
 商标分类
商标分类  商标转让
商标转让 
一种叉车门架总成的制作方法
 2021-02-17 18:02:52|
2021-02-17 18:02:52| 449|
449| 起点商标网
起点商标网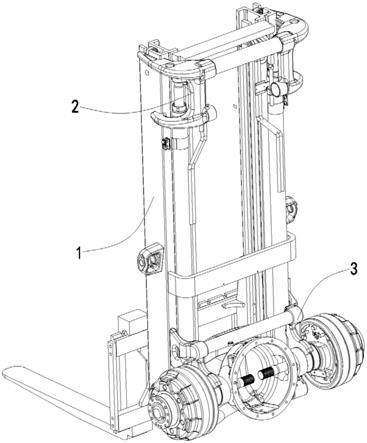
[0001]
本实用新型涉及叉车技术领域,尤其涉及一种叉车门架总成。
背景技术:
[0002]
叉车门架,是叉车作业时对货物进行堆垛的执行部件,目前叉车门架的结构主要由框架、上横梁及下横梁组成。现有的上横梁及下横梁多采用钢板拼焊方案,为满足强度和刚度要求,门架横梁由多块冲压钢板拼焊而成,形状轮廓表现为宽、厚等特点。钢板切割、拼装焊接工序复杂;焊接应力大,强度低,产品容易变形,尺寸不稳定,最终表现为产品性能仅初步满足整车要求,材料利用率低,制造成本高,生产效率低,产品竞争力低。
技术实现要素:
[0003]
有鉴于此,本实用新型提出了一种叉车门架总成,用来解决现有叉车门架存在横梁焊接应力大、强度低、易变形、材料利用率低的问题。
[0004]
本实用新型的技术方案是这样实现的:本实用新型提供了一种叉车门架总成,包括:
[0005]
外门架;
[0006]
上横梁总成,所述上横梁总成包括两个结构对称的上横梁件,两个上横梁件之间连接有第一连接件;
[0007]
下横梁总成,所述下横梁总成包括两个结构对称的下横梁件,两个下横梁件之间连接有第二连接件;
[0008]
其中,所述上横梁件为内部中空的精铸件,下横梁件为实心精铸件,上横梁件及下横梁件分别与外门架进行焊接式连接。
[0009]
在上述技术方案的基础上,优选的,所述上横梁件包括第一铸件、第二铸件及第三铸件,所述第一铸件及第二铸件均呈弯折状,第一铸件及第二铸件内均设置有空腔,第一铸件的上端部开设有与空腔相连通的第一开孔,第二铸件的上端部开设有与空腔相连通的第二开孔,所述第二开孔上设置有挡盖,第一铸件及第二铸件的下端部均设置有与外门架进行配合的焊接部,第三铸件呈空心杆状,第三铸件的两端分别与靠近第一开孔处的第一铸件及靠近第二开孔处的第二铸件一体化连接,第一连接件呈空心管状,第一连接件的两端分别与两个上横梁件上的第一开孔进行焊接。
[0010]
在上述技术方案的基础上,优选的,所述焊接部呈“l”型缺口设置,包括水平焊接面及竖直焊接面,所述水平焊接面用于与外门架的顶面进行焊接,所述竖直焊接面用于与外门架的侧面进行焊接,所述水平焊接面和竖直焊接面的边缘处均设置有倒角。
[0011]
在上述技术方案的基础上,优选的,所述第一铸件的下端部上设置有第一减重孔,所述第一减重孔上方所在的第一铸件上设置有吊装孔。
[0012]
在上述技术方案的基础上,优选的,所述第二开孔所在的第二铸件上设置有用于固定油路管道的安装座,所述安装座上还开设有用于安装叉车链条拉杆的第一安装孔。
[0013]
在上述技术方案的基础上,优选的,所述下横梁件包括铸件本体,所述铸件本体的下方连接有支撑件,所述支撑件底部设置有与外门架顶面焊接的贴合面,所述铸件本体的上方两端部分别开设有用于装配第二连接件的第一连接座及第二连接座,第一连接座与第二连接座中间所在的铸件本体上设置有用于装配驱动桥的卡环,第二连接座下方设置有用于安装叉车油缸的安装板,所述安装板上开设有用于固定油缸的第二安装孔。
[0014]
在上述技术方案的基础上,优选的,所述第二连接件包括无缝管及异形管,第一连接座上开设有与无缝管相连接的第一插接孔,第二连接座上开设有与异形管相连接的第二插接孔。
[0015]
在上述技术方案的基础上,优选的,所述支撑件中部上开设有u型槽,所述支撑件的两端分别开设在有第二减重孔,所述卡环与第二连接座之间所在的铸件本体上开设有第三减重孔。
[0016]
在上述技术方案的基础上,优选的,所述铸件本体底部与支撑件之间设置有若干第一加强筋,所述卡环与第二连接座之间设置有至少一个第二加强筋。
[0017]
在上述技术方案的基础上,优选的,所述贴合面上设置有至少两个定位柱,所述外门架顶面设置有与定位柱相配合的定位孔。
[0018]
本实用新型的相对于现有技术具有以下有益效果:
[0019]
本实用新型公开的叉车门架总成,通过设置覆膜砂壳型铸造工艺技术的精铸件加钢管焊接成型而成,精铸件结构消除了冲压件焊接应力大、强度低、易变形的问题,装配尺寸通过加工精度保证,有效地提高了产品尺寸稳定性;此外,通过产品结构合理布置优化,提高了材料利用率,有效地降低了产品的制造成本,提升了产品的竞争力,极大程度满足了非汽车产品的性能要求。
附图说明
[0020]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0021]
图1为现有技术中的上横梁的结构示意图;
[0022]
图2为现有技术中的下横梁的结构示意图;
[0023]
图3为本实用新型所公开的叉车门架总成的立体结构示意图;
[0024]
图4为本实用新型所公开的上横梁总成的结构示意图;
[0025]
图5为本实用新型所公开的上横梁件的结构示意图;
[0026]
图6为本实用新型所公开的下横梁总成的结构示意图;
[0027]
图7为本实用新型所公开的下横梁件的结构示意图;
[0028]
图8为本实用新型下横梁总成与外门架装配结构示意图。
具体实施方式
[0029]
下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部
的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
[0030]
如图1和2所示,为现有技术中公开的叉车门架总成中的上横梁及下横梁结构示意图,上横梁及下横梁均采用多块冲压钢板拼焊而成,形状轮廓表现为宽、厚等特点。钢板切割、拼装焊接工序复杂;焊接应力大,强度低,产品容易变形,尺寸不稳定。
[0031]
为此,本实用新型实施例公开了一种叉车门架总成,来解决现有技术中存在的问题。
[0032]
如图3所示,本实用新型实施例公开了一种叉车门架总成,包括:
[0033]
外门架1;
[0034]
上横梁总成2,包括两个结构对称的上横梁件21,两个上横梁件21为内部中空的精铸件,两个上横梁件21之间连接有第一连接件22;
[0035]
下横梁总成3,包括两个结构对称的下横梁件31,两个下横梁件31为实心精铸件,两个下横梁件31之间连接有第二连接件32;
[0036]
上横梁件21焊接固定在外门架1上端,下横梁件31焊接固定在外门架1 下端。
[0037]
采用上述技术方案,上横梁件21及下横梁件31均采用精铸件,一体化成型,形成模块化设计,第一连接件22及第二连接件32均采用钢管材质。通过第一连接件22可以将两个结构对称的上横梁件21进行焊接,使之形成一个整体,构成上横梁总成2。通过第二连接件32可以将两个结构对称的下横梁件31 进行焊接,使之形成一个整体,构成下横梁总成3。在本实施例中,上横梁总成 2用来约束固定外门架1,下横梁总成3即用来约束固定外门架1,同时还用来固定油缸及驱动桥,由于上横梁总成2的负载力远远小于下横梁总成3,因此,本实用新型实施例为了提高材料的利用率,使得上横梁件21采用中空精铸件,虽然采用了中空精铸件,但空心铸件的截面积大于现有技术中实心钢板的截面积,因此上横梁在整体的刚度上优于现有技术的实心钢板。
[0038]
本实用新型的上横梁件21及下横梁件31通过覆膜砂壳型铸造工艺技术成型,材质型号为zgd410-700,通过铸件与钢管焊接成型一整体,精铸件结构消除了冲压件焊接应力大、强度低、易变形的问题,装配尺寸通过加工精度保证,有效地提高了产品尺寸稳定性;此外,通过产品结构合理布置优化,提高了材料利用率,有效地降低了产品的制造成本,提升了产品的竞争力,极大程度满足了非汽车产品的性能要求。
[0039]
参照附图4和5所示,具体的,上横梁件21包括第一铸件211、第二铸件 212及第三铸件213,第一铸件211及第二铸件212均呈弯折状,第一铸件211 及第二铸件212内均设置有空腔,第一铸件211的上端部开设有与空腔相连通的第一开孔214,第二铸件212的上端部开设有与空腔相连通的第二开孔215,第二开孔215上设置有挡盖216,第一铸件211及第二铸件212的下端部均设置有与外门架1进行配合的焊接部217,第三铸件213呈空心杆状,第三铸件213 的两端分别与靠近第一开孔214处的第一铸件211及靠近第二开孔215处的第二铸件212一体化连接,第一连接件22呈空心管状,第一连接件22的两端分别与两个上横梁件21上的第一开孔214进行焊接。
[0040]
采用上述技术方案,通过第一铸件211、第二铸件212及第三铸件213空心设置,且三者之间一体化成型,相对于现有技术的冲压式钢板而言,提高了产品尺寸的稳定性,通过第一连接件22的两端分别与两个上横梁件21上的第一开孔214进行焊接,使得两个结构对
称的上横梁件21与第一连接件22焊接形成上横梁总成2,通过第一铸件211及第二铸件212的下端部设置的焊接部217,可以实现与外门架1进行焊接固定,由于上横梁总成2仅仅对外门架1上端进行约束固定,因此两个上横梁件21之间仅通过两个第一开孔214之间焊接第一连接件22,即可实现负载强度需求。由于上横梁件21采用覆膜砂壳型铸造工艺成型,且上横梁件21采用空心结构,因此第一开孔214及第二开孔215用于精铸件的清砂通道,由于第一开孔214之间通过第一连接件22进行焊接固定,故,采用挡盖216封堵第二开孔215,防止水汽进入上横梁空腔内造成腐蚀。
[0041]
当然,为了提高上横梁总成2的结构强度,可以在两个第二开孔215之间也焊接第一连接件22,使得两个对称结构的上横梁件21之间通过平行的钢管进行焊接,进而提高整个上横梁总成2的结构强度,同时也可以提高上横梁总成2 的负载力。
[0042]
焊接部217呈“l”型缺口设置,包括水平焊接面2171及竖直焊接面2172,水平焊接面2171用于与外门架1的顶面进行焊接,竖直焊接面2172用于与外门架1的侧面进行焊接,水平焊接面2171和竖直焊接面2172的边缘处均设置有倒角。通过设置水平焊接面2171和竖直焊接面2172,使得上横梁件21与外门架1左右两侧进行焊接的同时,也与外门架1顶面进行焊接,从而消除上横梁件21与外门架1之间焊接的应力,也避免了因上横梁单一方向受力而发生脱焊的情况,进一步提高了装配尺寸精度。通过水平焊接面2171和竖直焊接面2172 的边缘处均设置有倒角,增加焊接表面积,使得焊接力更加牢固。
[0043]
第一铸件211的下端部上设置有第一减重孔218,第一减重孔218上方所在的第一铸件211上设置有吊装孔219。通过设置第一减重孔218,实现上横梁的轻量化设计,降低了产品的制造成本,提高了材料利用率,提升了产品的竞争力。通过设置吊装孔219,方便进行拆卸时进行吊装。
[0044]
第二开孔215所在的第二铸件212上设置有用于固定油路管道的安装座 230,安装座230上还开设有用于安装叉车链条拉杆的第一安装孔231。采用上述技术方案,通过设置安装座230,可以在安装座230底部连接固定油路管道的冲压件,优选的,安装座230底部可以通过螺栓连接来固定冲压件,也可以采用焊接形式固定冲压件。通过安装座230上开设第一安装孔231,可以对叉车链条拉杆起导向作用。
[0045]
参照附图6和7所示,下横梁件31包括铸件本体311,铸件本体311的下方连接有支撑件312,支撑件312底部设置有与外门架1顶面焊接的贴合面3120,铸件本体311的上方两端部分别开设有用于装配第二连接件32的第一连接座 313及第二连接座314,第一连接座313与第二连接座314中间所在的铸件本体 311上设置有用于装配驱动桥的卡环315,第二连接座314下方设置有用于安装叉车油缸的安装板316,安装板316上开设有用于固定油缸的第二安装孔3161。
[0046]
采用上述技术方案,铸件本体311、支撑件312、第一连接座313、第二连接座314、卡环315及安装板316为一体化成型,即采用覆膜砂壳型铸造工艺成型。由于下横梁总成3除了用来固定约束外门架1,还用来固定油缸及驱动桥,因此,下横梁总成3所需要的负载力要高于上横梁总成2。故,本实用新型实施例中,下横梁件31采用实心铸件成型,保证了尺寸精度的前提下,使得下横梁件31形成模块化,通过两个对称结构的下横梁件31与第二连接件32使用焊接工艺,从而构成完整的下横梁总成3。相对于现有技术而言,下横梁采用一体化成型,避免了传统钢板冲压带来的尺寸精度问题,同时精铸件消除了冲压件焊接时的应力。
[0047]
通过支撑件312底面的贴合面3120,可以实现与外门架1顶面进行焊接。贴合面3120的边缘处也设置有工艺倒角,提高焊接面积。第二连接件32通过两个对称的第一连接座313及第二连接座314可以进行焊接,卡环315用来固定叉车的驱动桥,安装板316用来对油缸进行限位安装,通过第二安装孔3161 可以将油缸安装在下横梁件31上。
[0048]
需要说明的是,本实用新型实施例中下横梁件31上的卡环315为一半圆形,卡环315上设置有固定另一半卡环的螺丝孔位,因下横梁采用覆膜砂壳型铸造成型,且后续驱动桥需要安装在下横梁件31的卡环315上,因此卡环315的结构为一半,方便与在驱动桥安装到卡环315内后,通过另一半卡环进行紧固。
[0049]
第二连接件32包括无缝管321及异形管322,第一连接座313上开设有与无缝管321相连接的第一插接孔3131,第二连接座314上开设有与异形管322 相连接的第二插接孔3141。在本实施例中,无缝管321及异形管322都采用45# 钢管,异形管322用于避开驱动桥的位置。通过管状结构的第二连接件32可以轻松的插入第一插接孔3131及第二插接孔3141中,从而实现钢管与精铸件的焊接。
[0050]
支撑件312中部上开设有u型槽3121,支撑件312的两端分别开设在有第二减重孔3122,卡环315与第二连接座314之间所在的铸件本体311上开设有第三减重孔3111。通过设置u型槽3121、第二减重孔3122及第三减重孔3111,可以实现下横梁件31轻量化的优势,降低了产品的制造成本,提高了材料利用率,提升了产品的竞争力。
[0051]
铸件本体311底部与支撑件312之间设置有若干第一加强筋318,卡环315 与第二连接座314之间设置有至少一个第二加强筋317。通过设置第一加强筋 318,使的铸件本体311与支撑件312之间强度提高,提高下横梁件31的整体强度,进一步提高下横梁总成3的负载。因卡环315与第二连接座314之间所在的铸件本体311上开设有第三减重孔3111,在实现铸件本体311轻量化设计的同时,通过设置第二加强筋317,提高卡环315在铸件本体311上的强度,为驱动桥提供平稳的约束固定力。
[0052]
参照附图8所示,贴合面3120上设置有至少两个定位柱3121,外门架1顶面设置有与定位柱3121相配合的定位孔100。通过定位柱3121和定位孔100的配合,便于下横梁总成3精准的与外门架1进行定位,进一步提高后续油缸及驱动桥装配精度。
[0053]
以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips