱离本实用新型原理的前提下,依然可以对本实用新型的具体实施方式进行修改或者对部分技术特征进行等同替换,这些修改和等同替换均应涵盖在本实用新型请求保护的技术方案范围当中。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips