
 商标分类
商标分类  商标转让
商标转让 
一种卷轴、卷材卡爪组件以及卷材机器人的制作方法
 2021-02-17 21:02:57|
2021-02-17 21:02:57| 197|
197| 起点商标网
起点商标网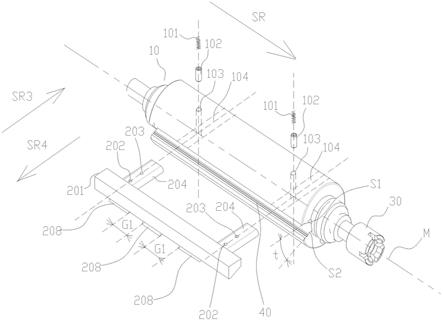
[0001]
本实用新型涉及一种卷轴、卷材卡爪组件以及卷材机器人。
背景技术:
[0002]
卷材、带材(例如薄膜、蜡纸等)的收卷,常常将卷材的起始端固定于卷轴后,卷轴转动而将卷材卷起,关于将卷材的起始端固定于卷轴技术中,中国专利201610016797.3公开了一种带材收卷装置,其卷轴设计为:于卷轴(料辊) 的轴向方向设置卡槽,另设一与卡槽配合的插板,使用的时候,使带材敷设在卷轴(料辊)表面,因此在插板插入卷轴(料辊)的卡槽内时,正对于卡槽开口的插板就会将带材一同压入,实现带材在卷轴(料辊)上的固定。其中,卡槽槽壁上设置锁柱,锁柱的一端设置在卡槽槽壁上开设的固定孔内,固定孔内设置有压缩弹簧,插板上与锁柱相对应的位置处设置有用于插设锁柱的锁孔,锁柱沿卷轴的轴向方向在卡槽的槽壁上间隔设置。锁柱突出于卡槽槽壁的一端设置成尖刺状。
[0003]
以上现有技术中,当卷材被插板压入卡槽的过程中,锁柱的尖刺状自由端被来此侧面的力顶推以对插板的插入固定孔内收缩避让,当锁柱与插板上锁孔位置相对应时,锁柱复位插设至锁孔内,并且将卷材刺破后,锁住的尖刺状自由端进入固定孔,从而对插板进行锁紧。该技术中,卷材被插板压入卡槽的过程中,所述的阻力过大,尖刺状的锁柱容易变钝,影响使用寿命,另外卷材及其容易被尖刺状的锁住划破;后期卷材的使用过程中,当卷材被使用完后,被尖刺状锁柱钉住的卷材边沿不方面拆卸还原。
技术实现要素:
[0004]
为解决上述问题,本实用新型提供了一种卷轴、卷材卡爪组件以及卷材机器人。
[0005]
本实用新型的卷轴的轴向方向开设卡槽,所述卡槽截面包括向卷轴外轮廓延伸的第一侧壁s1和第二侧壁s2,第一侧壁s1和第二侧壁s2在与卷轴外轮廓交汇处形成进出口p;所述卡槽内设置两块以上平行于卷轴轴向方向分布的夹块,相邻的夹块之间间隔距离g1;所述夹块可移动,以使夹块与所述卡槽的第一侧壁s1或者第二侧壁s2相抵或分离。
[0006]
在一些具体实施方式中,所述卷轴开设第一通槽,所述第一通槽贯穿卷轴的外轮廓,并且第一通槽的一端开口位于卡槽内;还包括夹板以及连接于夹板的插销,所述夹块固定于夹板;所述插销在第一通槽内滑动,以带动夹板进入或者离开卡槽,从而带动夹块与所述卡槽的第一侧壁s1或者第二侧壁s2相抵或者分离。
[0007]
在一些具体实施方式中,还包括顶柱和弹性件;
[0008]
所述卷轴设置与顶柱匹配的安装孔,安装孔与第一通槽连通;所述插销设置第一凹孔和第二凹孔;所述插销在第一通槽内滑动,当插销带动夹板进入卡槽后,弹性件将顶柱压入第一凹孔;当插销带动夹板离开卡槽后,弹性件将顶柱压入第二凹孔。
[0009]
在一些具体实施方式中,所述卡槽第一侧壁s1和第二侧壁s2相对倾斜形成夹角t;所述插销在第一通槽内的滑动方向平行于第一侧壁s1或者第二侧壁 s2。
[0010]
在一些具体实施方式中,所述卷轴还包括连接头;所述连接头一端连接于卷轴,另
一端设置配合孔,所述配合孔的端部设置一个以上定位槽,定位槽与配合孔连通并且配合孔朝向端部开口。
[0011]
本实用新型还提供了一种卷材卡爪组件,包括:第一卡板和第二卡板,所述第一卡板设置第一间隙d1,第二卡板设置与所述第一间隙d1正对的第二间隙 d2,第一卡板和第二卡板之间还设置供卷材经过的缝隙;卷材于第一卡板和第二卡板之间的缝隙经过,第一卡板和第二卡板可相互靠近或者背离以夹紧或者松开卷材。
[0012]
在一些具体实施方式中,所述第一卡板水平固定,第二卡板端部可转动;第二卡板转动以靠近或者背离第一卡板,从而夹紧或者松开卷材。
[0013]
本实用新型还提供了一种卷材机器人,包括:以上任一项所述的卷轴以及以上任一项所述的卷材卡爪组件;其中,所述卷材卡爪组件与卷轴的卡槽正对;
[0014]
卷材经过卷材卡爪组件的第一卡板和第二卡板之间的缝隙,第一卡板和第二卡板相互靠近将卷材端部夹紧后,第一卡板和第二卡板同时移动进入卡槽,并且,夹块位于第一间隙d1和第二间隙d2上方,夹块移动将卷材压在第一侧壁s1或者第二侧壁s2后,所述第一卡板和第二卡板放松并且退出所述卡槽。
[0015]
采用卷材卡爪组件,使用的时候,卷材卡爪组件夹持卷材的起始端后送入卡槽,然后卡槽内的夹块移动,夹块将卷材起始端按压,也使卷材的起始端与所述卡槽的第一侧壁s1或者第二侧壁s2相抵,最后卷材卡爪组件松开并且反方向退出卡槽,卡爪组件进入卡槽时候,卡爪刚好进入相邻的夹块之间间隔的距离g1内空间,当夹块将卷材压紧后,卡爪夹紧卷材的力可以放松,以便于卡爪退出卡槽。相比于现有技术,本技术方案没有采用尖状部的锁柱刺破卷材以固定卷材,可以避免卷材被插板压入卡槽的过程中,所述的阻力过大,尖刺状的锁柱容易变钝,也可以避免卷材被尖刺状的锁住划破;其便于卷材卡爪组件将抓紧的卷材端部送进卡槽——卡槽内的夹块将卷材压紧在卡槽的第一侧壁s1 或者第二侧壁s2——卷材卡爪组件松开推出卡槽,这个夹紧工作流程更为可靠以及便捷,并且,后期卷材的使用过程中,当卷材被使用完后,只需要使夹块松开,便可以轻松将卷材端部拉出,还原卷轴的初始工作状态,以重复利用卷轴。
附图说明
[0016]
图1为本实用新型一实施方式的卷轴立体示意图;
[0017]
图2为图1中卷轴外轮廓的卡槽位置示意图;
[0018]
图3为本实用新型一实施方式的夹块固定于夹板的位置关系示意图;
[0019]
图4为本实用新型一实施方式的卷轴的截面示意图;
[0020]
图5-图7为本实用新型一实施方式的卷轴的工作原理示意图;
[0021]
图8为本实用新型一实施方式的卷轴的定位和转动工作原理示意图;
[0022]
图9和图10为本实用新型一实施方式的卷材卡爪组件结构示意图;
[0023]
图11和图12为本实用新型一实施方式的卷材机器人结构示意图;
[0024]
图13为图1中所述的卷轴中插销在第一通槽内滑动工作原理示意图;
[0025]
图14为卷材进入卷材卡爪组件工作原理示意图;
[0026]
图15为图12中的y处局部放大示意图。
具体实施方式
[0027]
以下参考附图,对本实用新型予以进一步地详尽阐述。
[0028]
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
[0029]
在实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接连接,可以说两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在实用新型的具体含义。下面结合附图和实施例对实用新型的技术方案做进一步的说明。
[0030]
参考图1-3,本实用新型提供的卷轴的轴向方向开设卡槽40,所述卡槽40 截面包括向卷轴外轮廓延伸的第一侧壁s1和第二侧壁s2,第一侧壁s1和第二侧壁s2在与卷轴外轮廓交汇处形成进出口p;所述卡槽40内设置两块以上平行于卷轴轴向方向(图1中箭头sr所示)分布的夹块208,相邻的夹块208之间间隔距离g1;所述夹块208可移动,以使夹块208与所述卡槽40的第一侧壁 s1或者第二侧壁s2相抵或分离。
[0031]
这里所述的卷轴截面可以是圆形、方形、多边形等形状,卷轴的外轮廓指的是卷轴的轴向轮廓。
[0032]
使用的时候,匹配卷材卡爪组件,该卷材卡爪组件可以包括:第一卡板504 和第二卡板505,所述第一卡板504设置第一间隙d1,第二卡板505设置与所述第一间隙d1正对的第二间隙d2(优选地,第一间隙d1和第二间隙d2距离相等),第一卡板504和第二卡板505之间还设置供卷材经过的缝隙g5;其中第一间隙d1和第二间隙d2大小优选相等,且第一间隙d1和第二间隙d2的大小为大于或者等于夹块208的宽度b,参考图1和图7,使用的时候,使第一卡板504 和第二卡板505正对于卷轴的卡槽40,例如,卡槽40水平朝向,则第一卡板 504和第二卡板505水平设置,其中,第一卡板504和第二卡板505之间设置缝隙g5,并且第一卡板504和第二卡板505之间可以相互夹紧或者松开,更具体地说,第一卡板504和第二卡板505可以相互竖直移动从而相互靠近或者远离,以实现夹紧或者松开,在另外一个实施例中,参考图9和图10,也可以设计成第一卡板504水平固定,第二卡板505的一端可绕着转轴78转动,第二卡板505 的另一端为自由端,第二卡板505的转动可以实现靠近(图10所示)或者远离 (图9所示)第一卡板504,以实现夹紧或者松开。
[0033]
参考图7,第一卡板504和第二卡板505处在放松的状态下(图9所示),卷材的起始端e于第一卡板504和第二卡板505之间的缝隙g5经过后,第一卡板504和第二卡板505相互靠近以夹紧卷材。当需要将卷材卷起的时候,气缸伸缩杆503伸长,从而将夹持着卷材起始端e的第一卡板504和第二卡板505 移动送入卡槽40,相互夹紧的第一卡板504和第二卡板505插入夹块208之间的间隔g1(卷材起始端e处于夹块208和第一侧壁s1或者第二侧壁s2之间),然后卡槽40内的夹块208移动(或者下压),从而将卷材起始端e压在第一侧壁s1或者第二侧壁s2,此时,相互夹紧的第一卡板504和第二卡板505并拢且位于夹块208之间的间隔g1,也就是说,卷材起始端e被夹块208压住,而第一卡板504和第二卡板505没被压住,此后,第一卡板504和第二卡板505可以相背移动而松动,以放松夹紧卷材起始端e的夹紧力,最后,第一卡板504 和第二卡板505沿着原路退出,卷材起始端e留在了卡槽40内并被夹块208
夹紧,卷轴转动,便可以将卷材卷起,由于夹块208位于卡槽40内,夹块208并不会导致被卷起的卷材鼓起。另外,该卷轴卷好的卷材在后期使用的时候,当用完时,只需要使夹块208移动,使其与所述卡槽40的第一侧壁s1或者第二侧壁s2分离,便可以解除对卷材起始端e的按压,可以轻松将卷材起始端e从卡槽40扯出来,无需其他人为干涉,也便于一些自动化应用场景,其应用举例场景如中国专利cn201911091512.2以及中国专利cn201911091513.7所提及。
[0034]
对于夹块208在卡槽40内的移动,本实用新型提供的一实施例如下:
[0035]
参考图1到图6,所述卷轴开设第一通槽104(第一通槽104的数量不限制,其为了使插销滑动平稳,可以设置多个,为了滑动的平稳,本实用新型的图例中设置了两个第一通槽104,以及相应地设置两个插销),所述第一通槽104贯穿卷轴的外轮廓,并且第一通槽104的一端开口t2位于卡槽40内;还包括夹板201以及连接于夹板201的插销204,如果使用第二侧壁s2,即需要将卷材起始端e压在第二侧壁s2,则所述夹块208固定于夹板201背面并且夹块208 和卡槽40内的第二侧壁s2正对(当卷材起始端e位于夹块208和第二侧壁s2 之间,夹板201便可以将卷材起始端e压在第二侧壁s2上);所述插销204在第一通槽104内滑动,以带动夹板201进入或者离开卡槽40,从而带动夹块208 与所述卡槽40的第二侧壁s2相抵或者分离,只要夹块208和卡槽40上的第二侧壁s2相抵(或者,根据设计,使夹块208和第一侧壁s1相抵,此时将卷材起始端e送到第一侧壁s1和夹块208之间),则可以将位于第一侧壁s1或者第二侧壁s2与夹块208之间的卷材起始端e夹紧(当然,为了增加夹紧力,还可以在第一侧壁s1或者第二侧壁s2上设置条纹或者纹理,以增加摩擦力)。
[0036]
参考图1,本实用新型以夹块208和第二侧壁s2相抵作为举例说明,夹块 208可以固定于夹板201背面,以便于夹块208与卡槽40的底面(即第二侧壁 s2)相抵,当插销204在卡槽40内移动,移动方向如图1中箭头sr4所示,夹板201带动夹块208朝着卡槽40外移动,夹块208被送出卡槽40,如图6所示,此时,第一卡板504和第二卡板505可以沿着平行于第二侧壁s2的方向将夹紧的卷材起始端e送入卡槽40;然后,插销204在卡槽40内反方向移动,移动方向如图1和图5中的箭头sr3所示,夹板201带动夹块208朝着卡槽40内移动,夹块208进入卡槽40并且和卡槽40的底面(即第二侧壁s2)相抵,以将卷材起始端e压在卡槽40内。
[0037]
对于夹块208在卡槽40内的移动方式设计,还可以使夹块208在竖直方向上移动以和第二侧壁s2贴合或者离开,只要使夹块208可以和第二侧壁s2相抵或者离开第二侧壁s2即可,此方案中,可以在夹块208上升离开第二侧壁s2 时候,将卷材起始端e送入卡槽40内的第二侧壁s2和夹块208之间的空间,以便于夹块208下压将卷材起始端e压在第二侧壁s2上。
[0038]
以上所述插销204在第一通槽104内滑动,动力可以来源于气缸的伸缩杆推动,具体方案如下,参考图5,设置第一气缸291以及第二气缸292,第一气缸291的伸缩杆正对第一通槽104(第一通槽104贯穿卷轴的外轮廓,并且第一通槽104的一端开口t2位于卡槽40内,则第一通槽104的另一端开口t1位于卷轴的外轮廓上,只需要将第一气缸291的伸缩杆正对位于卷轴的外轮廓上的那个开口,可以称为第二开口t1,如图4所示),卷轴可以转动调整,使第二开口t1与第一气缸291的伸缩杆正对,此时,第二气缸292的伸缩杆也正对着卡槽40内的夹板201。
[0039]
第一气缸291的伸缩杆伸长,则可以顶推第一通槽104内的插销204端部,使插销
204在第一通槽104内滑动,从而夹板201被顶出卡槽40,使夹块208 与所述卡槽40的第一侧壁s1或者第二侧壁s2分离,以便于第一卡板504和第二卡板505将夹紧的卷材起始端e送入卡槽40内,然后,第二气缸292的伸缩杆顶推夹板201使夹板201反方向移动进入卡槽40,从而夹板201被带入卡槽 40压住位于卡槽40内的卷材起始端e。
[0040]
以上,第一气缸291和第二气缸292可以设置成可移动形式,随着卷材的成卷,直径变大,第一气缸291和第二气缸292移动,以避免触碰卷材,或者第一气缸291和第二气缸292也可以设置成静止形式,此时,他们的伸缩杆应该满足,在伸缩杆处于回缩状态下,卷材处于最大直径时候,伸缩杆不触碰到卷材。以上动力设置可以便于卷轴的切换,尤其是在自动化作业中,其找准了位置,以便于将卷材起始端e夹紧,第一气缸291和第二气缸292缩回,不影响卷材的卷起。
[0041]
更优地,参考图4、图5和图6,还包括顶柱102和弹性件101;所述卷轴设置与顶柱102匹配的安装孔103,安装孔103与第一通槽104连通,优先选择安装孔103的轴线与第一通槽104的轴线垂直;所述插销204设置第一凹孔202 和第二凹孔203;所述插销204在第一通槽104内滑动,当插销204带动夹板 201进入卡槽40后,弹性件101将顶柱102压入第一凹孔202;当插销204带动夹板201离开卡槽40后,弹性件101将顶柱102压入第二凹孔203。顶柱102 的端部可以是圆球形,插销204在第一凹孔202和第二凹孔203侧壁的推顶过程中可以缩回,如此设计可以具有进一步固定的夹块208的效果,当他们到达所设计的位置时候,可以锁住,防止其松动滑脱。
[0042]
进一步地,所述卡槽40的第一侧壁s1和第二侧壁s2相对倾斜形成夹角t (或者第一侧壁s1水平,第二侧壁s2倾斜成锐角、直角或者钝角);所述插销 204在第一通槽104内的滑动方向平行于第一侧壁s1或者第二侧壁s2。
[0043]
参考图1、图2和图13,以插销204在第一通槽104内的滑动方向平行于第一侧壁s1为例进行说明,此实施例中,夹块208与第二侧壁s2相对,夹块 208可以远离或者靠近第二侧壁s2,以实现与所述卡槽40的第二侧壁s2分离或者相抵,图13中所示,当插销204在第一通槽104内的滑动方向平行于第一侧壁s1,滑动方向如图13中箭头sr4方向所示,插销204将夹板201往卡槽 40之外推出时,位于夹板201上的夹块208也跟随被推出逐渐与第二侧壁s2分离(远离),随着夹板201在箭头sr4方向的移动,夹块208和第二侧壁s2之间的间隙g3逐渐增大,以便于夹带着卷材起始端e的第一卡板504和第二卡板505从间隙g3进入卡槽40,其中,间隙g3的最终大小由插销204在第一通槽 104内的滑动行程设计所确定。
[0044]
参考图1和图8,所述卷轴还包括连接头30;所述连接头30一端连接于卷轴,另一端设置配合孔302,所述配合孔302的端部设置一个以上定位槽301,定位槽301与配合孔302连通并且配合孔302朝向端部开口。配合孔302可以为圆孔,其轴线和卷轴的回转中心线重合,定位槽301可以为径向分布于配合孔302端部并且定位槽301朝向配合孔302端部外侧开口。
[0045]
参考图8,在使用的时候,可以设置一根与定位槽301匹配的拨杆801,拨杆801设计成可以旋转(可以由电机带动旋转,如图8中箭头t5所示)同时也可以平移(可以由气缸驱动电机的平移,从而带动拨杆801平移,如图8中t4 箭头所示),实际的应用中,卷轴可以单独放置于一支架,使卷轴的连接头30 的配合孔302正对拨杆801(可以通过人工放置或者自动输送线将卷轴输送卷轴到某一特定位置,该位置正好使配合孔302与拨杆801正对),当需要将卷材卷入卷轴的时候,控制拨杆801慢速朝向t4的方向靠近连接头30移动的同时,拨杆
801慢速沿着t5箭头方向转动,拨杆801靠近配合孔302,当拨杆801转动到正对定位槽301位置,拨杆801进入定位槽301,则拨杆801可以带动卷轴转动(当拨杆801经过一定时间后,还未能带动卷轴转动,则说明拨杆801未进入定位槽301,可以控制拨杆801沿着t4反方向退出到初始位置后,重新一边沿着t5转动,一边沿着t4移动,以最终拨杆801进入定位槽301带动卷轴 11转动为止),一方面可以带动卷轴微转,以调整卡槽40的方向,使卡槽40正对卷材卡爪组件,同时使卷轴的第二开口t1与第一气缸291的伸缩杆正对,与此同时,第二气缸292的伸缩杆顶推夹板201也正对,以将卷材起始端e送入卡槽,也可以给卷轴提供转动动力以将卷材卷起,当卷材卷起作业完成后,控制拨杆801沿着t4的反方向退出脱开卷轴即可,该设计可以根据需要控制旋转动力自动脱开或者配合卷轴,即满足卷轴的特定位置(例如卡槽、第二开口t1) 朝向特定方位的要求,放置卷轴的时候,无需考虑卷轴卡槽40的径向朝向问题 (卡槽、第二开口t1的朝向),可以随机放置卷轴,最后由拨杆801进行调节,也可以满足缠绕卷材需要,当卷材卷完后,也便于手动或者设计成自动模式将卷完卷材的卷轴送出。
[0046]
更具体地,参考图12和图15,可以在用于支撑卷轴的支撑座591(可以设计成向上的“v”型开口用于支撑卷轴)侧壁设置第一传感器518,在卷轴侧壁设置与第一传感器518对射互感的信号接收装置538(或者凹孔),在卷轴和电机动力配合后,电机驱动卷轴转动调整方向,以使第一通槽104和第一气缸291 的伸缩杆正对的过程中,当卷轴转动,卷轴上的信号接收装置538(或者凹孔) 和第一传感器518正对,则电机停止驱动卷轴转动,此时,卷轴上的第一通槽 104的开口t1和第一气缸291的伸缩杆正对,第一气缸291的伸缩杆伸长,则可以顶推第一通槽104内的插销204端部,使插销204伸长,从而夹板201被顶出卡槽40,使夹块208与所述卡槽40的第一侧壁s1或者第二侧壁s2分离,以便于第一卡板504和第二卡板505将夹紧的卷材起始端e送入卡槽40内,然后,第二气缸292的伸缩杆顶推夹板201使夹板201反方向移动进入卡槽40,从而夹板201被带入卡槽40压住位于卡槽40内的卷材起始端e。
[0047]
进一步地,支撑座591还可以设置第二传感器528,参考图12和图15所示,夹板201被顶出卡槽后,电机驱动卷轴继续转动,当卷轴转动到被顶出的夹板 201侧壁挡住第二传感器528信号后,第二传感器528传递信号给电机,电机停止转动,此位置状态下,卡槽40正好水平(正对卷材卡爪组件)以等待卷材卡爪组件将卷材起始端e送入卡槽40,同理,此状态下,通过空间布局设计,第二气缸292也正对夹板201,以在卷材起始端e被送入卡槽40后,第二气缸292 将夹板201顶入卡槽40而将卷材起始端e夹紧。
[0048]
另外,参考图9、图10和图14,本实用新型还提供了一种卷材卡爪组件,包括:第一卡板504和第二卡板505,所述第一卡板504设置第一间隙d1,第二卡板505设置与所述第一间隙d1正对的第二间隙d2,第一卡板504和第二卡板505之间还设置供卷材经过的缝隙g5;卷材于第一卡板504和第二卡板505 之间的缝隙g5经过,第一卡板504和第二卡板505可相互靠近或者背离以夹紧或者松开卷材。该第一卡板504和第二卡板505与本实用新型的卷轴配合使用,具体的原理以及效果请参考上文。
[0049]
更优地,如图14所示,所述第一卡板504水平固定,第二卡板505端部可向下转动;第二卡板505转动以靠近或者背离第一卡板504,从而夹紧或者松开卷材。当需要夹持卷材r1,第二卡板505端部在第三气缸718的带动下绕着转轴78向下转动,以使第一卡板504和第二卡板505打开,卷材r1由箭头sr7 方向经过第一卡板504和第二卡板505之间的缝隙g5的过程中,进入缝隙g5 的卷材向下舒展并且搭在第二卡板505,相比于将第二卡板505设置成
水平方向的方式,本向下倾斜的第二卡板505可防止卷材在向前推送的过程中褶皱,当卷材r1的起始端进入第一卡板504和第二卡板505之间的缝隙g5后,第三气缸718向上推第二卡板505,使第二卡板505靠近第一卡板504背面,从而将位于第一卡板504和第二卡板505之间缝隙g5的卷材起始端e夹紧,此后,卷材卡爪组件(包括第三气缸718)可以在夹板推杆503的作用下向前推送(同时卷材放卷),从而第一卡板504和第二卡板505夹持卷材r1的卷材起始端e向前推送进入卷轴的卡槽40,这个过程中,正对的第一间隙d1和第二间隙d2与夹块208相对,当夹块208下压时候,夹块208压住正对的第一间隙d1和第二间隙d2处的卷材,而不会压住第一卡板504和第二卡板505,当卡槽40的夹块 208将进入卡槽40内的卷材起始端e夹住,第三气缸718泄气,或者稍微松弛,以放松对卷材起始端e的夹持后,夹板推杆503反方向移动,第一卡板504和第二卡板505退出卡槽40,此时,卷材起始端e留在卷轴的卡槽40并被夹块 208夹紧,原路反方向退出卡槽40的第一卡板504和第二卡板505可以起到引导卷材r1的目的,即,当卷轴转动卷起卷材的时候,卷材经过第一卡板504和第二卡板505之间的缝隙g5后被卷起,为了更好地引导卷材r1,第三气缸718 可以适当移动,以调整第二卡板505的水平面。
[0050]
另外,本实用新型还提供了一种卷材机器人,包括:以上所述的卷轴以及所述的卷材卡爪组件;其中,所述卷材卡爪组件与卷轴的卡槽40正对;
[0051]
卷材经过卷材卡爪组件的第一卡板504和第二卡板505之间的缝隙g5,第一卡板504和第二卡板505相互靠近将卷材起始端e夹紧后,第一卡板504和第二卡板505同时移动进入卡槽40,并且,夹块208位于第一间隙d1和第二间隙d2上方,夹块208移动将卷材压在第一侧壁s1或者第二侧壁s2后,所述第一卡板504和第二卡板505放松并且退出所述卡槽40。本实用新型的卷材机器人工作原理如下:
[0052]
参考图1-图15,要求将缠绕于卷材转轴60上的卷材卷入卷轴1上,或者其他设备生产出来的卷材被牵引后卷入卷轴1上(参考图11和图12),卷材r1 经过引导轴601后经过卷材卡爪组件50中的第一卡板504和第二卡板505之间的缝隙g5,使卷材r1的卷材起始端e搭落在第二卡板505上,上述过程中,第一次需要将卷材r1缠绕于卷轴1上的时候可以由人工干预将卷材起始端e拉入第一卡板504和第二卡板505之间的缝隙g5,参考图14,此后,第三气缸718 伸缩杆伸长顶推第二卡板505,第二卡板505绕着转轴78转动,从而第二卡板505向第一卡板504并拢,如此,卷材起始端e被第一卡板504和第二卡板505 夹紧,等待将卷材缠绕于卷轴1上。
[0053]
参考图12,当需要开始往卷轴1上缠绕卷材时候,将卷轴1放置于支撑座 591上(通过输送带自动输送,或者其他机械手自动将卷轴1抓取支撑座591),并且使卷轴1的卡槽40和第一卡板504和第二卡板505正对(此过程可以是人工调整,可以理解为卷轴可拆卸安装于一电机转轴上,此时,当卡槽40朝向第一卡板504和第二卡板505时候,第一气缸291的伸缩杆正对第一通槽104,同理,第二气缸292的伸缩杆也正对着卡槽40内的夹板201;上述卡槽40的朝向,也可以采用连接于卷轴1的旋转动力自动调节,具体原理参考上文所述,至于卡槽40的启闭以及卡槽40、第一通槽的朝向调节也参考上述原理),卡槽40的夹块208伸出以留出空间等待第一卡板504和第二卡板505带着卷材起始端e 进入卡槽40,气缸伸缩杆503伸长而将夹持着卷材起始端e的第一卡板504和第二卡板505向前推进进入卷轴1的卡槽40,然后夹块208缩回卡槽40,从而将卷材起始端e压在卡槽40的第一侧壁s1或者第二侧壁
s2,起到固定卷材起始端e于卡槽40内的作用,需要说明的是,由于相邻的夹块208之间留有间隔 g1,而第一卡板504和第二卡板505设置正对的第一间隙d1和第二间隙d2,当夹块208缩回卡槽40的时候,夹块208的位置恰好在正对第一间隙d1和第二间隙d2之间,第一卡板504和第二卡板505的位置恰好在夹块208之间的间隔 g1处,因此,夹块208只将卷材起始端e压在卡槽40的第一侧壁s1或者第二侧壁s2,而未压住第一卡板504和第二卡板505,此时,第三气缸718泄气,第一卡板504和第二卡板505之间的夹紧力消失,或者卡槽40在设计的时候可以预留一定的空间,使位于卡槽40内的相互夹合的第一卡板504和第二卡板505 可以稍微打开,以便于第一卡板504和第二卡板505夹持卷材起始端e的夹紧力消失,然后气缸伸缩杆503反方向缩回,带动第一卡板504和第二卡板505 归位,此时,卷材r1经过第一卡板504和第二卡板505的缝隙g5并由第一卡板504和第二卡板505定位和引导,卷轴1的转动便可以将卷材卷起,当卷轴1 卷到所需的量的卷材后,卷材停止放卷,第一卡板504和第二卡板505夹紧,并且第一卡板504和第二卡板505前方设置切刀将卷轴1和第一卡板504和第二卡板505前方末端之间的卷材r1切断,当卷材r1被切断后,缠绕于的卷材转轴60上的卷材的卷材起始端e还被第一卡板504和第二卡板505夹紧,以待下一循环向另外一个卷轴1自动输送并且缠绕卷材。循环上述工作便可以将卷材缠绕在不同的卷轴1上。
[0054]
图中,描述位置关系仅用于示例性说明,不能理解为对本专利的限制;显然,本实用新型的上述实施例仅仅是为清楚地说明实用新型所作的举例,而并非是对实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在实用新型权利要求的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips